Штамп для висадки головок довгомірних болтів

Формула / Реферат
Штамп для висадки головок довгомірних болтів, що містить верхню плиту з пуансоном і нижню плиту з матрицею, виконаною з центральним робочим отвором і розташованою в стакані, з'єднаному з поворотною планкою з можливістю поперечного зміщення стакана з матрицею з-під пуансона за межі контуру верхньої плити штампа в плані, і засіб для виштовхування з матриці відштампованого болта, який відрізняється тим, що стакан і матриця спряжені циліндричними поверхнями і встановлені наскрізь через нижню плиту штампа і стіл преса в горизонтальних напрямних нижньої плити штампа з можливістю зворотно-поступального переміщення в картері, змонтованому в суміщених наскрізних пазах нижньої плити штампа і стола преса, а з нижнього торця матриці в її робочий отвір введений штовхач, спряжений зі скошеною поверхнею клина, нерухомо встановленого на дні картера.
Текст
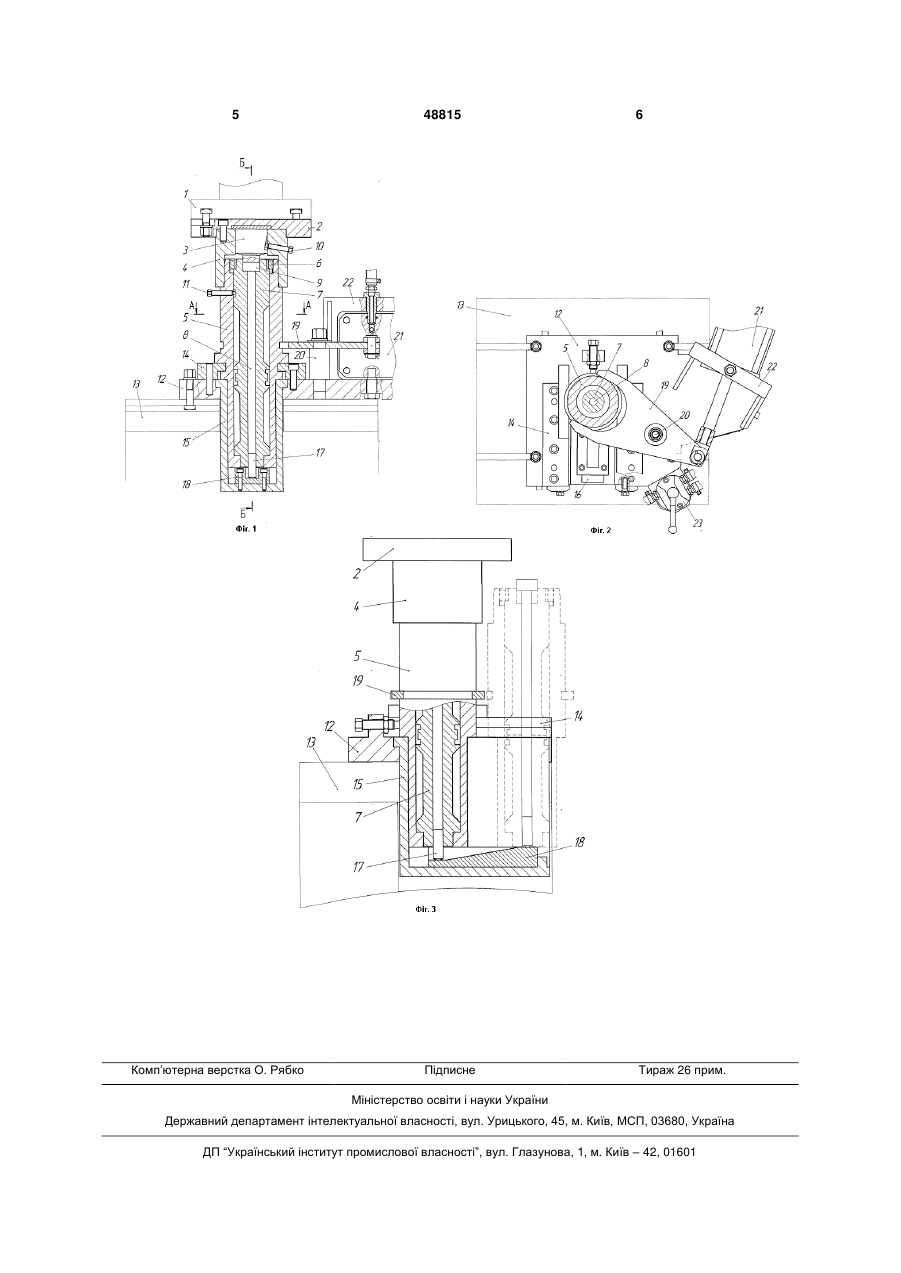
Штамп для висадки головок довгомірних болтів, що містить верхню плиту з пуансоном і нижню плиту з матрицею, виконаною з центральним робочим отвором і розташованою в стакані, з'єднаному з поворотною планкою з можливістю поперечного зміщення стакана з матрицею з-під пуансона за межі контуру верхньої плити штампа в плані, і 3 мінні від прототипа суттєві ознаки, а саме – стакан і матриця спряжені циліндричними поверхнями і встановлені наскрізь через нижню плиту штампа і стіл преса в горизонтальних напрямних нижньої плити штампа з можливістю зворотнопоступального переміщення в картері, змонтованому в суміщених наскрізних пазах нижньої плити штампа і стола преса, а з нижнього торця матриці в її робочий отвір введений штовхач, спряжений зі скошеною поверхнею клина, нерухомо встановленого на дні картера. Мірну заготовку болта вставляють в поперечно зміщену- з під пуансона матрицю в стакані і поворотною планкою при піднятому повзуні преса переміщують уздовж напрямних стакан з матрицею до упору під пуансон, при цьому штовхач в робочому отворі матриці опускається по скосу клина вниз разом з заготовкою болта. Ходом вниз повзуна преса висаджують головку болта пуансоном в матриці. Піднімають повзун преса з пуансоном і зворотним ходом поворотної планки виводять матрицю з під пуансона, при цьому штовхач в робочому отворі матриці, що слідує по скосу клина догори, піднімає заготовку болта з висадженою головкою над верхнім торцем матриці в просторі за межами контура повзуна, що уможливлює подальше витягування з матриці довгомірного болта, наприклад, кліщами захопленням за головку болта. Надалі цикли повторюють. Розташування робочого отвору матриці наскрізь через нижню плиту штампа і стіл преса дозволяє збільшити довжину болта до максимального розміру – від основи преса до рівня піднятого повзуна його, а жорстка без гумових буферів конструкція штампувальної пари дозволяє гарячу висадку головки болта великого діаметру. Отже, нова сукупність суттєвих ознак, в порівнянні з прототипом, забезпечує збільшення поздовжніх і діаметральних розмірів болтів у відповідності з технічним завданням корисної моделі. Суть технічного рішення пояснюється кресленнями, де: на Фіг.1 зображений загальний вид штампа в осьовому розрізі; на Фіг.2 – розріз за стрілкою А-А Фіг.1; на Фіг.3 – розріз за стрілкою Б-Б Фіг.1. До повзуна 1 преса (Фіг.1) приєднана верхня плита 2 штампа з пуансоном 3 в центрувальній обоймі 4, котра нерухомо з'єднана з верхньою плитою 2 і в зімкнутому стані штампа може охоплювати верхню частину стакана 5. В циліндричній 48815 4 порожнині стакана 5 зафіксована гайкою 6 циліндрична матриця 7, виконана з центральним робочим отвором 8 з верхнім формувальним гніздом 9, адекватним наконечнику пуансона 3. Для шестигранної форми головки болта позиції 3 і 7 зафіксовані від осьового обертання гвинтами 10 і 11. Стакан 5 з матрицею 7 пропущені наскрізь через нижню плиту 12 штампа і стіл 13 преса з можливістю поперечного зміщення матриці 7 з під пуансона 3 за межі контуру верхньої плити 2 і повзуна 1 в плані, для чого стакан 5 встановлений в горизонтальних напрямних 14 нижньої плити 12 з можливістю зворотно-поступального переміщення в картері 15, змонтованому в суміщених наскрізних пазах 16 (Фіг. 2) виконаних в нижній плиті 12 і в столі 13. З нижнього торця матриці 7 (Фіг.1 і 3) в її робочий отвір 8 введений штовхач 17, спряжений зі скошеною поверхнею клина 18 (Фіг.3), нерухомо закріпленого на дні картера 15. Для переміщення в напрямних 14 стакан 5 охоплений вилкою поворотної планки 19, змонтованої на нижній плиті 12 з можливістю обертання навколо осі 20 (Фіг.2) під дією на протилежний від вилки кінець поворотної планки штока пневмоциліндра 21, шарнірно закріпленого в рамці 22 і під'єднаного до джерела стиснутого повітря через кран 23. Мірну заготовку болта вставляють в поперечно зміщену з під пуансона 3 матрицю 7 в стакані 5 і при піднятому повзуні 1 преса поворотною планкою 19 переміщують стакан 5 по напрямних 14 до упору під пуансон 3, при цьому штовхач 17 в робочому отворі 8 матриці 7 опускається по скосу клина 18 вниз разом з заготовкою болта. Ходом вниз повзуна 1 висаджують головку бота наконечником пуансона 3 в формувальному гнізді 9 матриці 7. Піднімають повзун з пуансоном 3 і зворотним ходом поворотної планки 19 виводять матрицю 7 з під пуансона 3, при цьому штовхач 17 в робочому отворі 8 матриці слідує по скосу клина 19 догори і піднімає заготовку болта з висадженою головкою над верхнім торцем матриці 7 в просторі за межами контура верхньої плити 2 і повзуна 1, що уможливлює подальше витягування з матриці 7 відштампованого довгомірного болта, наприклад, кліщами з захопленням за головку болта. Надалі . цикли повторюють. Габарити болта зумовлені довжиною і діаметром робочого отвору 8 матриці 7. Для великих габаритів болта біля місця висадки розташована установка СВЧ для нагріву верхнього кінця заготовки довгомірного болта. 5 Комп’ютерна верстка О. Рябко 48815 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for heading long bolts
Автори англійськоюNurzhynskyi Boryslav Bohdanovych
Назва патенту російськоюШтамп для высадки головок длинномерных болтов
Автори російськоюНуржинский Борислав Богданович
МПК / Мітки
МПК: B21K 1/00
Мітки: довгомірних, висадки, головок, штамп, болтів
Код посилання
<a href="https://ua.patents.su/3-48815-shtamp-dlya-visadki-golovok-dovgomirnikh-boltiv.html" target="_blank" rel="follow" title="База патентів України">Штамп для висадки головок довгомірних болтів</a>
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором
Номер патенту: 37360
Опубліковано: 15.05.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B21D 24/00
Мітки: видавлювання, гідравлічним, компенсатором, штамп, холодного, вбудованим
Формула / Реферат:
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором, що складається з пуансона, який за допомогою пуансонотримача жорстко закріплено в верхній плиті штампа втулки пуансонотримача, в якій закріплено пуансон, фіксуючої гайки, опори пуансона, напрямних втулок, які запресовано в нижню плиту, напрямних колонок, які закріплено в верхній плиті, який відрізняється тим, що містить закріплену в порожнині нижньої плити, яку...
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B30B 15/00
Мітки: холодного, матриці, видавлювання, направленням, штамп, пуансона, беззазорним
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B21D 22/00
Мітки: холодного, штамп, видавлювання, зворотного
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Штамп для гарячого штампування порошкових заготовок
Номер патенту: 25067
Опубліковано: 25.07.2007
Автори: Грабчак Олексій Кирилович, Куровський Валентин Якович, Штерн Михайло Борисович, Сердюк Геннадій Георгійович, Баглюк Геннадій Анатолійович
Мітки: штампування, штамп, порошкових, заготовок, гарячого
Формула / Реферат:
Штамп для гарячого штампування порошкових заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, який відрізняється тим, що між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій...
Штамп для гарячого штампування порошкових деталей
Номер патенту: 27374
Опубліковано: 25.10.2007
Автори: Білошицький Микола Володимирович, Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Кузьменко Олена Михайлівна
МПК: B22F 3/14
Мітки: деталей, гарячого, штампування, порошкових, штамп
Формула / Реферат:
Штамп для гарячого штампування порошкових деталей, що містить матрицю, нижній та верхній пуансони, причому останній має робочу сферичну поверхню, центральний стержень, верхню та нижню плити, виштовхувальну систему зі штовхачами та пружинами, який відрізняється тим, що верхній пуансон виконано суцільним.
Попередній патент: Спосіб покращення механічних властивостей сталей у газовому середовищі водню високого тиску
Наступний патент: Спосіб компримування газу
Випадковий патент: Пристрій для вимірювання вологості