Спосіб обробки газом розплаву металу
Номер патенту: 34510
Опубліковано: 15.03.2001
Автори: Зазулін Микола Єгорович, Живченко Володимир Семенович, Олійник Юрій Володимирович
Текст
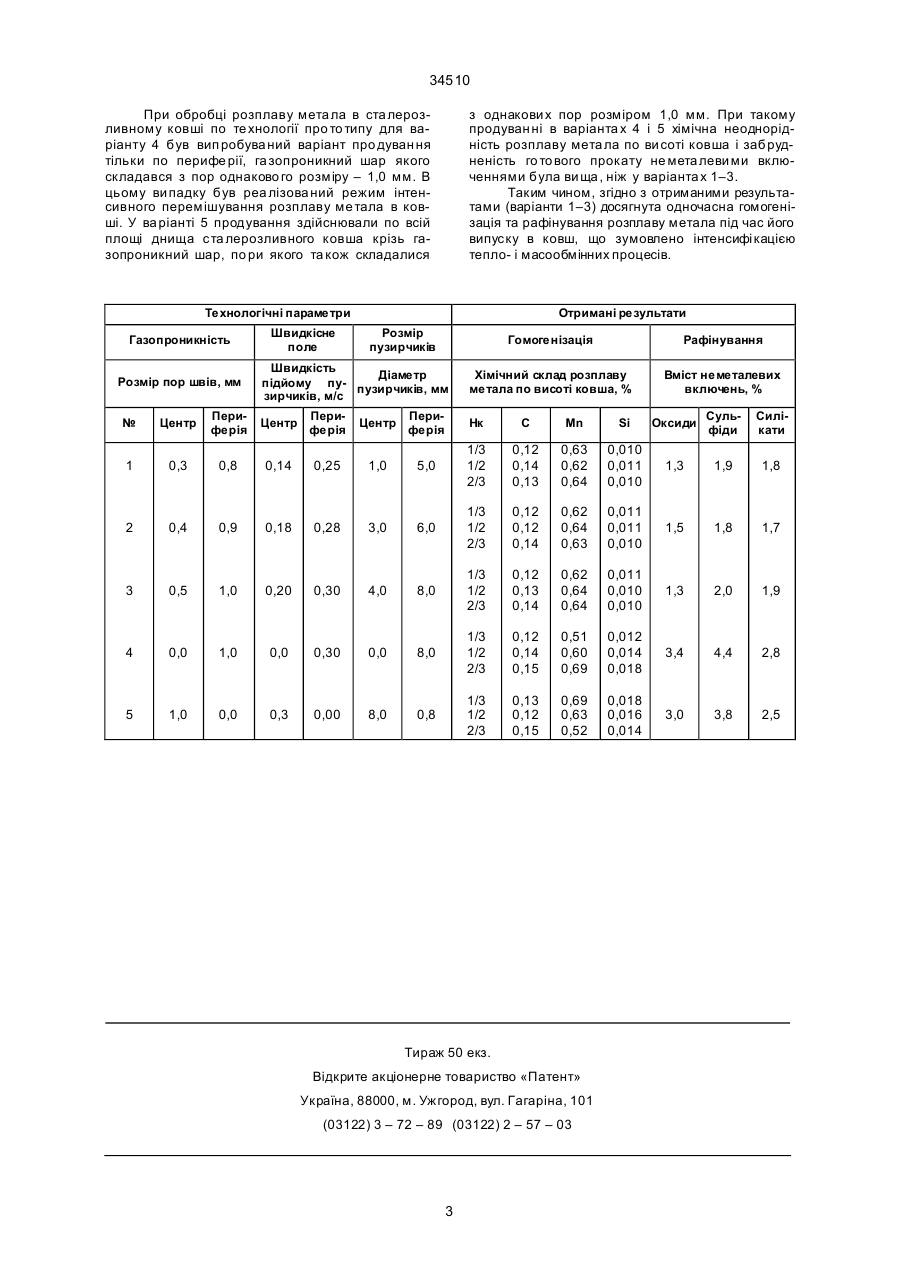
Спосiб обробки газом розплаву мета лу, який включає послiдовне продування газу крiзь газорозподiльний i газопроникний шари та подальше подавання газу в об'єм розплаву металу в п узирковому режимi, який вiдрiзняється тим, що продування крiзь газопроникний шар ведуть при змiннiй газопроникностi, а подавання газу в об'єм розплаву металу в п узирково му режимi ведуть при змiнному швидкiсному полi розплаву металу i зi змiною розмiру пузирчикiв вiд 1–4 мм до 5–8 мм. Ю (13) 34510 (11) UA рiї – низхiднi. В цьому ви падку можна отримати або максимальну циркуляцiю потокiв, або повну їхню вiдсутнiсть. При цьому не вiдбувається рафi нування, тому що за рахунок конвективних потокiв всi неметалевi включення iз-за високої швидкостi руху знову потрапляють у розплав. Якщо продування по всiй площi – немає гомогенiзацiї, тому що буде вiдсутня рiзниця густини розплаву метала. При продуваннi, наприклад чавуну, якщо газовi потоки розподiляються лише по перифе рiї ковша, то обробляється менш 1/20 об'єму металу. Крiм того, мiцнi циркуляцiйнi потоки призводять до вибрискування з ковша. Пiдвищен ня тиску для забезпечення бiльш рiвномiрного продування i збiльшення об'єму обробляємого металу переводить пузирковий режим продування металу в струмiнний, при цьому уздовж бортiв ковша спостерiгається iнтенсифiкацiя бурлiння i вибрискування, а ефективнiсть тепло- i масообмiну рiзко знижується. Дегазацiя зростає зi зменшенням розмiру п узирчика, оскiльки зростає питома площа подiлу газ-метал i практично виключається можливiсть гомогенiзацiї металу. Дрiбнi пузирчики сприяють також iнтенсифi кацiї процесу рафiнування мета лу вiд неметалевих вк лючень за рахунок їхньої високої флотацiйної здатностi. Однак подальше зменшення дiаметру пузирчикiв знижує процес тепло- i масообмiну. Великi пузирчики забезпечують активну цир куляцiю газу, але при великiй його витрати. При спливаннi пузирчик вiбрує, фло тацiйна здатнiсть його зменшуєть ся, неметалевi включення залишаються в об'ємi розплаву метала, процес рафi нування погiршується. При змiнi конфiгурацiї днища ковша, наприклад вiд плоского до сферичного, змiнюється i фероста тичний тиск металу. Продування в цьому (19) Винахiд вiдноситься до галузi металур гiї i може бути використаний для обробки газом розплаву мета ла. З вi домих способiв найбiльш близьким по технiчнiй сутi i результату, що досягається, є спосiб продування газом розплаву мета ла, що реалiзується ковшем для продування газом розплаву метала, який включає послiдовне продування крiзь газорозподiльний шар i газопроникний шар днища ковша постiйної газопроникностi та подальше гомогенне подавання газу в об'єм розплаву метала в пузирковому режимi подвiйним пiдведенням крiзь патрубки, що забезпечує продування в трьох режимах: по перифе рiї, крiзь середину, крiзь всю площу ковша [А.с.СРСР № 827262, кл. B 22 D 41/02, опубл. 07.05.81]. Проте вiдомий спосiб не дозволяє досягнути очiкуваного те хнiчного результату, а саме: Неможливiсть забезпечення одночасної гомогенiзацiї та рафiнування розплаву металла, тому що швидкiсть пiдйому пузирчикiв постiйна, газовi потоки розподiляються рiвномiрно i з однаковою швидкiстю. Продування йде строго регламентовано: тобто, або гомогенiзацiя при продуваннi по перифе рiї або крiзь середину, або рафi нування – продування по всiй площi. При постiйному розмiрi пор розмiр газових п узирчикiв постiйний, при цьому швидкiсть пiдйому пузирчикiв також постiйна. Регулювати час перебування пузирчикiв у розплавi неможливо, що викликане постiйним швидкiсним полем, зумовленим постiйною швидкiстю газових пузирчикiв. При продуваннi по перифе рiї циркуляцiйнi потоки мета лу над продувальною частиною висхiднi, а по центру – низхiднi. При продуваннi крiзь середину: по центру – висхiднi, а по перифе C2 ______________________________ 34510 випадку стає ви борчим вiдносно площi ковша. Це призводить до того, що при пiдвищен нi тиску при продуваннi крiзь всю площу вiдбувається перехiд у струмiнний режим, ефективнiсть використання газу рiзко падає. На поверхнi металу вiдбувається розрив шлакового покриття, що призводить до вторинного окислення, охолоджування металу i затягування шлаку в глибину ванни, тобто призводить до забруднення мета лу частками шлаку. При цьому рiвень металу по периферiї пiдвищується, що призводить до вибрискування, трапляється рiзкий розмив вогнетривiв. При циркуляцiйних потоках дзеркало металу ого ляється вiд шла кового шару, що призводить до зниження температури розплаву та ви соких тепловтрат. В струмiнному режимi рiзко знижується також i реакцiйна поверхня газового потоку. В основу винаходу поставлено задачу вдосконалення способу обробки газом розплаву метала, в якому за рахунок змiни технологiчних операцiй забезпечуєть ся iнтенсифiкацiя тепло- i масообмiнних процесiв, що дозволяє досягнути одночасної гомогенiзацiї та рафiнування розплаву метала. Поставлена задача вирiшуєть ся тим, що в способi обробки газом розплаву метала, який включає послiдовне продування газу крiзь газорозподiльний i газопроникний шари та подальше подавання газу в об'єм розплаву метала в пузирковому режимi, згiдно з винахо дом продування крiзь газопроникний шар ведуть при перемiннiй газопроникностi, а подавання газу в об'єм розплаву метала в пузирковому режимi ведуть при перемiнному швидкiсному полi розплаву метала i зi змiною розмiру пузирчикiв вiд 1–4 мм до 5–8 мм. В способi знайдений меха нiзм управлiння процесами гомогенiзацiї та рафi нування розплаву метала пiд час його випуску в ковш, що дозволяє провадити їх водночас. При збереженнi постiйного тиску газу уп равлiння iнтенсифi кацiєю процесiв рафi нування та гомогенiзацiї металу реалiзується змiною вiдповiдним чином спiввiдношення площ iз рiзною пористiстю та га зопроникнiстю при виконаннi умов: 1. Змiна розмiрiв пузирчикiв вiд 1–4 мм до 5– 8 мм. Розмiри пузирчикiв зумовленi необхiднiстю одночасного ви конання рафi нування розплаву метала за допомогою пузирчикiв дiаметром 1–4 мм, та гомогенiзацiї розплаву метала, що провадять пузирчиками дiаметром 5–8 мм. Зменшення дiаметру пузирчикiв менше 1 мм недоцiльне, оскiльки швидкостi їхн ього пiдйому в об'ємi розплаву метала будуть дуже низькими, рафi нуюча здатнiсть невеликою iз-за локального об'єму обробляємого металу. Збiльшення дiаметру пузирчикiв бiльше 8 мм також недоцiльне, тому що в цьому ви падку буде вiдбуватися їхнє злиття в струменi на раннiй стадiї пiдйому в об'ємi розплаву мета ла, що може призвести до виприскування металу з ковша. 2. Створення крупно- та дрiбнодисперсних зон у га зопроникному шарi. 3. Органiзацiя дифе ренцiйова ного швидкiсного поля руху га зорiдинних потокiв за рахунок змiни розмiрiв пузирчикiв, змiнної газопроникностi. В способi обробки газом розплаву метала, сумiщенi процеси рафiнування мета левого розплаву та його гомогенiзацiї. При цьому створенi умови для проходження цих дво х процесiв, тобто в газопроникному ша рi є пори малих розмiрiв, над якими утворяться дрiбнi пузирчики газу, i пори бiльш великих розмiрiв, над якими утворяться крупнi пузирчики. Наявнiсть пор рiзного розмiру в одному га зопроникному шарi забезпечує отримання нового гiдродинамiчного ефекту, а саме, створення в об'ємi ковша водночас iснуючих рiзних швидкiсних полiв руху розплаву метала, що дозволяє iнтенсифi кувати тепло- i масообмiннi процеси в об'ємi розплаву метала в ковшi i призвело до пiдвищення якiсних характеристик мета лу по усе редненню хiмiчного складу та зниженню забрудненостi неметалевими включеннями. Спосiб обробки газом розплаву метала здiйснюють слiдуючим чином. Продування розплаву метала в ста лерозливному ковшi провадили при виробництвi вуглецевої сталi з вмiстом С – 0,12–0,25%, Mn – 0,40– 0,65%, Si – 0,10–0,20%. При випуску розплаву метала з конвертера в 140-тонний сталерозливний ковш, обладнаний шиберним затвором i штуцером для пiдведення газу пiд кладку днища ковша крiзь газорозподiльний шар, вчиняли продування розплаву мета ла аргоном тиском 5 атм. Газопроникний шар кладки ковша, що знахо диться в безпосередньому контактi з газорозподiльним шаром, виконаний iз змiною дiаметру пор пористих швiв кладки. Це забезпечило перемiнну газопроникнiсть, утворення в об'ємi розплаву метала над поверхнею днища ковша газових п узирчикiв рiзних розмiрiв, що мають рiзну швидкiсть пiдйому. Це призвело до створення в об'ємi розплаву метала перемiнних швидкiсних полiв руху розплаву i забезпечило сумiщення процесiв рафi нування i гомогенiзацiї розплаву метала за рахунок iнтенсифiкацiї тепло- i масообмiнних процесiв. Технологiчнi параметри та отриманi результати обробки газом розплаву металу на веденi в таблицi (варiанти 1–3). В таблицi (варiанти 4–5) наведенi результати обробки газом розплаву метала такого ж хiмiчного складу по технологiї прототипу. У ва рiантi 4 продування здiйснювали по перифе рiї газопроникного шару днища сталерозливного ковша, а в варiантi 5 – крiзь всю площу га зопроникного шару днища ковша аргоном тиском 5 атм. Газопроникний шар днища сталерозливного ковша згiдно з прототипом мiстив пори однакового розмiру – 1,0 мм по всiй площi. З даних, наведених в таблицi, видно, що розмiри пор газопроникного шару в ва рiанта х 1–3 змiнювалися вiд 0,3–0,5 мм в центральнiй частинi (дрiбнодисперсна зона) днища ковша до 0,8–1,0 мм у перифе рiйнiй частинi (крупнодисперсна зона). Вiдповiдно змiнювався i дiаметр пузирчикiв над цими зонами – вiд 1,0–4,0 мм до 5,0–8,0 мм. При цьому змiнювалися i швидкiснi поля руху розплаву метала в об'ємi ковша, що характеризуються рiзними швидкостями пiдйому пузирчикiв – вiд 0,14–0,20 м/с для дрiбних пузирчикiв до 0,25–0,30 м/с для крупних пузирчикiв. Отриманi результати обробки газом розплаву мета ла в ковшi свiдчать про його однорiднiсть по висотi ковша (проби вiдбирали по наповненню 1/2, 2/3 ковша й по закiнченню випуску) i низький вмiст неметалевих включень, для визначення яких вiдбирали зразки вiд готового прокату. 2 34510 При обробцi розплаву мета ла в ста лерозливному ковшi по те хнологiї про то типу для варiанту 4 був вип робува ний варiант про дуван ня тiльки по перифе рiї, га зопроникний шар якого складався з пор однаково го розмiру – 1,0 мм. В цьому ви падку був реа лiзова ний режим iнтенсивного перемiшування розплаву ме тала в ковшi. У ва рiантi 5 продування здiйснювали по всiй площi днища ста лерозливного ковша крiзь газопроникний шар, по ри якого та кож складалися з однакови х пор розмiром 1,0 мм. При такому продуван нi в варiанта х 4 i 5 хiмiчна неоднорiднiсть розплаву мета ла по ви сотi ковша i заб рудненiсть го то вого прокату не мета леви ми включеннями була ви ща , нiж у варiанта х 1–3. Таким чином, згiдно з отриманими результатами (варiанти 1–3) досягнута одночасна гомогенiзацiя та рафiнування розплаву метала пiд час його випуску в ковш, що зумовлено iнтенсифi кацiєю тепло- i масообмiнних процесiв. Технологічні параметри Газопроникність Розмір пор швів, мм Швидкісне поле Отримані результати Розмір пузирчиків Гомогенізація Швидкість Діаметр підйому пу- пузирчиків, мм зирчиків, м/с Рафінування Хімічний склад розплаву метала по висоті ковша, % Вміст неметалевих включень, % № Центр Периферія Центр Периферія Центр Периферія Нк С Mn Si Оксиди Сульфіди Силікати 1 0,3 0,8 0,14 0,25 1,0 5,0 1/3 1/2 2/3 0,12 0,14 0,13 0,63 0,62 0,64 0,010 0,011 0,010 1,3 1,9 1,8 2 0,4 0,9 0,18 0,28 3,0 6,0 1/3 1/2 2/3 0,12 0,12 0,14 0,62 0,64 0,63 0,011 0,011 0,010 1,5 1,8 1,7 3 0,5 1,0 0,20 0,30 4,0 8,0 1/3 1/2 2/3 0,12 0,13 0,14 0,62 0,64 0,64 0,011 0,010 0,010 1,3 2,0 1,9 4 0,0 1,0 0,0 0,30 0,0 8,0 1/3 1/2 2/3 0,12 0,14 0,15 0,51 0,60 0,69 0,012 0,014 0,018 3,4 4,4 2,8 5 1,0 0,0 0,3 0,00 8,0 0,8 1/3 1/2 2/3 0,13 0,12 0,15 0,69 0,63 0,52 0,018 0,016 0,014 3,0 3,8 2,5 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing by gas of metal melt
Автори англійськоюZhyvchenko Volodymyr Semenovych, Oliinyk Yurii Volodymyrovych, Zazulin Mykola Yehorovych
Назва патенту російськоюСпособ обработки газом расплава металла
Автори російськоюЖивченко Владимир Семенович, Олийнык Юрий Владимирович, Зазулин Николай Егорович
МПК / Мітки
МПК: B22D 41/02, B22D 41/50
Мітки: газом, розплаву, металу, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/3-34510-sposib-obrobki-gazom-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки газом розплаву металу</a>
Пристрій для продування розплаву металу газом через стінку металургічної ємкості з розплавом
Номер патенту: 11083
Опубліковано: 25.12.1996
Автори: Ентоні Троуер, Джон Річард Джелсторп
Мітки: металу, стінку, металургічної, розплаву, продування, газом, пристрій, ємкості, розплавом
Формула / Реферат:
(57) 1. Устройство для продувки расплава металла газом через стенку металлургической емкости с расплавом, содержащее огнеупорный блок с каналами для пропускания газа, размещенные на выходе каналов огнеупорные газовыводные пористые или перфорированные пробки, монтажную плиту, средства подачи газа, размещенные с наружной стороны монтаж ной плиты, выполненные в виде трубопровода и двух примыкающих друг к другу полых втулок, установленных с...
Спосіб обробки розплаву металу
Номер патенту: 34621
Опубліковано: 15.03.2001
Автори: Цуркін Володимир Миколайович, Волков Генадій Васильович, Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: спосіб, обробки, розплаву, металу
Формула / Реферат:
1. Спосіб обробки розплаву металу, який містить позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами, та зануреним у розплав хвилеводним стержнем, який не витрачається, при модулюванні параметрів дії, який відрізняється тим, що додатково виконують електрогідроімпульсну дію від електророзрядної камери з зануреним у розплав хвилеводним стержнем, який витрачається.2....
Прилад для обробки потоку розплаву металу чи рідкого сплаву на основі алюмінія чи магнія
Номер патенту: 5552
Опубліковано: 28.12.1994
Автори: Жан-Марі Істер, Тьєррі Ле Скул, Серж Мере
МПК: C22B 9/05
Мітки: металу, алюмінія, сплаву, рідкого, основі, розплаву, обробки, магнія, потоку, прилад
Формула / Реферат:
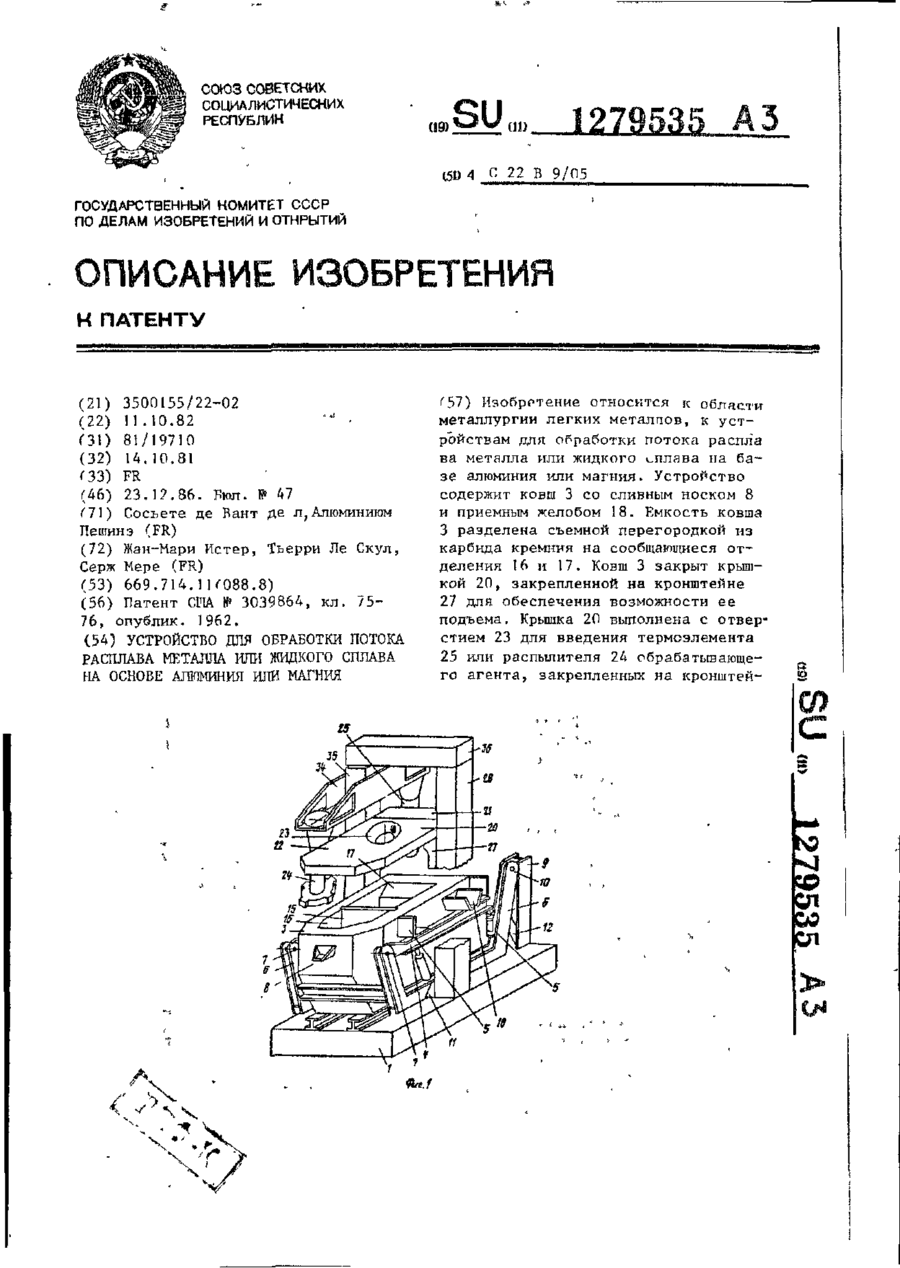
1.Устройство для обработки потока расплава металла или жидкого сплава на основе алюминия или магния, содержащее ковш с металлическим кожухом и огнеупорной футеровкой, перегородкой, разделяющей ковш на два сообщающихся между собой отделения, одно из которых выполнено с желобом для подачи жидкого металла, а другое - с выпускным носком с осью, совпадающей с осью ковша, средство для нагрева жидкого металла, распылитель обрабатывающего агента и...
Спосіб продувки металу в ковші нейтральним газом
Номер патенту: 2460
Опубліковано: 26.12.1994
Автори: Войтюк Костянтин Васильович, Учитель Лев Михайлович, Соловйов Сергій Олександрович, Бродський Сергій Сергійович, Зражевський Олександр Данилович, Корнєєв Олексій Іванович, Сахно Валерій Олександрович, Довгий Володимир Володимирович, Багрій Олександр Іванович, Носоченко Олег Васильович, Борисов Юрій Миколайович, Шибко Олександр Васильович, Іванов Євгеній Анатолійович, Нємченко Олександр Іванович, Охотський Віктор Борисович, Чічов Костянтин Юрійович
МПК: C21C 7/072
Мітки: металу, нейтральним, спосіб, продувки, газом, ковші
Формула / Реферат:
Способ продувки металла в ковше нейтральным газом, включающий погружение в расплав футерованной фурмы, подачу газа и перемещение фурмы в металле путем изменения угла ее наклона к вертикали, отличающийся тем, что фурму дополнительно перемещают в поперечном направлении в плоскости изменения угла наклона фурмы в пределах области, ограниченной окружностью с центром на оси ковша и диаметром, составляющим 0,7-0,8 максимального диаметра ковша по...
Установка для безперервного відливання стрічки металу ( варіанти), електромагнітний пристрій для запобігання витіканню розплаву металу і спосіб запобігання за допомогою магніту витіканню розплавленого металу
Номер патенту: 27804
Опубліковано: 16.10.2000
Автор: Гербер Ховард
МПК: B22D 11/06, B22D 27/02
Мітки: електромагнітний, варіанти, запобігання, магніту, металу, відливання, спосіб, витіканню, розплавленого, стрічки, розплаву, пристрій, установка, допомогою, безперервного
Текст:
...пластин между ребрами; Фиг. 13 - разрез по линии 13-13 на фиг. 12; Фиг. 14 - разрез по линии 14-14 на фиг. 12; Фиг. 15 - вид в перспективе другого варианта устройства, используемого в другом варианте установки; Фиг. 16 - вид сверху с частичным разрезом другого варианта установки с устройством, показанный на фиг. 15; Фиг. 17 - разрез по линии 17-17 на фиг. 15 с непоказанной задней частью катушки; Фиг. 18 - увеличенный вид участка фиг 16....
Попередній патент: Спосіб визначення швидкості розповсюдження акустичних коливань і пристрій для його здійснення
Наступний патент: Композиція для модифікації деревини
Випадковий патент: Варена ковбаса "студентська"