Спосіб термічної обробки сталі
Номер патенту: 48647
Опубліковано: 25.03.2010
Автори: Іващенко Вікторія Юріївна, Чейлях Олександр Петрович
Формула / Реферат
1. Спосіб термічної обробки сталі, що включає циклічний нагрів в печі з ізотермічною витримкою в кожному циклі і охолодження, який відрізняється тим, що здійснюють трицикловий нагрів в печі із збільшенням максимальної температури нагріву в кожному наступному циклі в порівнянні з попереднім від АС1+(20...40)°С - в першому циклі, АС3+(20...40)°С - в другому, АС3+(70...80)°С - в третьому з ізотермічною витримкою при максимальній температурі в кожному циклі і подальше охолодження між циклами до температур 250...400 °С на повітрі.
2. Спосіб термічної обробки за п. 1, який відрізняється тим, що нагрів здійснюється переважно із швидкістю 80...120 °С/год.
3. Спосіб термічної обробки за п. 1, який відрізняється тим, що ізотермічну витримку здійснюють з розрахунку 0,7-1,0 хв./мм перерізу.
Текст
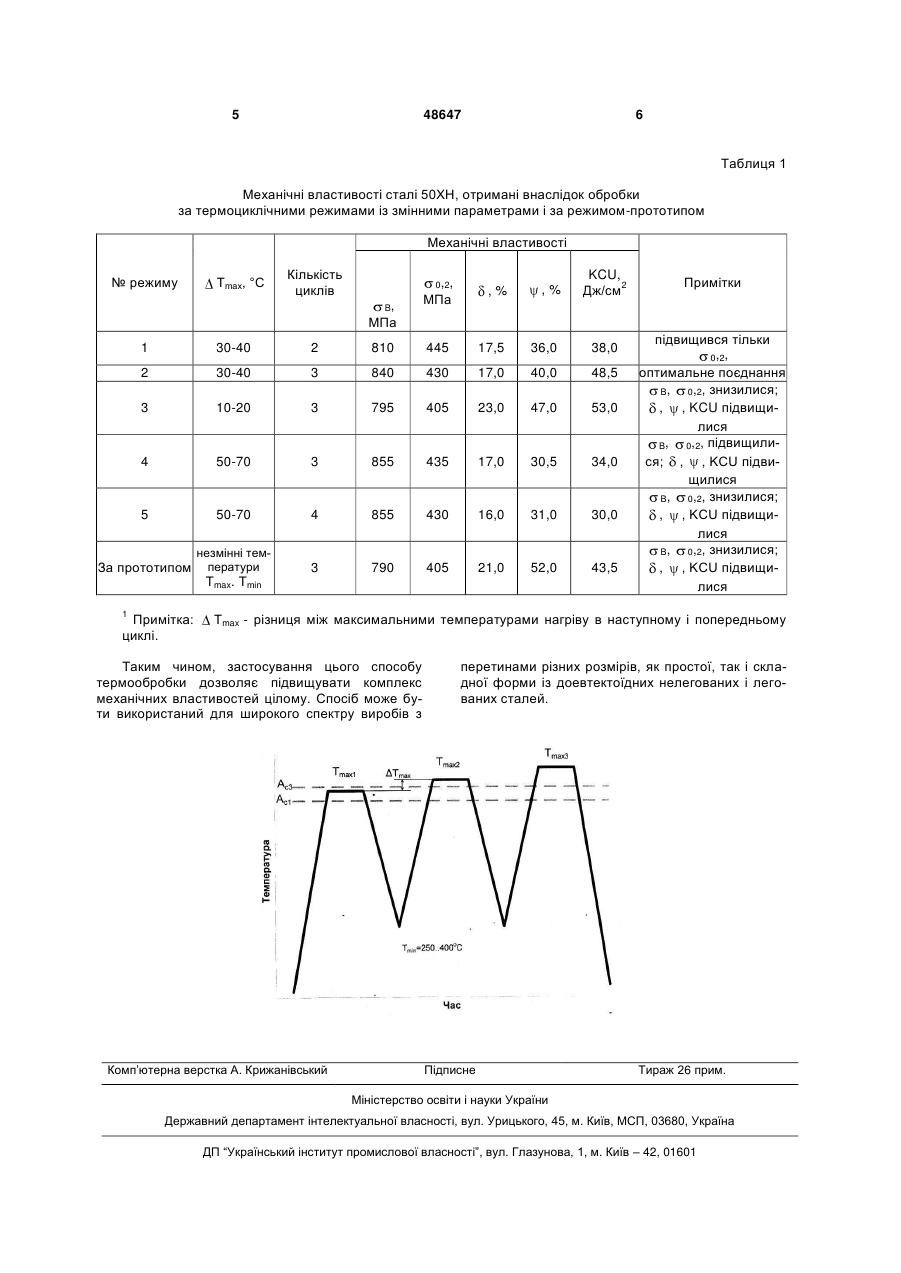
УКРАЇНА (19) UA (11) 48647 (13) U (51) МПК (2009) C21D 1/78 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ видається під відповідальність власника патенту ОПИС ДО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ (54) СПОСІБ ТЕРМІЧНОЇ ОБРОБКИ СТАЛІ 1 2 (13) 48647 (11) що передує наступному нагріву, тільки в останньому циклі охолоджування здійснюється в масло. [Кидин И.Н., Астафьева Е.В., Акопов Е.С. Циклическая электротермическая обработка стали 40Х с переменными параметрами // Изв. вузов. Черная металлургия, 1971.-№7. -С. 138-141]. * Спосіб в порівнянні із звичайним гартом і низьким відпуском дозволяє підвищити межу міцності на 80-170МПа і відносне звуження на 10%. Після циклічної обробки додатково необхідно провести низький відпуск 150…200 С, що збільшує час обробки і вимагає додаткових витрат теплової енергії. Після цих операцій утворюється структура відпущеного мартенситу, яка не має високої ударної в'язкості. Спосіб може застосовуватися тільки до виробів невеликого перетину простої циліндрової форми (дріт, прутки, осі і т.п.), якщо ж обробити за допомогою такої обробки виріб великого перетину або виріб з діаметром, що змінюється вздовж довжини (наприклад, вал), то неминуче виникнуть термічні напруження, в результаті яких відбудеться викривлення або поломка. За прототип прийнято спосіб, який є найближчим за технологічними параметрами і суттю фазових перетворень, що oтримав назву циклічного сфероідізуючого відпалу. Режим включає декілька циклів „нагрів-охолодження". В кожному циклі використовується нагрів в печі до температури 750…780 С, витримка при цій температурі, охоло UA Корисна модель відноситься до металургійного виробництва чорних металів, а саме - до способу термічної обробки сталей. Відомий спосіб термообробки сталей, що включає триразовий прискорений нагрів в печі до температури на 30...50 С вище температури АС1, охолодження на повітрі до температур 600.. 620 С і подальше охолоджування у воді [Федюкин В.К., Смагоринский М.Е. Термоциклическая обработка металлов и деталей машин. - Л.: Машиностроение. Ленингр. отд-ние, 1989. -255 с]. Спосіб забезпечує хорошу здатність до обробки різними операціями різання за рахунок утворення гомогенного зернистого перліту з мінімальною твердістю і міцністю. Проте режим застосовується тільки до заевтектоїдних сталей, в структурі яких присутня достатня об'ємна частка частинок карбідів, і використовується як підготовча операція до гарту с наступним низьким відпуском. Відомий режим циклічної електротермічної обробки із змінними параметрами, що включає триразовий нагрів, який здійснюється пропусканням змінного електричного струму через виріб. В кожному наступному циклі швидкість нагріву і верхні температури циклів підвищується: v1=50мС/с, v2=200 C/c, v3=450 С/с, Т2=30 С, Т3=60 С, охолоджування в кожному циклі ведеться на повітрі до температур нижчих Аr1, при нижніх температурах в циклах виконується ізотермічна витримка, U кожному наступному циклі в порівнянні з попереднім від АС1+(20...40)°С - в першому циклі, АС3+(20...40)°С - в другому, АС3+(70...80)°С - в третьому з ізотермічною витримкою при максимальній температурі в кожному циклі і подальше охолодження між циклами до температур 250...400 °С на повітрі. 2. Спосіб термічної обробки за п. 1, який відрізняється тим, що нагрів здійснюється переважно із швидкістю 80...120 °С/год. 3. Спосіб термічної обробки за п. 1, який відрізняється тим, що ізотермічну витримку здійснюють з розрахунку 0,7-1,0 хв./мм перерізу. (19) (21) u200910677 (22) 22.10.2009 (24) 25.03.2010 (46) 25.03.2010, Бюл.№ 6, 2010 р. (72) ІВАЩЕНКО ВІКТОРІЯ ЮРІЇВНА, ЧЕЙЛЯХ ОЛЕКСАНДР ПЕТРОВИЧ (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (57) 1. Спосіб термічної обробки сталі, що включає циклічний нагрів в печі з ізотермічною витримкою в кожному циклі і охолодження, який відрізняється тим, що здійснюють трицикловий нагрів в печі із збільшенням максимальної температури нагріву в 3 дження із швидкістю 20…50 С/год. до температури 670…680 С, витримка при цій температурі. В останньому циклі охолоджування, починаючи з 550…600 С можна проводити на повітрі [Смирнов М.А., Счастливцев В.М., Журавлев Л.Г. Основы термической обработки стали. - М.: Наука и технологии, 2002 г.- 519 с]. Спосіб забезпечує хорошу здатність до обробки різанням за рахунок зниження твердості, міцності, підвищення характеристик пластичності унаслідок перетворення пластинчастої форми карбідів у сфероїдну. Проте такий режим не дозволяє регулювати об'ємну частку сфероїдних включень в структурі, а також робить неможливим їх одночасну присутність в структурі з частинками пластинчастої форми, а як наслідок, за допомогою сфероідізуючого відпалу неможливо підвищувати комплекс механічних властивостей в цілому. В основу корисної моделі поставлена задача розробки способу термічної обробки сталей, в якому за рахунок зміни режиму обробки здійснюється одночасне підвищення характеристик міцності, пластичності та ударної в'язкості у виробах з різними розмірами і формою перетину. Для вирішення поставленої задачі в способі термічної обробки сталі, що включає циклічний нагрів в печі з ізотермічною витримкою в кожному циклі і охолоджуванням, відповідно до корисної моделі, здійснюють трьохцикловий нагрів в печі із збільшенням максимальної температури нагріву в кожному наступному циклі в порівнянні з попереднім від АC1+(20…40)°С - в першому циклі, АC3+(20…40) С - в другому, АC3+(70…80) С - в третьому з ізотермічною витримкою при максимальній температурі в кожному циклі і подальшим охолодженням між циклами до температур 250…400 С - на повітрі. При цьому нагрів в кожному циклі здійснюється із швидкістю 80…120 С/год, а ізотермічну витримку здійснюють із розрахунку 0,7..1,0мін/мм перетину. У першому циклі використовується нагрів у міжкритичний інтервал температур, який приводить до перетворення перліту в аустеніт із збереженням деякої частки початкового фериту. В наслідок міжфазних деформацій між феритом і аустенітом відбувається генерація дефектів кристалічної будови, які через невелику тривалість витримки при максимальних температурах нагріву зберігаються в структурі, а при нагріві вище температури АC3 в другому циклі - успадковуються аустенітом. Під час останнього - третього циклу нагрів також здійснюється в -область з істотним перегрівом відносно АC3 з метою гомогенізації аустеніту, повної перекристалізації і створення рівномірної зернистої структури. Така послідовність зміни температур 48647 4 нагріву в циклах режиму призводить до формування розвинутої субструктури, подрібненню зерна, часткової сфероідізації карбідів. Температура охолоджування між циклами з одного боку не повинна бути нижчою 250 С, щоб не викликати термічне напруження, здатне привести до розтріскування, з другого боку - не повинна бути вищою 400 С, щоб реалізувати перетворення аустеніту в перліт і забезпечити фазовий перехід по глибині перетину. Різниця між максимальною температурою нагріву і мінімальною температурою охолодження, що збільшується від циклу до циклу, необхідна для забезпечення більшого ступеня переохолодження при перетворенні і отримання більш дисперсного евтектоїду, чим в попередніх циклах. Використовування вказаних швидкостей нагріву дозволяє застосовувати спосіб термічної обробки до виробів з перетинами різних розмірів без ризику виникнення руйнівних термічних напружень. Спосіб проілюстрований графіком режиму термоциклічної обробки із змінними температурами Тmах, що приведено на фігурі. Іспити запропонованого способу проведені у лабораторії кафедри матеріалознавства Приазовського державного технічного університету. Приклад 1. Зразки із сталі 50ХН термоциклували за наступним режимом: перший цикл включав нагрів у МКІ (міжкритичний інтервал) до температури 740 С, витримку 15 хвилин і охолодження на повітрі до 250 С; другий цикл включав нагрів до 790 С, витримку 15 хвилин і охолодження на повітрі до 250 С; останній цикл включав нагрів до температури 820 С, витримку 15 хвилин і охолодження на повітрі до t КІМН. Було отримано структуру – 8% фериту, 83% пластинчатого перліту, 9% зернистого перліту. Механічні випробування показали наступні показники механічних властивостей: 0,2=430МПа, B=840 МПа, 2 =40%, =17%, КСU=48,0Дж/см . Приклад 2. Зразки із сталі 60ХН термоциклували за режимом, що включав три термоцикли: 1-й цикл - нагрів у МКІ до температури 740 С, витримку 15хв. і охолодження на повітрі до 250 С; 2-й цикл - нагрів до температури 780 С, витримку 15хв. і охолодження на повітрі до 250 С; 3-й цикл нагрів вище температури АСЗ до температури 810 С, витримку 15хв. і охолодження на повітрі до tKІMH. Металографічні дослідження показали, що структура складається із 5% фериту, 81% пластинчастого перліту, 14% зернистого перліту. Завдяки такої структури отримано наступні показники механічних властивостей: 0,2=415МПа, 2 =870МПа, =37%, =14%, KCU=44,5 Дж/см . B 5 48647 6 Таблиця 1 Механічні властивості сталі 50ХН, отримані внаслідок обробки за термоциклічними режимами із змінними параметрами і за режимом-прототипом Механічні властивості № режиму Тmах, °С Кількість циклів 0 ,2 , B, МПа МПа ,% ,% KCU, 2 Дж/см 1 30-40 2 810 445 17,5 36,0 38,0 2 30-40 3 840 430 17,0 40,0 48,5 3 10-20 3 795 405 23,0 47,0 53,0 4 50-70 3 855 435 17,0 30,5 34,0 5 50-70 4 855 430 16,0 31,0 30,0 За прототипом незмінні температури 3 790 405 21,0 52,0 43,5 Tmax. Tmіn 1 Примітка: циклі. Примітки підвищився тільки 0 ,2 , оптимальне поєднання B, 0,2, знизилися; , , KCU підвищилися B, 0,2, підвищилися; , , KCU підвищилися B, 0,2, знизилися; , , KCU підвищилися B, 0,2, знизилися; , , KCU підвищилися Тmax - різниця між максимальними температурами нагріву в наступному і попередньому Таким чином, застосування цього способу термообробки дозволяє підвищувати комплекс механічних властивостей цілому. Спосіб може бути використаний для широкого спектру виробів з Комп’ютерна верстка А. Крижанівський перетинами різних розмірів, як простої, так і складної форми із доевтектоїдних нелегованих і легованих сталей. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steel heat treatment
Автори англійськоюIvaschenko Viktoriia Yuriivna, Cheiliakh Oleksandr Petrovych
Назва патенту російськоюСпособ термической обработки стали
Автори російськоюИващенко Виктория Юрьевна, Чейлях Александр Петрович
МПК / Мітки
МПК: C21D 1/78
Мітки: спосіб, обробки, сталі, термічної
Код посилання
<a href="https://ua.patents.su/3-48647-sposib-termichno-obrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки сталі</a>
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: спосіб, термічної, сталі, обробки
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки сталі
Номер патенту: 76659
Опубліковано: 15.08.2006
Автори: Лопатько Костянтин Георгійович, Опальчук Андрій Савович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Зазимко Оксана Володимирівна
Мітки: обробки, сталі, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення попереднього термоциклювання перед гартуванням, який відрізняється тим, що термоциклювання проводять триразовим нагрівом сталі відповідно до температур 350, 550, 750°С з охолодженням у воді після кожного циклу, а після цього здійснюють нагрів до температури вище точки Ас1, на 30-50°С з наступним охолодженням на повітрі, а потім виконують гартування з нагрівом до температури вище точки Ас3...
Спосіб термічної обробки сталі
Номер патенту: 76658
Опубліковано: 15.08.2006
Автори: Опальчук Андрій Савович, Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: сталі, термічної, спосіб, обробки
Формула / Реферат:
Спосіб термічної обробки сталі, що включає термоциклювання, гартування і відпуск, який відрізняється тим, що термоциклювання проводять триразовим нагрівом сталі відповідно до температур 250, 450, 650°С з охолодженням у воді після кожного циклу, а в подальшому здійснюють нагрів до температури вище точки Ас3 на 30-50°С з наступним охолодженням на повітрі, а потім виконують гартування з нагрівом до температури вище точки Ас3 на 30-50°С і відпуск...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 1/18, C21D 9/36
Мітки: термічної, сталі, обробки, куль, молольних, спосіб
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки балонів високого тиску з легованої конструкційної сталі
Номер патенту: 8582
Опубліковано: 15.08.2005
Автори: Сергєєв Віктор Володимирович, Іванов Анатолій Іванович, Юр'єв Михайло Павлович, Соломадіна Єлизавета Андріївна, Жарко Валентин Пантелеймонович, Янковський Володимир Михайлович, Літвінський Яків Ісакович, Мельник Віктор Григорович
МПК: C21D 9/08
Мітки: тиску, спосіб, високого, сталі, балонів, термічної, конструкційної, обробки, легованої
Формула / Реферат:
Спосіб термічної обробки балонів з легованої конструкційної сталі, що включає нагрів балонів під загартування, загартування шляхом охолодження у воді і подальший відпуск при температурі 500-600°С з витримкою 60-90 хв., який відрізняється тим, що нагрів під загартування здійснюють до температури Тн, залежної від температури верхньої критичної точки Ас3 сталі, з якої виготовляють балон, від вмісту в ній вуглецю, марганцю, хрому, молібдену, яку...
Попередній патент: Пристрій для дистанційного виявлення металевих предметів
Наступний патент: Причіп трелювальний з механізмом самогальмування
Випадковий патент: Вітрина демонстраційна