Спосіб волочіння труб
Номер патенту: 65946
Опубліковано: 15.04.2004
Автори: Козловський Альфред Іванович, Сьомічев Андрій Вікторович, Гуляєв Юрій Геннадійович, Гуляєв Євген Геннадійович, Шифрін Євген Ісайович, Друян Володимир Михайлович, Гармашев Денис Юрійович, Чукмасов Сергій Олександрович
Формула / Реферат
Спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співвісними твірними профілю зовнішньої поверхні та внутрішньої поверхні, при котрому діаметр твірної профілю внутрішньої поверхні оправки вибирають залежно від діаметра хвостовика оправочного прута, який відрізняється тим, що діаметр твірної профілю внутрішньої поверхні оправки додатково вибирають залежно від величин максимальної та мінімальної товщини стінки заготовки відповідно до залежності
![]()
де:
![]() - діаметр хвостовика оправочного прута, мм;
- діаметр хвостовика оправочного прута, мм;
![]() - максимальна товщина стінки трубчатої заготовки, мм;
- максимальна товщина стінки трубчатої заготовки, мм;
![]() - мінімальна товщина стінки трубчатої заготовки, мм.
- мінімальна товщина стінки трубчатої заготовки, мм.
Текст
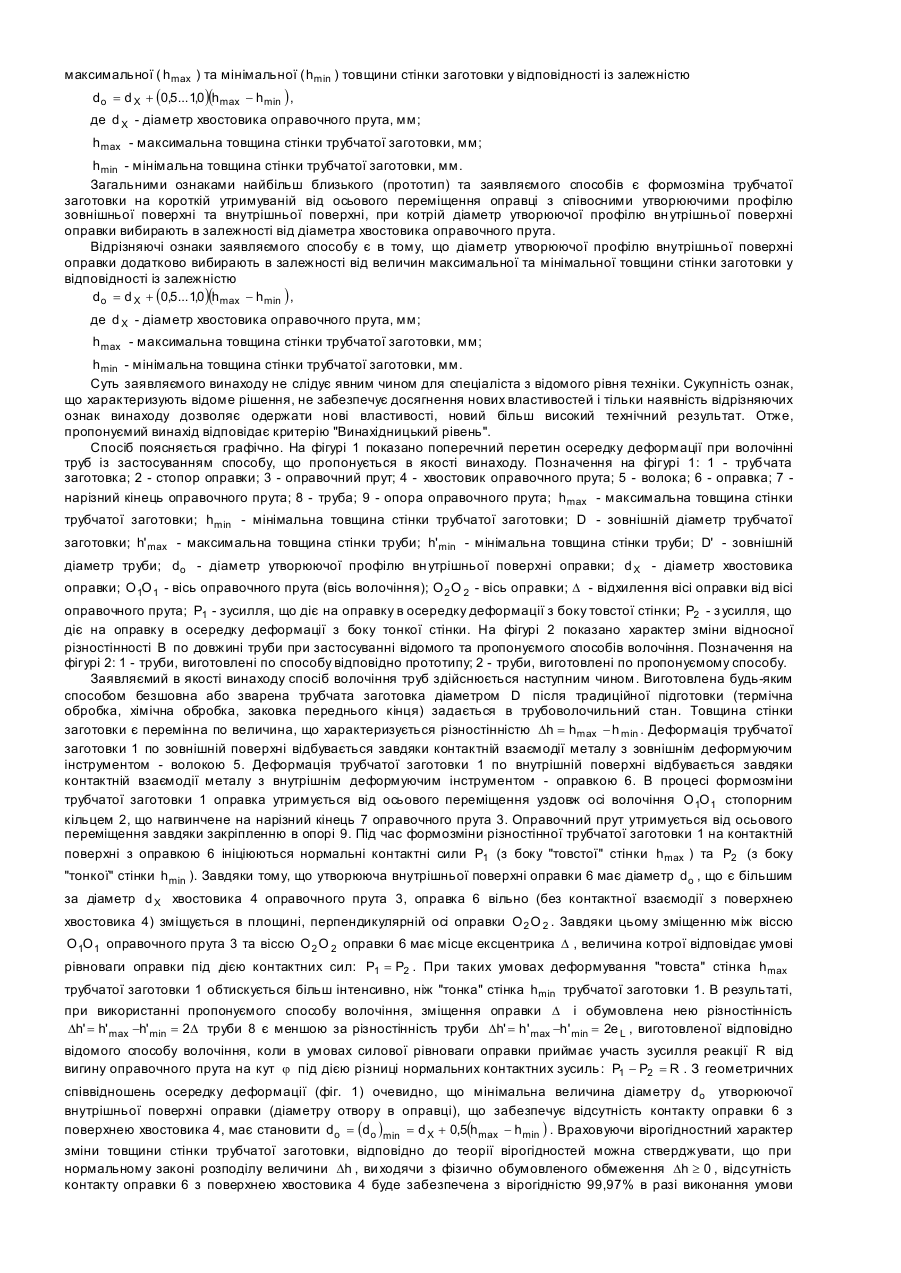
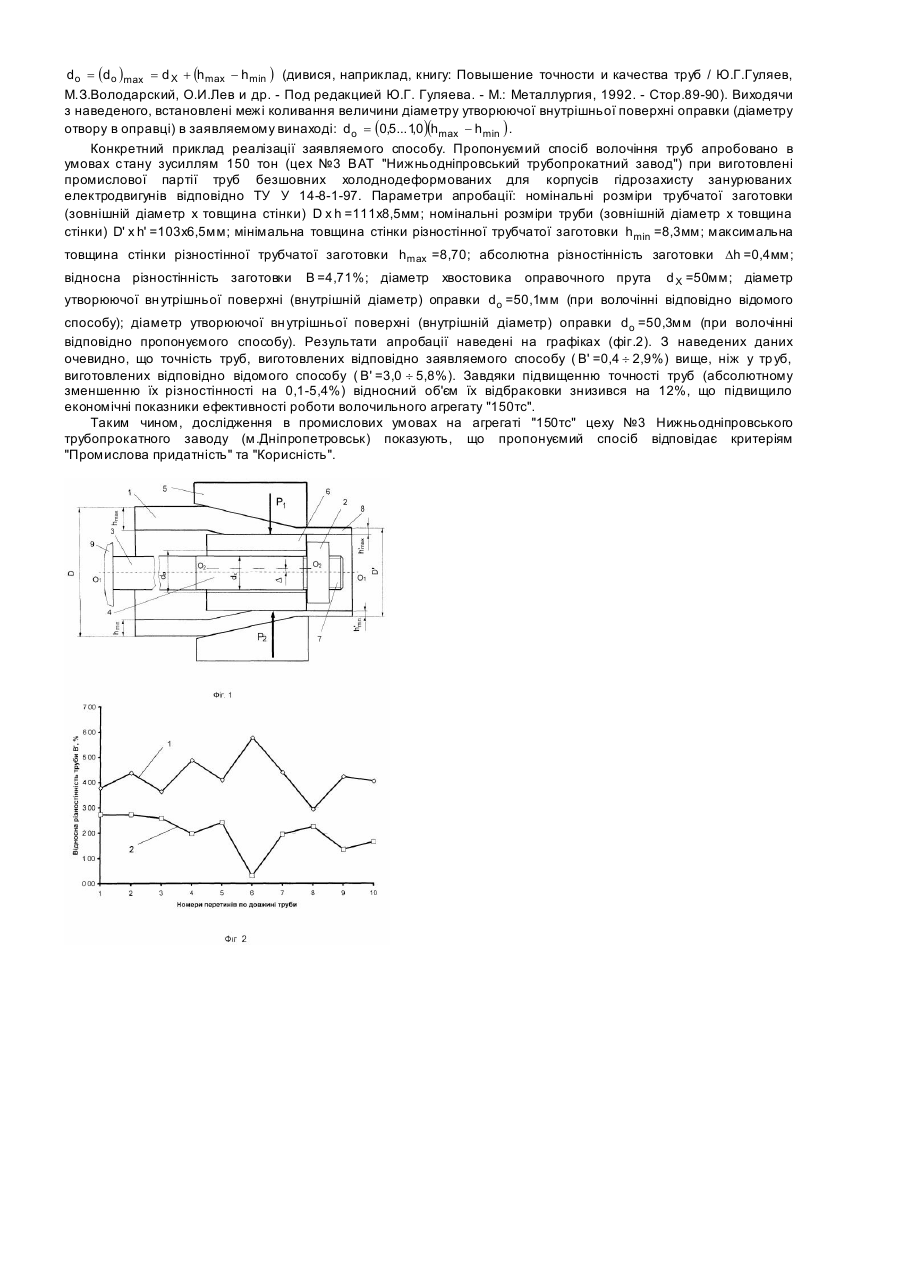
Винахід відноситься до способів обробки металів тиском і може бути використаний на волочильних станах при виготовленні труб (безшовних та зварених) методом справочного волочіння на короткій утримуваній від осьового переміщення (нерухомій) оправці. Реально, в практичних умовах, для виготовлення труб завжди використовують трубча ті заготовки, що мають деяку різностінність, що характеризується абсолютною величиною Dh = hmax - h min , де Dh - абсолютна різностінність трубчатої заготовки, мм; hmax - максимальна товщина стінки трубчатої заготовки, мм; hmin - мінімальна товщина стінки трубчатої заготовки, мм, або відносною величиною B= Dh × 100% , hm де B - відносна різностінність трубчатої заготовки, %; hm - середня товщина стінки трубчатої заготовки, мм. Відомі різні способи волочіння труб на короткій нерухомій (утримуваній від осьового переміщення) оправці. Так, наприклад, відомий спосіб волочіння труб, що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці, при котрому діаметр утворюючої профілю зовнішньої поверхні оправки вибирають в залежності від внутрішнього діаметра труби у відповідності до співвідношення (дивися, наприклад, книгу: Я.Л.Ваткин, Ю.Я.Ваткин. Трубное производство. М., Металлур гия, 1970. Стор.275 - Аналог). d оп = dT де d оп - діаметр утворюючої профілю зовнішньої поверхні оправки, мм; d T - вн утрішній діаметр труби, мм. Найбільш близьким до заявляємого способу є спосіб волочіння труб що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співосними утворюючими профілю зовнішньої поверхні та внутрішньої поверхні, при котрому діаметр утворюючої профілю внутрішньої поверхні оправки вибирають в залежності від діаметра хвостовика оправочного прута відповідно до залежності (дивися, наприклад, технологічну інстр укцію: Инструмент для трубоволочильного стана 150тнс. Документ Т3-17-К-80 "Оправка для стана 150тнс". Нижньодніпровський трубопрокатний завод, 1980. - Прототип). do = (dX )+0,1мм -0 де do - діаметр утворюючої профілю вн утрішньої поверхні оправки, мм; d X - діаметр хвостовика справочного прута, мм. Недолік відомих способів волочіння труб полягає в тому, що при їх застосуванні при використанні різностінної трубчатої заготовки після деформування у волочильному стані отримують трубу з високим рівнем різностінності, який характеризується відносною величиною 2 (h' max - h' min ) B' = × 100% , h ' max +h ' min де B' - відносна різностінність труби, %; h' max - максимальна товщина стінки труби, мм; h' min - мінімальна товщина стінки труби, мм. Цей недолік обумовлено тим, що при волочінні труб із застосуванням відомого способу, оправка практично являє собою єдине ціле із оправочним прутом і не має можливості переміщуватися відносно нього в площині, що є перпендикулярною осі волочіння (тобто - осі оправочного прута). В процесі деформації трубчатої заготовки на оправку з боку металу в осередку деформації діють сили, обумовлені контактною взаємодією деформуємого металу та інструменту (оправки). При деформації різностінної трубчатої заготовки на оправку в осередку деформації діють різні сили з боку "тонкої" та "товстої" стінки. В наслідок цього, під дією різниці цих сил, оправка зміщується відносно осі волочіння, що обумовлює вигин оправочного прута, з яким оправка жорстко закріплена. Відповідно до відомої з опору матеріалів формули (дивися, наприклад, довідник: Прочность, устойчивость, колебания. Справочник в 3-х томах / Под общей редакцией И.А.Бергмана и В.Г.Пановко. - М., Машиностроение, 1968. Т.1. - Стор.215), кут вигину прута в перетині закріплення оправки становить æ 3e ö j = arctgç L ÷ ç 2L ÷ è oø де eL - зміщення кінця оправочного прута з оправкою відносно опори, м; Lo - довжина оправочного прута від опори до закріплення оправки, м. Внаслідок зміщення оправки відносно осі волочіння на величину eL та перекосу осі оправки відносно осі волочіння на кут j геометричні параметри осередку деформації не дозволяють отримати готову трубу з низьким рівнем різностінності B' і точність готови х труб є малою. В основу винаходу поставлена задача створити спосіб волочіння труб, що забезпечить підвищення точності труб в наслідок зменшення рівня їх відносної різностінності B' . Поставлена задача вирішується тим, що у відомому способі волочіння труб (прототип), що включає деформацію трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співосними утворюючими профілю зовнішньої поверхні та внутрішньої поверхні, при котрому діаметр утворюючої профілю внутрішньої поверхні оправки ( do ) вибирають в залежності від діаметра хвостовика оправочного прута ( d X ), діаметр утворюючої профілю внутрішньої поверхні оправки ( do ) додатково вибирають в залежності від величин максимальної ( hmax ) та мінімальної ( hmin ) товщини стінки заготовки у відповідності із залежністю do = d X + (0,5... 1,0)(hmax - hmin ) , де d X - діаметр хвостовика оправочного прута, мм; hmax - максимальна товщина стінки трубчатої заготовки, мм; hmin - мінімальна товщина стінки трубчатої заготовки, мм. Загальними ознаками найбільш близького (прототип) та заявляємого способів є формозміна трубчатої заготовки на короткій утримуваній від осьового переміщення оправці з співосними утворюючими профілю зовнішньої поверхні та внутрішньої поверхні, при котрій діаметр утворюючої профілю вн утрішньої поверхні оправки вибирають в залежності від діаметра хвостовика оправочного прута. Відрізняючі ознаки заявляємого способу є в тому, що діаметр утворюючої профілю внутрішньої поверхні оправки додатково вибирають в залежності від величин максимальної та мінімальної товщини стінки заготовки у відповідності із залежністю do = d X + (0,5... 1,0)(hmax - hmin ) , де d X - діаметр хвостовика оправочного прута, мм; hmax - максимальна товщина стінки трубчатої заготовки, мм; hmin - мінімальна товщина стінки трубчатої заготовки, мм. Суть заявляємого винаходу не слідує явним чином для спеціаліста з відомого рівня техніки. Сукупність ознак, що характеризують відоме рішення, не забезпечує досягнення нових властивостей і тільки наявність відрізняючих ознак винаходу дозволяє одержати нові властивості, новий більш високий технічний результат. Отже, пропонуємий винахід відповідає критерію "Винахідницький рівень". Спосіб поясняється графічно. На фігурі 1 показано поперечний перетин осередку деформації при волочінні труб із застосуванням способу, що пропонується в якості винаходу. Позначення на фігурі 1: 1 - трубчата заготовка; 2 - стопор оправки; 3 - оправочний прут; 4 - хвостовик оправочного прута; 5 - волока; 6 - оправка; 7 нарізний кінець оправочного прута; 8 - труба; 9 - опора оправочного прута; hmax - максимальна товщина стінки трубчатої заготовки; hmin - мінімальна товщина стінки трубчатої заготовки; D - зовнішній діаметр трубчатої заготовки; h' max - максимальна товщина стінки труби; h' min - мінімальна товщина стінки труби; D' - зовнішній діаметр труби; do - діаметр утворюючої профілю вн утрішньої поверхні оправки; d X - діаметр хвостовика оправки; O 1O 1 - вісь оправочного прута (вісь волочіння); O 2 O 2 - вісь оправки; D - відхилення вісі оправки від вісі оправочного прута; P1 - зусилля, що діє на оправку в осередку деформації з боку товстої стінки; P2 - з усилля, що діє на оправку в осередку деформації з боку тонкої стінки. На фігурі 2 показано характер зміни відносної різностінності B по довжині труби при застосуванні відомого та пропонуємого способів волочіння. Позначення на фігурі 2: 1 - труби, виготовлені по способу відповідно прототипу; 2 - труби, виготовлені по пропонуємому способу. Заявляємий в якості винаходу спосіб волочіння труб здійснюється наступним чином . Виготовлена будь-яким способом безшовна або зварена трубчата заготовка діаметром D після традиційної підготовки (термічна обробка, хімічна обробка, заковка переднього кінця) задається в трубоволочильний стан. Товщина стінки заготовки є перемінна по величина, що характеризується різностінністю Dh = hmax - h min . Деформація трубчатої заготовки 1 по зовнішній поверхні відбувається завдяки контактній взаємодії металу з зовнішнім деформуючим інструментом - волокою 5. Деформація трубчатої заготовки 1 по внутрішній поверхні відбувається завдяки контактній взаємодії металу з внутрішнім деформуючим інструментом - оправкою 6. В процесі формозміни трубчатої заготовки 1 оправка утримується від осьового переміщення уздовж осі волочіння O 1O 1 стопорним кільцем 2, що нагвинчене на нарізний кінець 7 оправочного прута 3. Оправочний прут утримується від осьового переміщення завдяки закріпленню в опорі 9. Під час формозміни різностінної трубчатої заготовки 1 на контактній поверхні з оправкою 6 ініціюються нормальні контактні сили P1 (з боку "товстої" стінки hmax ) та P2 (з боку "тонкої" стінки hmin ). Завдяки тому, що утворююча внутрішньої поверхні оправки 6 має діаметр do , що є більшим за діаметр d X хвостовика 4 оправочного прута 3, оправка 6 вільно (без контактної взаємодії з поверхнею хвостовика 4) зміщується в площині, перпендикулярній осі оправки O 2 O 2 . Завдяки цьому зміщенню між віссю O 1O 1 оправочного прута 3 та віссю O 2 O 2 оправки 6 має місце ексцентрика D , величина котрої відповідає умові рівноваги оправки під дією контактних сил: P1 = P2 . При таких умовах деформування "товста" стінка hmax трубчатої заготовки 1 обтискується більш інтенсивно, ніж "тонка" стінка hmin трубчатої заготовки 1. В результаті, при використанні пропонуємого способу волочіння, зміщення оправки D і обумовлена нею різностінність Dh' = h' max -h' min = 2D труби 8 є меншою за різностінність труби Dh' = h' max -h' min = 2e L , виготовленої відповідно відомого способу волочіння, коли в умовах силової рівноваги оправки приймає участь зусилля реакції R від вигину оправочного прута на кут j під дією різниці нормальних контактних зусиль: P1 - P2 = R . З геометричних співвідношень осередку деформації (фіг. 1) очевидно, що мінімальна величина діаметру do утворюючої внутрішньої поверхні оправки (діаметру отвору в оправці), що забезпечує відсутність контакту оправки 6 з поверхнею хвостовика 4, має становити d o = (d o )min = d X + 0,5(h max - h min ) . Враховуючи вірогідностний характер зміни товщини стінки трубчатої заготовки, відповідно до теорії вірогідностей можна стверджувати, що при нормальному законі розподілу величини Dh , ви ходячи з фізично обумовленого обмеження Dh ³ 0 , відсутність контакту оправки 6 з поверхнею хвостовика 4 буде забезпечена з вірогідністю 99,97% в разі виконання умови d o = (d o )max = d X + (h max - h min ) (дивися, наприклад, книгу: Повышение точности и качества труб / Ю.Г.Гуляев, М.З.Володарский, О.И.Лев и др. - Под редакцией Ю.Г. Гуляева. - М.: Металлургия, 1992. - Стор.89-90). Виходячи з наведеного, встановлені межі коливання величини діаметру утворюючої внутрішньої поверхні оправки (діаметру отвору в оправці) в заявляемому винаході: do = (0,5... 10)(hmax - hmin ) . , Конкретний приклад реалізації заявляемого способу. Пропонуємий спосіб волочіння труб апробовано в умовах стану зусиллям 150 тон (цех №3 ВАТ "Нижньодніпровський трубопрокатний завод") при виготовлені промислової партії труб безшовних холоднодеформованих для корпусів гідрозахисту занурюваних електродвигунів відповідно ТУ У 14-8-1-97. Параметри апробації: номінальні розміри трубчатої заготовки (зовнішній діаметр х товщина стінки) D х h =111x8,5мм; номінальні розміри труби (зовнішній діаметр х товщина стінки) D' х h' =103х6,5мм; мінімальна товщина стінки різностінної трубчатої заготовки hmin =8,3мм; максимальна товщина стінки різностінної трубчатої заготовки hmax =8,70; абсолютна різностінність заготовки Dh =0,4мм; відносна різностінність заготовки B =4,71%; діаметр хвостовика оправочного прута d X =50мм; діаметр утворюючої вн утрішньої поверхні (внутрішній діаметр) оправки do =50,1мм (при волочінні відповідно відомого способу); діаметр утворюючої вн утрішньої поверхні (внутрішній діаметр) оправки do =50,3мм (при волочінні відповідно пропонуємого способу). Результати апробації наведені на графіках (фіг.2). З наведених даних очевидно, що точність труб, виготовлених відповідно заявляемого способу ( B' =0,4 ¸ 2,9%) вище, ніж у тр уб, виготовлених відповідно відомого способу ( B' =3,0 ¸ 5,8%). Завдяки підвищенню точності труб (абсолютному зменшенню їх різностінності на 0,1-5,4%) відносний об'єм їх відбраковки знизився на 12%, що підвищило економічні показники ефективності роботи волочильного агрегату "150тс". Таким чином, дослідження в промислових умовах на агрегаті "150тс" цеху №3 Нижньодніпровського трубопрокатного заводу (м.Дніпропетровськ) показують, що пропонуємий спосіб відповідає критеріям "Промислова придатність" та "Корисність".
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for drawing pipes
Автори англійськоюKozlovskyi Alfred Ivanovych, Huliaiev Yurii Hennadiiovych, Shyfrin Yevhen Isaiovych, Druian Volodymyr Mykhailovych
Назва патенту російськоюСпособ волочения труб
Автори російськоюКозловский Альфред Иванович, Гуляев Юрий Геннадиевич, Шифрин Евгений Исаевич, Друян Владимир Михайлович
МПК / Мітки
МПК: B21C 1/00
Мітки: волочіння, спосіб, труб
Код посилання
<a href="https://ua.patents.su/3-65946-sposib-volochinnya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб волочіння труб</a>
Стан для волочіння труб
Номер патенту: 32954
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21C 1/16
Текст:
...без випусків роликів та оправку з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою. Технічним результатом від використання запропонованого стану є те,що при ВОЛОЧІННІ дотичні напруження , які діють оо контактній поверхні ""тсрхйі труби з калібром, спрямовані за ходом волочіння І за рахунок цього вдається збільшити разову деформацію І знизити енергозатрати» Це стає можливим в...
Спосіб підготовки кінців труб до волочіння
Номер патенту: 45847
Опубліковано: 15.04.2002
Автори: Павлов Адольф Опанасович, Мироненко Юрій Анатолійович, Усенко Анатолій Павлович, Алпатов Євгеній Миколайович
МПК: B21C 5/00
Мітки: труб, спосіб, підготовки, кінців, волочіння
Формула / Реферат:
Спосіб підготовки кінців труб до волочіння, що включає проштовхування через волоку переднього кінця труби з приєднаним V-подібним захватом, який відрізняється тим, що захват із пружинної сталі розміщують зовні труби, при цьому кінці захвата, загнуті всередину на 90°, уводять в заздалегідь виконані в стінці кінця труби на відстані, що дорівнює 0,5-0,75 її зовнішнього діаметра, наскрізні симетричні отвори, діаметр яких в 1,2-1,5 рази перевищує...
Пристрій для волочіння металевих труб з перемінною вздовж товщиною стінки
Номер патенту: 18111
Опубліковано: 01.07.1997
Автори: Сеніна Тетяна Володимирівна, Чуб Анатолій Васильович, Островський Ігор Петрович, Кореняк Юрій Костянтинович, Фролов Віктор Пилипович, Борисенко Юрій Миколайович
МПК: B21C 3/16
Мітки: перемінною, стінки, металевих, вздовж, волочіння, товщиною, пристрій, труб
Формула / Реферат:
Устройство для волочения металлических труб с переменной по длине толщиной стенки, включающее установленную на станине волоку, короткую коническую оправку, закрепленную на переднем конце оправочного стержня, снабженного механизмом возвратно-поступательного перемещения в процессе волочения трубы, и волочительную тележку, отличающееся тем, что механизм возвратно-поступательного перемещения справочного стержня состоит из двуплечего рычага с осью...
Оправка для волочіння труб
Номер патенту: 10796
Опубліковано: 25.12.1996
Автори: Ісерсон Ігор Саулович, Швець Геннадій Михайлович, Іванов Ігор Павлович, Баскелович Віктор Зіновьович, Перевалова Еліна Володимировна, Журба Олександр Савельович, Півник Юрій Вікторович, Радовинський Юрій Леонідович, Губа Володимир Михайлович, Сидоренко Валентин Костянтинович
МПК: B21B 25/00, B21C 3/16
Мітки: труб, оправка, волочіння
Формула / Реферат:
Оправка для волочения труб, выполненная из сплава на основе карбида вольфрама-с покрытием наружной рабочей поверхности одним слоем титана и тремя слоями нитрида титана при соотношении толщины слоев 1:4:6:2 и содержании азота в каждом из слоев нитрида титана соответственно 25, 33 и 50%, отличающаяся тем, что на верхний слой нитрида титана, содержащий 50% азота, нанесен слой, состоящий из равномерно смешанной смеси нитридов титана и хрома,...
Оправка для волочіння труб
Номер патенту: 19597
Опубліковано: 25.12.1997
Автори: Петренко Сергій Володимирович, Островський Ігор Петрович, Кореняк Юрій Костантинович, Аронович Анатолій Володимирович, Савченко Олег Миколайович, Лісовський Олександр Олександрович, Шумейко Анатолій Олексійович, Панченко Андрій Володимирович, Сизоненко Григорій Олександрович, Носар Валентина Дмитрівна, Чуб Анатолій Васильович, Лозовий Віктор Іванович
МПК: B21C 3/16
Мітки: волочіння, труб, оправка
Формула / Реферат:
Оправка для волочения труб, включающая рабочую втулку и примыкающую к ней насадку, собранные на полом стержне, соединенном с системой подачи смазки, отличающаяся тем, что насадка снабжена упругими кольцевыми элементами, установленными с зазором в проточке, выполненной на ее наружной поверхности, и выступающими над ней на величину, меньшую величины упругой деформации кольцевых элементов, при этом полость, образованная в результате проточки,...