Литий двошаровий борошномельний валець
Номер патенту: 48512
Опубліковано: 17.01.2005
Автори: Морозовський Всеволод Віталієвич, Костенко Георгій Дмитрович, Каричковський Петро Микитович, Поляк Володимир Миколайович
Формула / Реферат
1. Литий двошаровий борошномельний валець, який містить двошарову порожню бочку з робочим та внутрішнім шарами, дві опорні цапфи та свинцеві вставки на його торцевих поверхнях, який відрізняється тим, що співвідношення товщин робочого та внутрішнього шарів встановлені в межах 1/1,45-1/1,95 та 1/3,1-1/4,1.
2. Литий двошаровий борошномельний валець за п. 1, який відрізняється тим, що на його торцевих поверхнях розташовані отвори з свинцевими вставками, причому при встановленому співвідношенні товщин робочого та внутрішнього шарів отвори виконані тільки у внутрішньому шарі на сталій відстані від перехідної зони розподілу шарів.
Текст
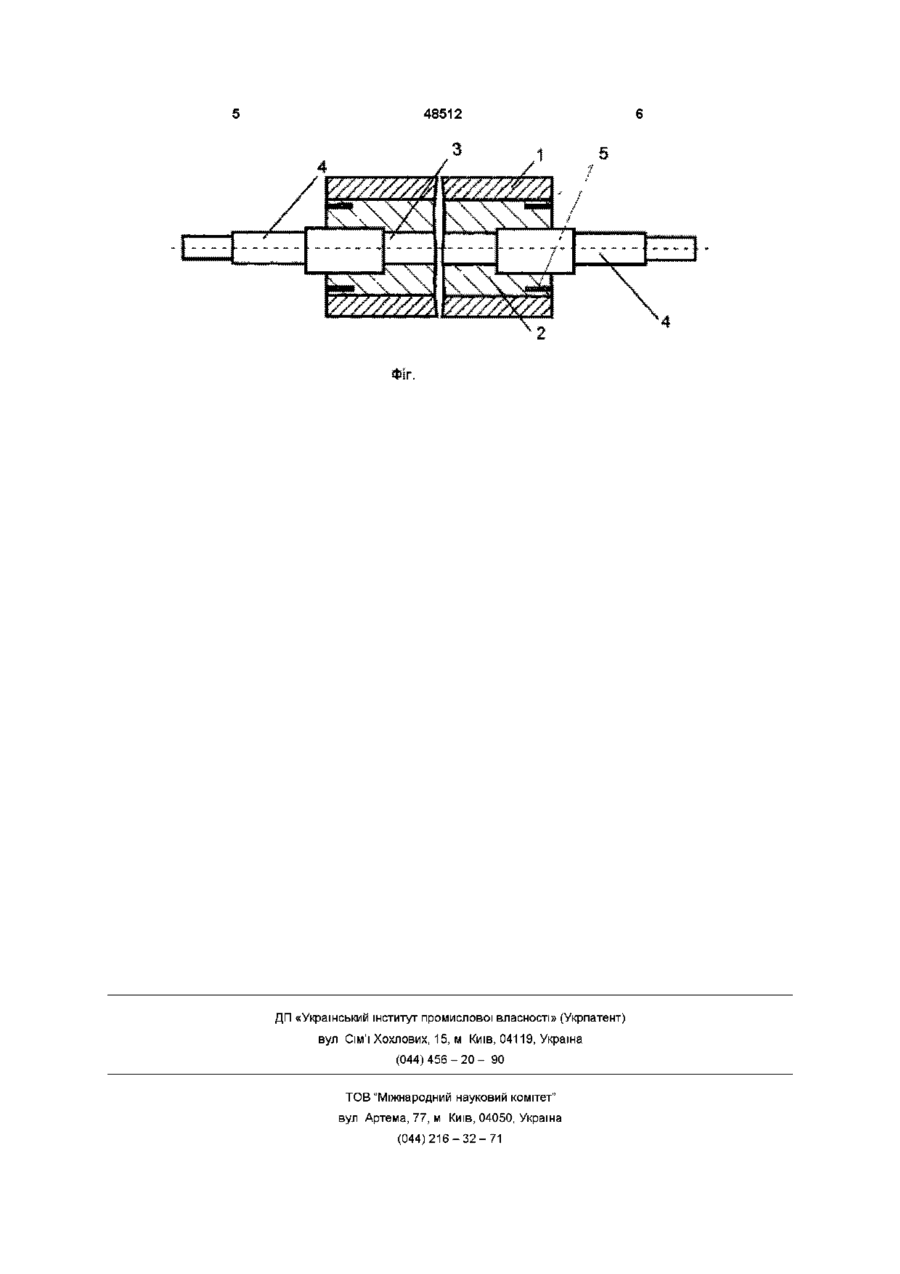
1 Литий двошаровий борошномельний валець, який містить двошарову порожню бочку з робочим та внутрішнім шарами, дві опорні цапфи та свинцеві вставки на його торцевих поверхнях, який відрізняється тим, що співвідношення товщин робочого та внутрішнього шарів встановлені в межах 1/1,45-1/1,95 та 1/3,1 -1/4,1 2 Литий двошаровий борошномельний валець за п 1, який відрізняється тим, що на його торцевих поверхнях розташовані отвори з свинцевими вставками, причому при запропонованому і встановленому співвідношенні товщин робочого та внутрішнього шарів отвори виконані тільки у внутрішньому шарі на сталій відстані від перехідної зони розподілу шарів Винахід відноситься до області металурги, ливарного виробництва, зокрема, відцентрового лиття двошарових вальців Відомий спосіб відцентрового лиття прокатних валків, патент України № 1737, B22D13/00, що включає в себе послідовну заливку розплаву зовнішнього і внутрішнього шарів в металеву форму, що обертається, і подачу розрахункової КІЛЬКОСТІ легуючого металу у розплав З метою підвищення якості валків та спрощення процесу лиття подають трьохкальцієвий борат фракцією 0,2 - 0,5мм, причому 70 - 75% його вводять перед початком заливки, а залишок вводять на струмінь металу, що заливають через 25 - 30с від початку заливки і за ЗО - 60с до закінчення заливки металу зовнішнього шару Швидкість обертання металевої форми збільшують в 1,8 - 2,0 рази Недоліком цього способу є те, що він не має належного легуючого впливу на формування якісної мікроструктури виливків У деталей, що виготовлені з таких виливків, була відсутня однорідна структура, по межах розподілу зерен розвивались корозійні явища, що суттєво знижувало строк їх експлуатації Відомий також спосіб відцентрового лиття прокатних валків патент України №1640 B22D13/02, що включає заливку рідкого металу в ливарну форму, швидкість обертання якої відповідає значенням гравітаційного коефіцієнту 60 - 150, з метою покращання якості литих валків за раху нок зменшення руйнації ливарної форми струменем рідкого металу Заливка металу виконувалась в дві стадії На першій стадії рідкий метал заливають при обертанні ливарної форми із швидкістю 0,14 від значення гравітаційного коефіцієнту при формоутворенні робочого шару валка до повного заповнення рідким металом ливарної форми нижньої шийки валка, після чого на другій стадії виконують заливку залишків металу в нерухому ливарну форму Недоліком цього способу є нерівномірність структури і наявність залишкових напруг в робочому шарі виливка, які призводять до тріщин, сколів при механічній обробці та подальшій експлуатації вальців Найбільш близьким по технічній сутності до запропонованого винаходу є патент України № 1697 B22D19/00, B22D13/00, B22D25/00 Двошаровий борошномельний валок, який містить двошарову порожню бочку з робочим та внутрішнім шарами і співвідношенням товщини робочого шару до зовнішнього діаметру бочки рівним 1/8 -1/10, і цапфами, який відрізняється тим, що з метою покращання його якості та експлуатаційних властивостей, співвідношення товщини робочого шару до внутрішнього складає 1/2-1/3 Недоліком цього винаходу є те, що валки із запропонованим співвідношенням товщин робочого та внутрішнього шарів мають такі дефекти структури сплаву робочого шару нерівномірність структури робочого шару з на ю 00 48512 явністю плямистої твердості по всій поверхні бочки валка, сколи та тріщини зовнішнього шару при нарізанні рифлівта при експлуатації валка, наявність вібраційних навантажень внаслідок дисбалансу вальця, що обертається при експлуатації, які скорочують ДОВГОВІЧНІСТЬ підшипникових вузлів та інших важливих робочих частин вальцьового верстата В основу винаходу поставлено задачу одержати литий двошаровий борошномельний валець, в якому шляхом оптимізацм співвідношення товщин робочого та внутрішнього шарів виливка вальця в залежності від типорозміру рифлів та функціонального призначення вальця в експлуатації, досягнення керованої швидкості заливки робочого та внутрішнього шарів виливка, значного зменшення вібраційних навантажень шляхом усунення дисбалансу вальця, що обертається, забезпечується одержання рівномірної безплямистої структури робочого шару по всій поверхні виливка вальця, одержання чіткої рівномірної стовбчастої структури по всій товщині робочого шару виливка вальця без наявності неметалевих та газових включень, зменшення рівня залишкових напруг у робочому шарі виливка і випадків утворення сколів та тріщин при нарізанні рифлів та подальшій експлуатації вальця, покращання оброблюваності, одержання необхідних МІЦНІСТНИХ та механічних характеристик виливка, підвищення ДОВГОВІЧНОСТІ ПІДШИПНИКОВИХ вузлів та інших важливих робочих частин вальцьового верстата Поставлена задача вирішується тим, що в литому двошаровому борошномельному вальці, який містить двошарову порожню бочку з робочим та внутрішнім шарами, дві опорні цапфи та свинцеві вставки на його торцевих поверхнях, згідно з винаходом, співвідношення товщин робочого та внутрішнього шарів встановлені в межах 1/1,45 1/1,95 та 1/3,1 -4,1 Крім того, на його торцевих поверхнях розташовані отвори із свинцевими вставками, причому, при запропонованому і встановленому співвідношенні товщин робочого та внутрішнього шарів отвори виконані тільки у внутрішньому шарі на сталій відстані від перехідної зони розподілу шарів Запропонований до винаходу литий двошаровий борошномельний валець, в подальшому "валець", схематично показаний на кресленні (розріз по головній центральній осі) Валець являє собою двошарову порожню циліндричну бочку із запресованими з двох сторін опорними цапфами і складається з робочого шару (1), внутрішнього шару (2), осьової порожнини (3), двох цапф (4), свинцевих вставок (5), які зачеканюються при динамічному балансуванні вальця Робочий шар одержаний із твердого зносостійкого легованого чавуну Після чорнової механічної обробки робочого шару та чистового шліфування на циліндричній поверхні бочки вальця вздовж осі по гвинтовій лінії нарізаються робочі зубці (рифлі) висотою від 0,15мм до 0,85мм в залежності від функціонального призначення вальця Для одержання борошна вищого гатунку шліфована поверхня бочки вальця обробляється спеціальною сумішшю абразивного матеріалу з допомогою стисненого повітря Одержана циліндрична жорстка робоча поверхня вальця має технічний термін "матована поверхня" При експлуатації вальця робоча поверхня під дією продукту, що розмелюють, витримує ЦИКЛІЧНІ, знакоперемінні, ударні навантаження, поступово за рахунок електрохімічної корозії та абразивного зношування стає непридатною для використання за своїм функціональним призначенням Зношена робоча поверхня вальця піддається механічній обробці, шліфуванню та нарізанню нових рифлів, або одержанню нової "матованої" поверхні Цей процес повторюють декілька разів в залежності від твердості, товщини та рівномірності безплямистої стовбчастої структури робочої поверхні вальця Після механічної обробки проводять динамічне балансування зібраного вальця на спеціальному балансувальному стенді В заздалегідь підготовлені отвори, що завжди знаходяться на торцових поверхнях "м'якого" внутрішнього шару "зачеканюють" свинцеві вставки масою, необхідною для усунення дисбалансу вальця Таким чином, запропонований до винаходу литий двошаровий борошномельний валець, на відміну від прототипу, має такі головні характерні суттєві ознаки у бочки вальця, призначеної для нарізання рифлів співвідношення товщин робочого шару до товщини внутрішнього шару забезпечуються в межах 1/1,45-1/1,95, а у бочки вальця, що призначена для одержання "матованої" поверхні співвідношення товщини робочого шару до товщини внутрішнього шару забезпечуються в межах 1/3,1 1/4,1, на торцевих поверхнях бочки вальця виконані отвори з свинцевими вставками для усунення дисбалансу вальця Запропонований до винаходу литий двошаровий борошномельний валець має переваги перед прототипом зменшення браку в 1,8 - 2,4 рази у зв'язку з одержанням рівномірної безплямистої твердості по всій робочій поверхні вальця, збільшення МІЦНІСТНИХ механічних та антифрикційних характеристик вальців на 12 - 15% у зв'язку з одержанням рівномірної стовбчастої структури по всій товщині робочого шару виливка вальця без наявності неметалевих та газових включень, покращання їх оброблюваності, зменшення на 20 - 25% витрат дорогих легуючих матеріалів і скорочення питомих витрат електроенергії на один виливок на 10 -15%, підвищення надійності та ДОВГОВІЧНОСТІ вальцьових верстатів в 1,7 - 1,9 рази із-за зменшення рівня залишкових напруг у робочому шарі виливка і випадків утворення сколів та тріщин при нарізанні рифлівта подальшій експлуатації вальця 48512 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюCast two-layer flour milling roller
Автори англійськоюKostenko Heorhii Dmytrovych, Karychkovskyi Petro Mykytovych, Morozovskyi Vsevolod Vitaliievych
Назва патенту російськоюЛитой двухслойный мукомольный валец
Автори російськоюКостенко Георгий Дмитриевич, Каричковский Петр Никитович, Морозовский Всеволод Витальевич
МПК / Мітки
МПК: B22D 19/00, B02C 4/30
Мітки: валець, литий, борошномельний, двошаровий
Код посилання
<a href="https://ua.patents.su/3-48512-litijj-dvosharovijj-boroshnomelnijj-valec.html" target="_blank" rel="follow" title="База патентів України">Литий двошаровий борошномельний валець</a>
Двошаровий борошномельний валок

Номер патенту: 1697
Опубліковано: 25.10.1994
Автори: Вовк Світлана Борисівна, Вороніна Валентина Олександрівна, Свистунов Ігор Олександрович, Будаг'янц Микола Абрамович, Малихін Геннадій Дмитрович, Сирота Олександр Олексійович
МПК: B22D 25/00, B22D 13/00, B22D 19/00
Мітки: валок, двошаровий, борошномельний
Формула / Реферат:
Двухслойный мукомольный валок, содержащий двухслойную полую бочку с рабочим и внутренним слоями и с соотношением толщины рабочего слоя к наружному диаметру бочки, равным 1/8—1/10, ицапфы.отличающийсятем, что, с целью улучшения его качества и эксплуатационных свойств, отношение толщины рабочего слоя валка к внутреннему составляет 1/2—1/3.
Борошномельний валок

Номер патенту: 42991
Опубліковано: 15.11.2001
Автор: Ванкевич Петро Іванович
Мітки: валок, борошномельний
Формула / Реферат:
Борошномельний валок, що містить порожнинну робочу бочку з нарізними отворами на торцях, дві цапфи з фланцями і наскрізними отворами, співвісними із нарізними отворами на торцях робочої бочки, причому принаймні в одній із цапф виконано центральний наскрізний отвір і додаткові похилі отвори, який відрізняється тим, що на торцях робочої бочки нанесено виточки, а фланці цапф виконані з буртами, співрозмірними до виточок на робочій бочці.
Валець вібраційного дорожнього котка
Номер патенту: 1699
Опубліковано: 17.03.2003
Автори: Шутман Марат Іосіфавіч, Канашеускі Ляксандр Георгіевіч, Халопік Дзмітрий Мікалаявіч
МПК: E02D 3/074, B06B 1/10, E01C 19/22
Мітки: валець, дорожнього, вібраційного, котка
Формула / Реферат:
Валець вібраційного дорожнього котка, що має дебалансний вібратор, який складається з корпусу вібратора, вала вібратора та дебаланса, який відрізняється тим, що дебаланс вібратора виконано цілісним з порожнистим корпусом, заповненим металевим баластом розміром 3-6 мм.
Верстат вальцьовий борошномельний
Номер патенту: 50628
Опубліковано: 15.10.2002
Автори: Заварзін Валерій Ілліч, Белявцев Микола Іванович, Борисенко Віктор Григорович, Павленко Віктор Сергійович
Мітки: вальцьовий, борошномельний, верстат
Формула / Реферат:
Верстат вальцьовий борошномельний, що містить станину, пристрої для подачі вихідного продукту, знімні блоки молольних вальців, кожний з яких включає повільнообертові і швидкообертові вальці з міжвальцьовою передачею і механізмом відвалу-привалу, регулювання робочого зазору і паралельності вальців, приводу вальців, який відрізняється тим, що кожний блок молольних вальців установлений на жорсткій суцільнометалевій П-подібній рамі з посадочними...
Кулачковий валець підбирача коренеплодів
Номер патенту: 48236
Опубліковано: 15.08.2002
Автори: Саенко Анатолій Васильович, Бондаренко Андрій Леонідович, Березовий Микола Георгійович, Булгаков Володимир Михайлович, Смолінський Станіслав Вікторович, Орехівський Володимир Данилович, Подоляка Роман Володимирович, Войтюк Дмитро Григорович, Зиков Павло Юрійович
МПК: A01D 25/04, A01D 17/06
Мітки: валець, кулачковий, підбирача, коренеплодів
Формула / Реферат:
Кулачковий валець підбирача коренеплодів, який має профільні дволопатеві кулачки, що встановлені на привідному валу, який відрізняється тим, що поверхня лопатей направлена дугоподібною кривою догори, кінець якої закінчується пальцевою решіткою, поперечний профіль якої виконано у вигляді сегмента, зворотна сторона решітки повернута в напрямку руху, причому непарні кулачки встановлені на привідному валу в площині, яка нахилена до площини...
Попередній патент: Спосіб зберігаючої цистектомії при лікуванні одонтогенних радикулярних кіст щелеп з видаленням хворого зуба
Наступний патент: Візок пасажирського вагона
Випадковий патент: Спосіб калориметричного аналізу органічного матеріалу