Спосіб обробки розплаву
Номер патенту: 48491
Опубліковано: 15.08.2002
Автори: Ольшанський Володимир Ілліч, Гуманюк Юрій Юрійович, Грабовий Валерій Михайлович, Гораш Микола Васильович, Вовченко Олександр Іванович, Цуркін Володимир Миколайович, Чернишов Сергій Іванович, Волков Геннадій Васильович
Формула / Реферат
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, який відрізняється тим, що до початку електрогідроімпульсної дії хвилевідний стрижень вводять у розплав на глибину (hв) відповідно до залежності:
hв=кН,
де hв - глибина занурення стрижня у розплав, м;
Н - глибина розплаву в ковші, м;
к - коефіцієнт, який дорівнює 0,2-0,4 при видаленні легких включень, та 0,6-0,8 при видаленні важких включень.
Текст
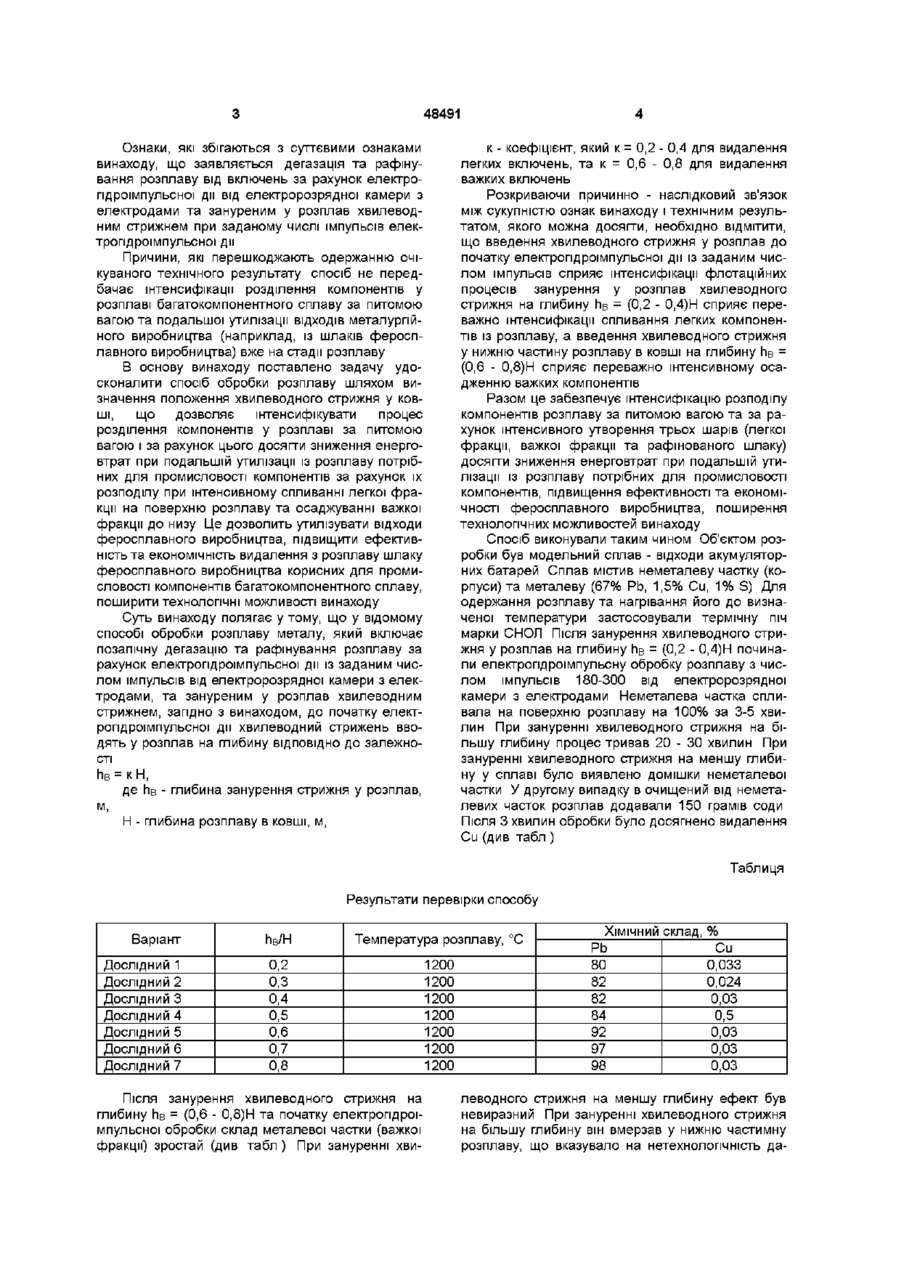
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електропдроімпульсної дії із заданим числом імпульсів від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, який відрізняється тим, що до початку електропдроімпульсної дії хвилевідний стрижень вводять у розплав на глибину (hB) ВІДПОВІДНО ДО залежності гів=кН, де he - глибина занурення стрижня у розплав, м, Н - глибина розплаву в ковші, м, к - коефіцієнт, який дорівнює 0,2-0,4 при видаленні легких включень, та 0,6-0,8 при видаленні важких включень Винахід відноситься до галузі позапічних способів обробки розплаву та стосується переважно способів обробки розплаву шлаків феросплавного виробництва Відомо спосіб обробки розплаву металу /Гулый ГА Научные основы разрядноимпульсных технологий - Киев Наук Думка, 1990 - С 129 - 147/, який включає позапічну дегазацію та рафінування розплаву за рахунок електропдроімпульсної дії від електророзрядної камери з електродами та зануреного у розплав хвилеводного стрижня при модулюванні параметрів дії частоти посилання імпульсів, енергії в імпульсі Спосіб передбачає дегазацію та рафінування розплаву від багатокомпонентних включень (за рахунок їх подрібнення газовими включеннями і флотації до межі метал - шлак) після введення у розплав, який міститься у ковші, хвилеводного стрижня на задану глибину та електропдроімпульсної дії на розплав бачає інтенсивного поділу включень розплаву за питомою вагою (угору - легких, вниз - важких), а використовує лише ефект флотації до межі метал - шлак Прототипом способу, що заявляється, є спосіб обробки розплаву металу /Заявка на патент України №99010072, МПК6 B22D 27/08 з рішенням про видачу деклараційного патенту України від 16 01 2001/, який включає позапічну дегазацію та рафінування розплаву за рахунок електропдроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стержнем при модулюванні числа імпульсів електропдроімпульсної дії від 330 до 500 Електропдроімпульсна обробка розплаву (дивись описання способу) призводить до виділення газу (зокрема водню) із зв'язаного стану у вільне, подальшої коагуляції газових (неметалевих) включень, спливанню їх за законом Стокса і дегазації розплаву При дегазації розплаву відбувається видалення з металу завислих часток шлаку і твердих окислів (неметалевих включень), що прилипли до пухирців газу та піднімаються разом з ними на поверхню металу (ВРЕ - М Радянська енциклопедія, 1975 -Том 21 -С 1508-1509) За рахунок цього при електропдроімпульсній обробці відбувається процес рафінування багатокомпонентного сплаву від неметалевих включень Ознаки, які збігаються з суттєвими ознаками винаходу, що заявляється позапічна дегазація та рафінування розплаву від багатокомпонентних включень за рахунок електропдроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стрижнем Причини, які перешкоджають одержанню очікуваного технічного результату спосіб не перед 00 48491 Ознаки, які збігаються з суттєвими ознаками винаходу, що заявляється дегазація та рафінування розплаву від включень за рахунок електропдроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стрижнем при заданому числі імпульсів електропдроімпульсної дії Причини, які перешкоджають одержанню очікуваного технічного результату спосіб не передбачає інтенсифікації розділення компонентів у розплаві багатокомпонентного сплаву за питомою вагою та подальшої утилізації ВІДХОДІВ металургійного виробництва (наприклад, із шлаків феросплавного виробництва) вже на стадії розплаву В основу винаходу поставлено задачу удосконалити спосіб обробки розплаву шляхом визначення положення хвилеводного стрижня у ковші, що дозволяє інтенсифікувати процес розділення компонентів у розплаві за питомою вагою і за рахунок цього досягти зниження енерговтрат при подальшій утилізації із розплаву потрібних для промисловості компонентів за рахунок їх розподілу при інтенсивному спливанні легкої фракції на поверхню розплаву та осаджуванні важкої фракції до низу Це дозволить утилізувати відходи феросплавного виробництва, підвищити ефективність та економічність видалення з розплаву шлаку феросплавного виробництва корисних для промисловості компонентів багатокомпонентного сплаву, поширити технологічні можливості винаходу к - коефіцієнт, який к = 0,2 - 0,4 для видалення легких включень, та к - 0,6 - 0,8 для видалення важких включень Розкриваючи причинно - наслідковий зв'язок між сукупністю ознак винаходу і технічним результатом, якого можна досягти, необхідно ВІДМІТИТИ, що введення хвилеводного стрижня у розплав до початку електропдроімпульсної дії із заданим числом імпульсів сприяє інтенсифікації флотаційних процесів занурення у розплав хвилеводного стрижня на глибину пв = (0,2 - 0,4)Н сприяє переважно інтенсифікації спливання легких компонентів із розплаву, а введення хвилеводного стрижня у нижню частину розплаву в ковші на глибину he = (0,6 - 0,8)Н сприяє переважно інтенсивному осадженню важких компонентів Разом це забезпечує інтенсифікацію розподілу компонентів розплаву за питомою вагою та за рахунок інтенсивного утворення трьох шарів (легкої фракції, важкої фракції та рафінованого шлаку) досягти зниження енерговтрат при подальшій утилізації із розплаву потрібних для промисловості компонентів, підвищення ефективності та економічності феросплавного виробництва, поширення технологічних можливостей винаходу Спосіб виконували таким чином Об'єктом розробки був модельний сплав - відходи акумуляторних батарей Сплав містив неметалеву частку (корпуси) та металеву (67% РЬ, 1,5% Си, 1% S) Для одержання розплаву та нагрівання Його до визначеної температури застосовували термічну піч марки СНОЛ Після занурення хвилеводного стрижня у розплав на глибину Ив = (0,2 - 0,4)Н починали електропдроімпульсну обробку розплаву з числом імпульсів 180-300 від електророзрядної камери з електродами Неметалева частка спливала на поверхню розплаву на 100% за 3-5 хвилин При зануренні хвилеводного стрижня на більшу глибину процес тривав 20 - ЗО хвилин При зануренні хвилеводного стрижня на меншу глибину у сплаві було виявлено домішки неметалевої частки У другому випадку в очищений від неметалевих часток розплав додавали 150 грамів соди Після 3 хвилин обробки було досягнено видалення Си (ДИВ табл) Суть винаходу полягає у тому, що у відомому способі обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електропдроімпульсної дії із заданим числом імпульсів від електророзрядної камери з електродами, та зануреним у розплав хвилеводним стрижнем, запдно з винаходом, до початку електропдроімпульсної дії хвилеводний стрижень вводять у розплав на глибину ВІДПОВІДНО ДО залежності h B = кН, де пв - глибина занурення стрижня у розплав, м, Н - глибина розплаву в ковші, м, Таблиця Результати перевірки способу Варіант Дослідний 1 Дослідний 2 Дослідний 3 Дослідний 4 Дослідний 5 Дослідний 6 Дослідний 7 пв/Н Температура розплаву, °С 0,2 0,3 0,4 0,5 0,6 0,7 0,8 1200 1200 1200 1200 1200 1200 1200 Після занурення хвилеводного стрижня на глибину пв = (0,6 - 0,8)Н та початку електропдроімпульсної обробки склад металевої частки (важкої фракції") зростай (див табл) При зануренні хви ХІМІЧНИЙ склад, % РЬ 80 82 82 84 92 97 98 Си 0,033 0,024 0,03 0,5 0,03 0,03 0,03 леводного стрижня на меншу глибину ефект був невиразний При зануренні хвилеводного стрижня на більшу глибину він вмерзав у нижню частимну розплаву, що вказувало на нетехнолопчність да 5 48491 ного прийому Таким чином, наведені приклади свідчать про те, що визначення глибини занурення хвилеводного стрижня у розплав у сукупності з електропдроїмпульсною обробкою дозволяє одержати не тільки відомий результат - видалення занадто легких неметалевих включень (газу, сюрки), але й МІДІ 6 (принципово новий результат), а також суттєво підвищити долю важкої фракції (свинцю) В результаті це дозволяє оптимізувати процес позапічного розподілу компонентів розплаву за питомою вагою та подальше видалення із нього (будь-яким способом) корисних компонентів ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of melt treatment
Автори англійськоюHrabovyi Valerii Mykhailovych, Vovchenko Oleksandr Ivanovych, Volkov Hennadii Vasyliovych, Horash Mykola Vasyliovych, Humaniuk Yurii Yuriiovych, Olshanskyi Volodymyr Illich, Tsurkin Volodymyr Mykolaiovych, Chernyshov Sergii Ivanovych, Chernyshov Serhii Ivanovych
Назва патенту російськоюСпособ обработки расплава
Автори російськоюГрабовой Валерий Михайлович, Вовченко Александр Иванович, ВолковГеннадий Васильевич, Гораш Николай Васильевич, Гуманюк Юрий Юрьевич, Ольшанский Владимир Ильич, Цуркин Владимир Николаевич, Чернышев Сергей Иванович, Чернышов Сергей Иванович
МПК / Мітки
МПК: B22D 27/08
Мітки: спосіб, обробки, розплаву
Код посилання
<a href="https://ua.patents.su/3-48491-sposib-obrobki-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву</a>
Спосіб обробки розплаву свинцевого сплаву
Номер патенту: 48493
Опубліковано: 15.08.2002
Автори: Грабовий Валерій Михайлович, Волков Геннадій Васильович, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: сплаву, розплаву, обробки, свинцевого, спосіб
Формула / Реферат:
Спосіб обробки розплаву свинцевого сплаву, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем при заданому числі імпульсів, який відрізняється тим, що до початку електрогідроімпульсної дії розплав свинцевого сплаву перегрівають до температури 800-1200 °С та вводять у нього кальциновану соду у кількості 2,5-3 % від...
Спосіб обробки розплаву металу
Номер патенту: 34621
Опубліковано: 15.03.2001
Автори: Волков Генадій Васильович, Цуркін Володимир Миколайович, Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: металу, обробки, розплаву, спосіб
Формула / Реферат:
1. Спосіб обробки розплаву металу, який містить позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами, та зануреним у розплав хвилеводним стержнем, який не витрачається, при модулюванні параметрів дії, який відрізняється тим, що додатково виконують електрогідроімпульсну дію від електророзрядної камери з зануреним у розплав хвилеводним стержнем, який витрачається.2....
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Цуркін Володимир Миколайович, Арнаутов Олександр Савельович, Тимошенко Георгій Павлович, Риндін Микола Георгіевич, Грабовий Валерій Михайлович, Боева Антоніна Анатольівна
МПК: B22D 27/08
Мітки: обробки, розплаву, спосіб, металу
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Спосіб обробки розплаву металу при неперервному литті заготовок
Номер патенту: 40053
Опубліковано: 16.07.2001
Автори: Ващиленко Василь Іванович, Цуркін Володимир Миколайович, Різун Анатолій Романович, Грабовий Валерій Михайлович, Лепіхов Леонід Сергійович, Ісаєв Олег Борисович
МПК: B22D 11/114
Мітки: неперервному, обробки, розплаву, заготовок, металу, литті, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу при неперервному литті заготовок, який включає подачу металу до кристалізатора прямокутного поперечного перерізу, надання металевій стрічці необхідної траєкторії руху та введення до розплаву холодильників у вигляді металевої стрічки під визначеним кутом щодо вертикальної осі кристалізатора та його широкої сторони, який відрізняється тим, що усередину розплаву через стрічку вводять електрогідравлічні ударні...
Спосіб обробки газом розплаву металу
Номер патенту: 34510
Опубліковано: 15.03.2001
Автори: Зазулін Микола Єгорович, Живченко Володимир Семенович, Олійник Юрій Володимирович
МПК: B22D 41/50, B22D 41/02
Мітки: металу, розплаву, спосіб, газом, обробки
Текст:
...зопроникнiстю при виконаннi умов: 1. Змiна розмiрiв пузирчикiв вiд 1–4 мм до 5– 8 мм. Розмiри пузирчикiв зумовленi необхiднiстю одночасного ви конання рафi нування розплаву метала за допомогою пузирчикiв дiаметром 1–4 мм, та гомогенiзацiї розплаву метала, що провадять пузирчиками дiаметром 5–8 мм. Зменшення дiаметру пузирчикiв менше 1 мм недоцiльне, оскiльки швидкостi їхн ього пiдйому в об'ємi розплаву метала будуть дуже низькими, рафi нуюча...
Попередній патент: Спосіб діагностики оклюзії артерій нижньої кінцівки
Наступний патент: Спосіб виготовлення медичної вати
Випадковий патент: Спосіб контролю якості препаратів ібупрофену на основі гліцерину титриметричним методом