Штамп для гарячого штампування порошкових заготовок
Номер патенту: 25067
Опубліковано: 25.07.2007
Автори: Сердюк Геннадій Георгійович, Баглюк Геннадій Анатолійович, Штерн Михайло Борисович, Куровський Валентин Якович, Грабчак Олексій Кирилович

Формула / Реферат
Штамп для гарячого штампування порошкових заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, який відрізняється тим, що між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій поверхні матриці виконана облойна канавка, а розміри поперечного перерізу основного пуансона ![]() співвідносяться із відповідними розмірами порожнини матриці
співвідносяться із відповідними розмірами порожнини матриці ![]() та облойної канавки
та облойної канавки ![]() як
як ![]() <
<![]() <
<![]() .
.
Текст
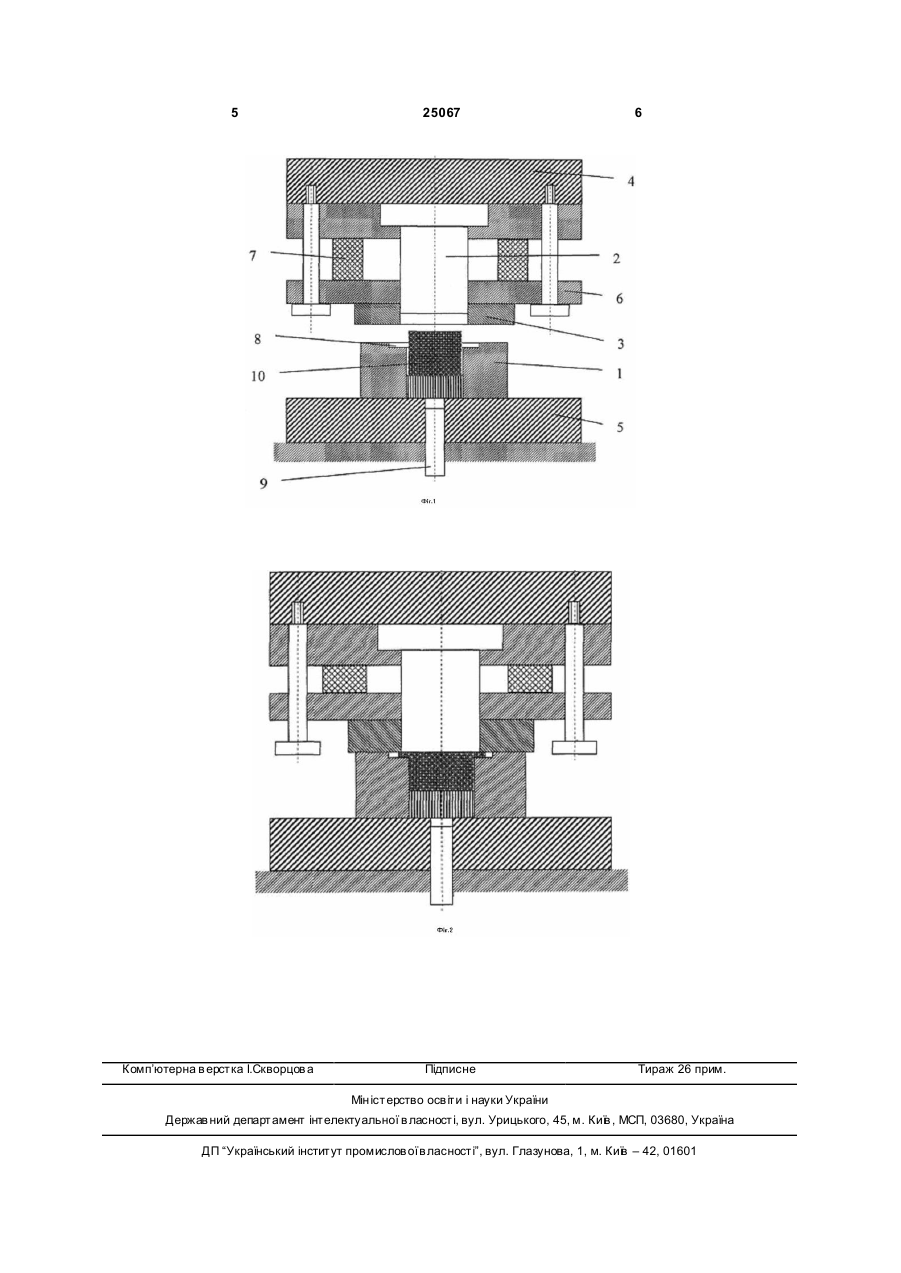
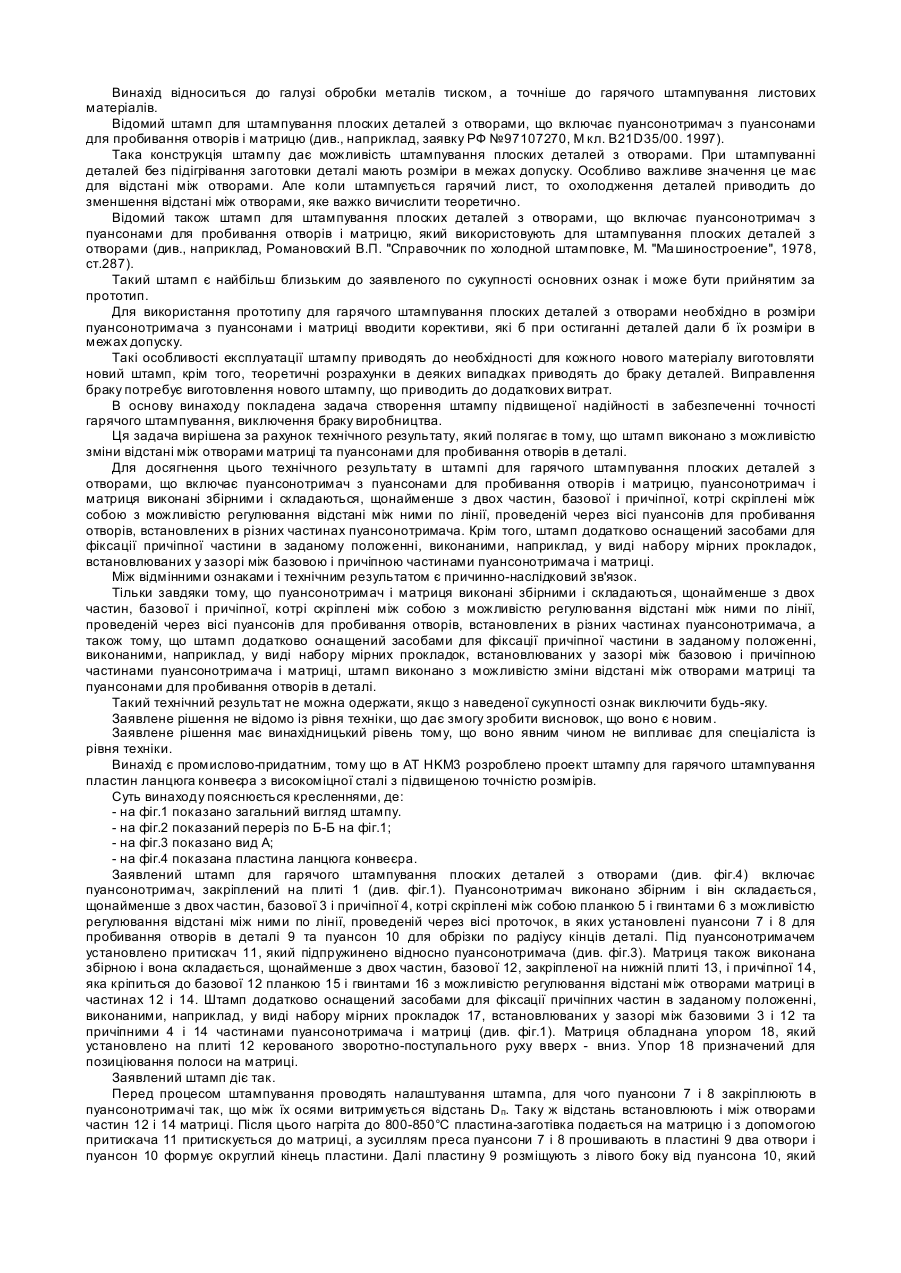
Штамп для гарячого штампування порошкових заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, який відрізняється тим, що між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій поверхні матриці виконана облойна канавка, а розміри поперечного перерізу основного пуансона Dп співвідносяться Корисна модель стосується порошкової металургії і може бути використана для одержання деталей конструкційного призначення із пористих заготовок з металевого порошку з використанням технології гарячого штампування. Відомий штамп для гарячого штампування пористих заготовок, який містить матрицю, що жорстко встановлена на нижню плиту, верхній пуансон, закріплений на верхній плиті, яка кріпиться до повзуна преса, та нижній контрпуансон - виштовхувач [а. c. СРСР №969460, Б.И., 1982, №40]. Недоліком відомої конструкції є те, що в разі перевищення маси пористої заготовки у порівнянні з розрахунковою масою при штампуванні на кривошипному пресі можливе його заклинювання, перевантаження чи поломка деталей преса або штампа. Відомий штамп для гарячого штампування порошкових заготовок, що містить матрицю, порожнина якої має вхідний конус, та циліндричну ділянку, пуансон, який виконаний з конічною ділянкою з можливістю заходу останнього в конічну ділянку порожнини матриці, та нижній контрпуансон хпатент України №29502, Бюл. №6, 2000p.ї. Недоліком відомого штампу є складність виготовлення конічних ділянок пуансона та порожнини матриці (в особливості - в разі штампування виро бів складної форми), що значно звужує можливості його широкого застосування. Найбільш близьким до заявленого технічного рішення є штамп для динамічного гарячого штампування пористих заготовок, що містить матрицю, основний та додатковий пуансони, останній з яких виконаний з формувальною порожниною, верхню та нижню опорні плити [а. с. СРСР №1163998, Б. И., №24,1985г.]. Недоліком відомої конструкції штампу є відсутність компенсаційних порожнин, що забезпечують витікання надлишків металу в разі перевищення маси заготовки понад розрахункову. В основу корисної моделі "Штамп для гарячого штампування порошкових заготовок" поставлено задачу шляхом того, що в штампі, який містить матрицю, основний та додатковий пуансони, останній з яких закріплений на рухливій відносно основного пуансона проміжній плиті та виконаний з формувальною порожниною, в якій розміщений основний пуансон, верхню та нижню опорні плити, між проміжною плитою з додатковим пуансоном та верхньою опорною плитою встановлені пружні елементи, на верхній торцевій поверхні матриці виконана облойна канавка, а розміри поперечного перерізу основного пуансона Dп співвідносяться із відповідні розмірами порожнини матриці Dм та (19) UA (11) 25067 (13) U із відповідними розмірами порожнини матриці Dм та облойної канавки Dк як Dм < Dп < Dк . 3 25067 облойної канавки Dк , як Dм < Dп < Dк , що дозволяє підвищити надійність роботи штампу, стабільність та точність розмірів поковок по висоті. Суть корисної моделі пояснюється кресленням, на якому схематично представлена конструкція штампу, що заявляється, в початковому положенні (Фіг.1) та після завершення процесу деформування (Фіг.2). Штамп містить матрицю 1, основний 2 та додатковий 3 пуансони, останній з яких виконаний з формувальною порожниною, верхню 4 та нижню 5 опорні плити. Додатковий пуансон 3 з формувальною порожниною закріплений на проміжній плиті 6 та підпружинений відносно основного пуансона 2 за допомогою пружних елементів 7. На верхній торцевій поверхні матриці виконана облойна канавка 8, причому розміри поперечного перерізу основного пуансона Dп співвідносяться із відповідними розмірами порожнини матриці Dм та облойної канавки Dк як Dм < Dп < Dк . В нижній плиті 5 штампа виконаний отвір для виштовхувача поковки 9. Працює штамп наступним чином. В початковому положенні повзун преса із закріпленими на ньому верхньою плитою 4, основним 2 та додатковим 3 пуансонами знаходяться у верхньому положенні. Нагріта заготовка 10, висота якої перевищує глибину порожнини матриці 1, подається в матрицю, після чого повзун преса, на якому закріплена верхня плита 4 разом з пуансонами 2 та 3, переміщається вниз і до моменту початку деформування заготовки основним пуансоном 2 остання знаходиться в порожнині матриці 1, а верхняїї частина - в порожнині додаткового пуансона 3, який під час деформації заготовки 10 за рахунок пружних елементів 7 притискається до верхньої поверхні матриці 1. Деформування заготовки 10 відбувається шляхом її осаджування пуансоном 2 та супроводжується відповідним ущільненням матеріалу і заповненням об’єму порожнини матриці. В момент, коли повзун преса досягає своєї нижньої точки, нижня торцова поверхня пуансона 2 знаходиться на рівні верхньої площини матриці. В разі перевищення маси заготовки відносно розрахункової надлишок матеріалу видавлюється в компенсаційну порожнину - облойну канавку 8 постійного профілю між матрицею 1 та додатковим пуансоном 3. Висота компенсаційної порожнини 8 скла 4 дає 1,0-3,0мм та вибирається експериментально з урахуванням того факту, що із збільшенням маси заготовки висота облойної канавки 8, як правило, збільшується. Після закінчення процесу деформування (Фіг.2) повзун преса піднімається вверх, відбувається виштовхування поковки з порожнини матриці за допомогою виштовхувача 9 і цикл повторюється. Вибір розмірів поперечного перерізу основного 2 пуансона Dп обумовлений наступними причинами. У разі зменшення величини Dп нижче значень відповідних розмірів порожнини матриці Dм , діаметр порожнини додаткового пуансона 3 буде менше діаметра заготовки 1 і в процесі її деформування відбуватиметься "закусування" тіла поковки. Крім того, збільшення розмірів поперечного перерізу робочого пуансона у порівнянні з конструкцією-прототипом збільшує його жорсткість, що дозволяє підвищити стабільність та точність розмірів поковок по висоті, а також підвищену стійкість штампового інструменту. При збільшенні значень Dп понад значення відповідних розмірів облойної канавки 8 Dк в нижній мертвій точці повзуна преса можливе притискання робочого пуансона 2 до верхньої торцової поверхні матриці 1, що може призвести до заклинювання преса та поломки штампу. Підвищення надійності роботи штампу у порівнянні з конструкцією-прототипом досягається також за рахунок наявності компенсаційної порожнини - облойної канавки 8, яка дозволяє забезпечити захист штампового інструменту від перевантаження в разі перевищення маси заготовки відносно розрахункової. Наявність пружних елементів 7 в конструкції штампа забезпечує надійне запирання порожнини матриці в процесі деформування, що попереджає можливість неконтрольованого видавлювання надлишку матеріалу заготовки до закінчення її повного ущільнення. Корисна модель стосується галузі порошкової металургії і може бути використана для одержання деталей конструкційного призначення із металевих порошків з використанням технології гарячого штампування пористих заготовок. 5 Комп’ютерна в ерстка І.Скворцов а 25067 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for hot pressing of powder billets
Автори англійськоюBahliuk Hennadii Anatoliiovych, Shtern Mykhailo Borysovych, Kurovskyi Valentyn Yakovych, Serdiuk Hennadii Heorhiiovych
Назва патенту російськоюШтамп для горячей штамповки порошковых заготовок
Автори російськоюБаглюк Геннадий Анатольевич, Штерн Михаил Борисович, Куровский Валентин Яковлевич, Сердюк Геннадий Георгиевич
МПК / Мітки
Мітки: заготовок, гарячого, штамп, порошкових, штампування
Код посилання
<a href="https://ua.patents.su/3-25067-shtamp-dlya-garyachogo-shtampuvannya-poroshkovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Штамп для гарячого штампування порошкових заготовок</a>
Штамп для гарячого штампування плоских деталей з отворами
Номер патенту: 65942
Опубліковано: 15.04.2004
Автори: Каштанов Олександр Миколайович, Невідомський Володимир Олександрович, Кирилов Генріх Леонідович
МПК: B21D 22/02
Мітки: штамп, плоских, отворами, гарячого, штампування, деталей
Формула / Реферат:
1. Штамп для гарячого штампування плоских деталей з отворами, що включає пуансонотримач з пуансонами для пробивання отворів і матрицю, який відрізняється тим, що пуансонотримач і матриця виконані збірними і складаються, щонайменше з двох частин, базової і причіпної, котрі скріплені між собою з можливістю регулювання відстані між ними по лінії, проведеній через осі пуансонів для пробивання отворів, встановлених в різних частинах...
Штамп для гарячої штамповки порошкових заготовок
Номер патенту: 29502
Опубліковано: 15.11.2000
Автори: Баглюк Генадій Анатолійович, Мажарова Галина Юхимівна, Капля Сергій Миколайович, Позняк Леонід Олександрович
МПК: B22F 3/02
Мітки: заготовок, штамповки, гарячої, штамп, порошкових
Текст:
...Значение верхнего предела угла (< 89о) ограничивается тем, что при a< 89о (в частности, при a - 90о), форма верхнего пуансона вырождается из конической в плоскую, что не соответствует доотличительным признакам изобретения. При такой форме пуансона облой при штамповке вытесняется на верхнюю плоскость матрицы, а вертикальная составляющая сил трения, препятствующая при конусном пуансоне выдавливанию металла в облой, исчезает. Таким...
Спосіб штампування кільцевих заготовок із зовнішнім гребенем
Номер патенту: 24946
Опубліковано: 25.07.2007
Автори: Богун Олексій Олександрович, Яковченко Олександр Васильович
МПК: B21D 22/02
Мітки: спосіб, заготовок, кільцевих, гребенем, зовнішнім, штампування
Формула / Реферат:
Спосіб штампування кільцевих заготовок із зовнішнім гребенем, що включає попереднє осадження циліндричної заготовки і наступний розгін металу в гребеневу частину штампа у формувальному кільці, який відрізняється тим, що наступний розгін металу в гребеневу частину штампа здійснюють у формувальному кільці, що має зменшений внутрішній діаметр на величину його температурної та пружнопластичної деформації, яка визначається за...
Штамп для гарячого деформування
Номер патенту: 2374
Опубліковано: 15.03.2004
Автор: Грещишин Михайло Йосипович
МПК: B21D 22/06
Мітки: гарячого, деформування, штамп
Формула / Реферат:
1. Штамп для гарячого деформування, що містить верхню плиту, нижню плиту із запресованими напрямними колонками, роз'ємні матриці, закріплений у стакані верхній формувальний пуансон і верхні вкладки, який відрізняється тим, що він додатково містить нижній формувальний пуансон, закріплений у стакані, нижні вкладки і з'єднані втулкою підпружинені стулки, в яких закріплені роз'ємні матриці, причому одна із стулок виконана поворотною щодо втулки,...
Штамп для об’ємного штампування металу

Номер патенту: 10643
Опубліковано: 15.11.2005
Автори: Каргін Борис Сергійович, Бурлуцький Артем Сергійович, Діамантопуло Костянтин Костянтинович, Ткачов Ростислав Олегович
МПК: B21J 5/00
Мітки: металу, штамп, об`ємного, штампування
Формула / Реферат:
1. Штамп для об'ємного штампування металу, що складається з пакета і струмкової вставки, виконаної з бічними похилими поверхнями, який відрізняється тим, що нахил бічних поверхонь струмкової вставки складає 8° - 60° до вертикалі, причому струмкова вставка встановлена в пакеті з зазором у її основи.2. Штамп по п.1, який відрізняється тим, що зазор утворений сферичною виїмкою в пакеті.3. Штамп по п.1, який відрізняється тим, що...
Попередній патент: Спосіб комбінованого вироблення теплової та електричної енергії
Наступний патент: 2,4,5-тризаміщені похідні тіазолілу з протизапальною активністю
Випадковий патент: Спосіб профілактики віл-інфекції за допомогою tmc278