Спосіб волочіння труб
Номер патенту: 48310
Опубліковано: 10.03.2010
Автори: Коржов Микола Микитович, Ханін Марк Ісаакович, Лобанов Олександр Іванович, Турбар Валерій Павлович, Кущинський Георгій Миколайович

Формула / Реферат
Спосіб волочіння труб, що включає протягання заготовки на рухомій конічній оправці через волоку і наступне переміщення готової труби і оправки відносно одна одної при знятті труби з оправки, який відрізняється тим, що зняття труби з оправки виконують у два етапи, причому на першому етапі при фіксованому положенні оправки переміщують трубу в напрямку волочіння на відстань L, що визначають по формулі:
![]()
де:
![]() - довжина робочої частини оправки, мм;
- довжина робочої частини оправки, мм;
Dопр.макс. і Dопр.мін. - відповідно максимальний і мінімальний діаметри робочої частини оправки, мм,
а на другому етапі здійснюють примусовий відвід оправки через волоку в її вихідне положення в напрямку, протилежному волочінню при фіксованому положенні протягненої труби після завершення першого етапу зняття труби з оправки.
Текст
Спосіб волочіння труб, що включає протягання заготовки на рухомій конічній оправці через волоку і наступне переміщення готової труби і оправки відносно одна одної при знятті труби з оправки, який відрізняється тим, що зняття труби 3 циклі волочіння і зменшують продуктивність процесу не менш, ніж на 30-40%. В основі даної корисної моделі лежить рішення задачі по удосконаленню способу волочіння шляхом зміни умов зняття готової труби з оправки, у результаті чого значно підвищується продуктивність процесу і забезпечується можливість волочіння більш довгих труб. Поставлена задача вирішена тим, що в способі волочіння труб, що включає протягання заготовки на рухомій конічній оправці через волоку і наступне переміщення готової труби й оправки відносно одна одної при знятті труби з оправки, відповідно до корисної моделі, зняття труби з оправки роблять у два етапи, причому на першому етапі при фіксованому положенні оправки переміщують трубу в напрямку волочіння на відстань L, що визначають по формулі: (0,2 0,5) опр . L , Dооп .макс . Dооп .мін . де: опр. - довжина робочої частини оправки, мм; D опр.макс. і Dопр.мін. - відповідно максимальний і мінімальний діаметри робочої частини оправки, мм, а на другому етапі здійснюють примусовий відвід оправки через волоку в її вихідне положення в напрямку протилежному волочінню при фіксованому положенні протягненої труби після завершення першого етапу зняття труби з оправки. Пропоновані параметри переміщення визначені дослідним шляхом. Відмінністю пропонованого способу волочіння від найбільш близького з аналогів є те, що зняття труби з оправки роблять у два етапи, причому на першому етапі при фіксованому положенні оправки трубу переміщують у напрямку волочіння на пропоновану відстань, а на другому етапі здійснюють примусовий відвід оправки у вихідне положення в напрямку протилежному волочінню при фіксованому положенні протягненої труби після завершення першого етапу зняття труби з оправки. Технічним результатом застосування пропонованого способу є підвищення продуктивності процесу і забезпечення можливості волочіння більш довгих труб. Це досягається за рахунок скорочення (не менш чим у 3 рази) холостого пробігу волочильного візка і суміщення основного часу операції зняття труби з оправки з операцією повернення довгої оправки у вихідне положення. Пропонований спосіб здійснюється в такий спосіб. Заготовку з закованим переднім кінцем (голівкою) подають у приймальний жолоб волочильного стану перед волокою. За допомогою оправочного допоміжного стрижня вводять у неї довгу конічну оправку. Далі здійснюють протягання заготовки на рухомій конічній оправці через волоку з захопленням заготовки за голівку волочильним візком і наступне переміщення готової труби й оправці відносно одна одної при знятті труби з оправки. Зняття 48310 4 труби з оправки роблять у два етапи, причому на першому етапі при фіксованому положенні оправки переміщують трубу в напрямку волочіння на відстань L, що визначають по формулі: (0,2 0,5) опр . L , Dооп .макс . Dооп .мін . де: опр. - довжина робочої частини оправки, мм; D опр.макс. і Dопр.мін. - відповідно максимальний і мінімальний діаметри робочої частини оправки, мм, а на другому етапі здійснюють примусовий відвід через волоку оправки в її вихідне положення в напрямку протилежному волочінню при фіксованому положенні протягненої труби після завершення першого етапу зняття труби з оправки. На першому етапі зняття готової труби і подолання пікового навантаження на початку цього процесу здійснюється за допомогою тягового зусилля. Фіксація оправки виконується за рахунок упора в стояк волок стопорного виступу, що мається на задньому кінці оправки. При цьому величина переміщення труби щодо оправки на першому етапі, визначена по пропонованій формулі, що враховує конусність і довжину робочої частини оправки, забезпечує утворення між оправкою і поверхнею каналу труби кільцевого зазору, достатнього для виконання другого етапу зняття труби з оправки. Другий етап здійснюють шляхом примусового відводу через волоку оправки за допомогою оправочного стрижня в її вихідне положення при фіксованому положенні труби. Останнє здійснюють за допомогою волочильного візка (при його зупинці). Далі, звільнену від оправки готову трубу скидають у карман, подають нову заготовку в приймальний жолоб стану, вводять у неї довгу оправку і повторюють процес волочіння. Конкретний приклад. Відповідно до запропонованого способу було здійснене волочіння труб розміром 143 7-8мм із використанням заготовки розміром 159 12мм із середнім коефіцієнтом витяжки 1,74 при довжині труби 3,5м, швидкості волочіння 10м/хв на конічній оправці із середнім діаметром 128мм з конусностю рівною 0,0006 (Dопр.макс. - 129мм, Dопр.мін. 127мм). Відстань L, що характеризує величину переміщення труби відносно нерухомо зафіксованої оправки (на першому етапі зняття труби), з урахуванням вищенаведених параметрів знаходилася в межах L=350-875мм. При волочінні за пропонованим способом довжина холостого пробігу візка склала 700 і 1750мм, а при використанні способу по найбільш близькому з аналогів вона склала не менш 7000мм. Отже, довжина труби при однаковій корисній довжині робочого столу волочильного стану (приблизно 7м) при застосуванні нового способу може бути збільшена з 3500мм, по найбільш близькому з аналогів, на 2625 і 3150мм (тобто на 7090%) і складає 6125 і 6650мм, відповідно. Повний цикл волочіння за пропонованим способом з урахуванням часу зняття труби з оправки і відводу її у вихідне положення, а також скидання 5 48310 труби в карман стану склав 74,8 і 80сек., тоді як при застосуванні способу найбільш близького з аналогів при інших аналогічних параметрах процесу -104сек., тобто, на 40-30% більше. При цьому, як показали результати проведених дослідів, при зниженні нижньої межі пропонованої величини переміщення труби на першому етапі зняття труби з оправки виникають труднощі виконання другого етапу витягування труби за допомогою оправочного стрижня з нерухомо зафіксованої труби через значне підвищення зусилля витягування (зокрема, початкового зусилля при Комп’ютерна верстка Н. Лиcенко 6 «зриві» труби з оправки). При перевищенні верхньої пропонованої межі збільшується довжина холостого пробігу волочильного візка при знятті труби з оправки, що істотно знижує продуктивність волочильного стану за рахунок збільшення часу циклу, а також у результаті зменшення використання корисної довжини робочого столу волочильного стану. Таким чином, пропонований спосіб забезпечує підвищення продуктивності при волочінні не менш чим на 30%, а збільшення можливої довжини готових труб до 90%. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pipe drawing
Автори англійськоюTurbar Valerii Pavlovych, Kuschynskyi Heorhii Mykolajovych, Lobanov Oleksandr Ivanovych, Korzhov Mykola Mykytovych, Khanin Mark Isaakovych
Назва патенту російськоюСпособ волочения труб
Автори російськоюТурбар Валерий Павлович, Кущинский Георгий Николаевич, Лобанов Александр Иванович, Коржов Николай Никитич, Ханин Марк Исаакович
МПК / Мітки
МПК: B21C 1/02
Мітки: спосіб, волочіння, труб
Код посилання
<a href="https://ua.patents.su/3-48310-sposib-volochinnya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб волочіння труб</a>
Оправка для волочіння труб
Номер патенту: 22395
Опубліковано: 25.04.2007
Автори: Живцов Сергій Павлович, Петрусенко Леонід Олександрович, Чуманов Геннадій Миколайович
МПК: B21C 3/16
Мітки: волочіння, труб, оправка
Формула / Реферат:
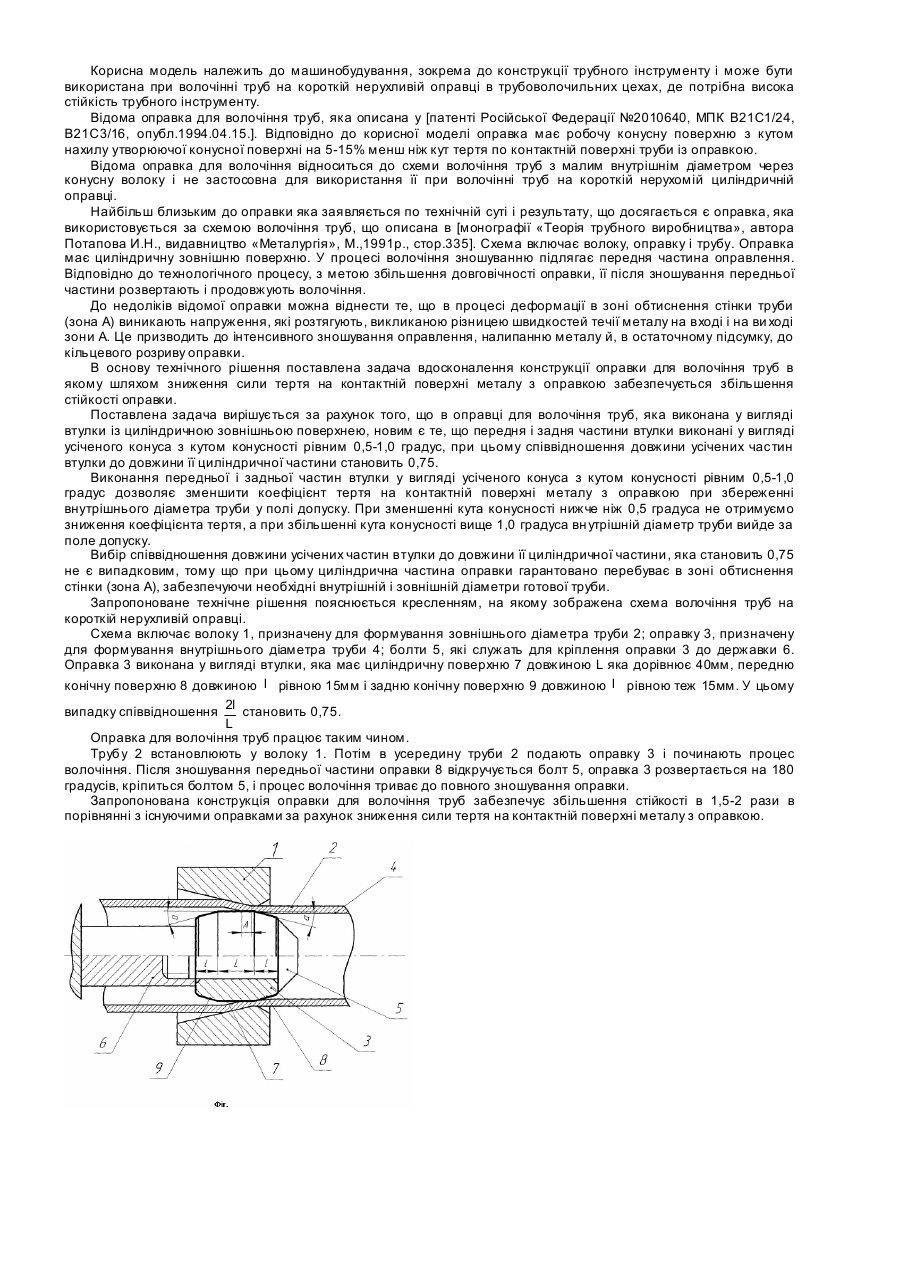
Оправка для волочіння труб, яка виконана у вигляді втулки із циліндричною зовнішньою поверхнею, яка відрізняється тим, що передня і задня частини втулки виконані у вигляді зрізаного конуса з кутом конусності, що дорівнює 0,5-1,0 градусу, при цьому співвідношення довжини зрізаних частин втулки і довжини її циліндричної частини становить 0,75.
Спосіб волочіння труб
Номер патенту: 29665
Опубліковано: 25.01.2008
Автори: Дейнеко Андрій Іванович, Барабаш Петро Олексійович, Голубєв Олексій Борисович
МПК: B21C 1/16
Мітки: спосіб, волочіння, труб
Формула / Реферат:
1. Спосіб волочіння труб, що включає деформацію трубної заготовки на оправці, що утримується від осьового переміщення, при якому здійснюють обтиснення внутрішньої поверхні заготовки на оправці, який відрізняється тим, що заготовка труби затискається у роз'ємному жорсткому пеналі, довжина якого більша від довжини трубної заготовки на величину поздовжньої витяжки труби, а оправка на її зовнішній поверхні виконана із канавками глибиною від 0 до...
Спосіб волочіння труб
Номер патенту: 72672
Опубліковано: 15.03.2005
Автори: Гуляєв Юрій Геннадійович, Чукмасов Сергій Олександрович, Гармашев Денис Юрійович, Козловський Альфред Іванович, Шифрін Євген Ісайович
Мітки: волочіння, спосіб, труб
Формула / Реферат:
Спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співвісними твірними профілю зовнішньої поверхні та внутрішньої поверхні, при якому діаметр твірної профілю внутрішньої поверхні оправки (d0) вибирають залежно від діаметра хвостовика оправкового прута таким чином, що діаметр твірної профілю внутрішньої поверхні оправки є більшим, ніж діаметр хвостовика оправкового...
Стан для волочіння труб
Номер патенту: 32954
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21C 1/16
Текст:
...без випусків роликів та оправку з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою. Технічним результатом від використання запропонованого стану є те,що при ВОЛОЧІННІ дотичні напруження , які діють оо контактній поверхні ""тсрхйі труби з калібром, спрямовані за ходом волочіння І за рахунок цього вдається збільшити разову деформацію І знизити енергозатрати» Це стає можливим в...
Спосіб волочіння труб
Номер патенту: 65946
Опубліковано: 15.04.2004
Автори: Друян Володимир Михайлович, Чукмасов Сергій Олександрович, Гуляєв Євген Геннадійович, Гуляєв Юрій Геннадійович, Гармашев Денис Юрійович, Сьомічев Андрій Вікторович, Шифрін Євген Ісайович, Козловський Альфред Іванович
МПК: B21C 1/00
Мітки: труб, спосіб, волочіння
Формула / Реферат:
Спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співвісними твірними профілю зовнішньої поверхні та внутрішньої поверхні, при котрому діаметр твірної профілю внутрішньої поверхні оправки вибирають залежно від діаметра хвостовика оправочного прута, який відрізняється тим, що діаметр твірної профілю внутрішньої поверхні оправки додатково вибирають залежно від величин...
Попередній патент: Лікувально-профілактичний пристрій
Наступний патент: Спосіб діагностики чистоти ротової порожнини у вагітних
Випадковий патент: Спосіб очистки водних розчинів від органічних домішок