Спосіб рафінування сталі у проміжному ковші мблз
Номер патенту: 92272
Опубліковано: 11.08.2014
Автори: Діюк Людмила Михайлівна, Гончар Борис Семенович, Слажнєв Микола Андрійович, Ноговіцин Олексій Володимирович, Богдан Кім Степанович, Кислиця Вячеслав Володимирович
Формула / Реферат
1. Спосіб рафінування сталі у проміжному ковші МБЛЗ шляхом регулювання структури потоку металу, що надходить із розливального ковша, і продувки його інертним газом знизу, який відрізняється тим, що потік металу скеровують від днища проміжного ковша до поверхні розподілу ″рафінуючий шлак-рідкий метал″ під кутом ![]() відносно вертикальної осі в напрямку бокової торцевої стінки проміжного ковша, а інертний газ подають до поперечного перерізу проміжного ковша, розташованого на відстані
відносно вертикальної осі в напрямку бокової торцевої стінки проміжного ковша, а інертний газ подають до поперечного перерізу проміжного ковша, розташованого на відстані ![]() м від його середнього перерізу, у вигляді вертикального потоку розподілених по перерізу газових бульбашок із загальною витратою, приведеною до умов середовища і рівною 0,75¸1,0 об'ємної витрати рідкої сталі.
м від його середнього перерізу, у вигляді вертикального потоку розподілених по перерізу газових бульбашок із загальною витратою, приведеною до умов середовища і рівною 0,75¸1,0 об'ємної витрати рідкої сталі.
2. Спосіб за п. 1, який відрізняється тим, що при розливанні сталі великими серіями на етапі заміни ковшів (″перековшування″) інертний газ подають у вказані в п. 1 перерізи проміжного ковша у вигляді газових бульбашок, утворених примусово в імпульсному режимі із заданими частотою і тривалістю імпульсів, причому подачу газу до фурм проміжного ковша здійснюють поперемінно таким чином, щоб сумарна об'ємна витрата інертного газу не перевищувала 0,5¸0,75 об'ємної витрати сталі із розливального ковша.
Текст
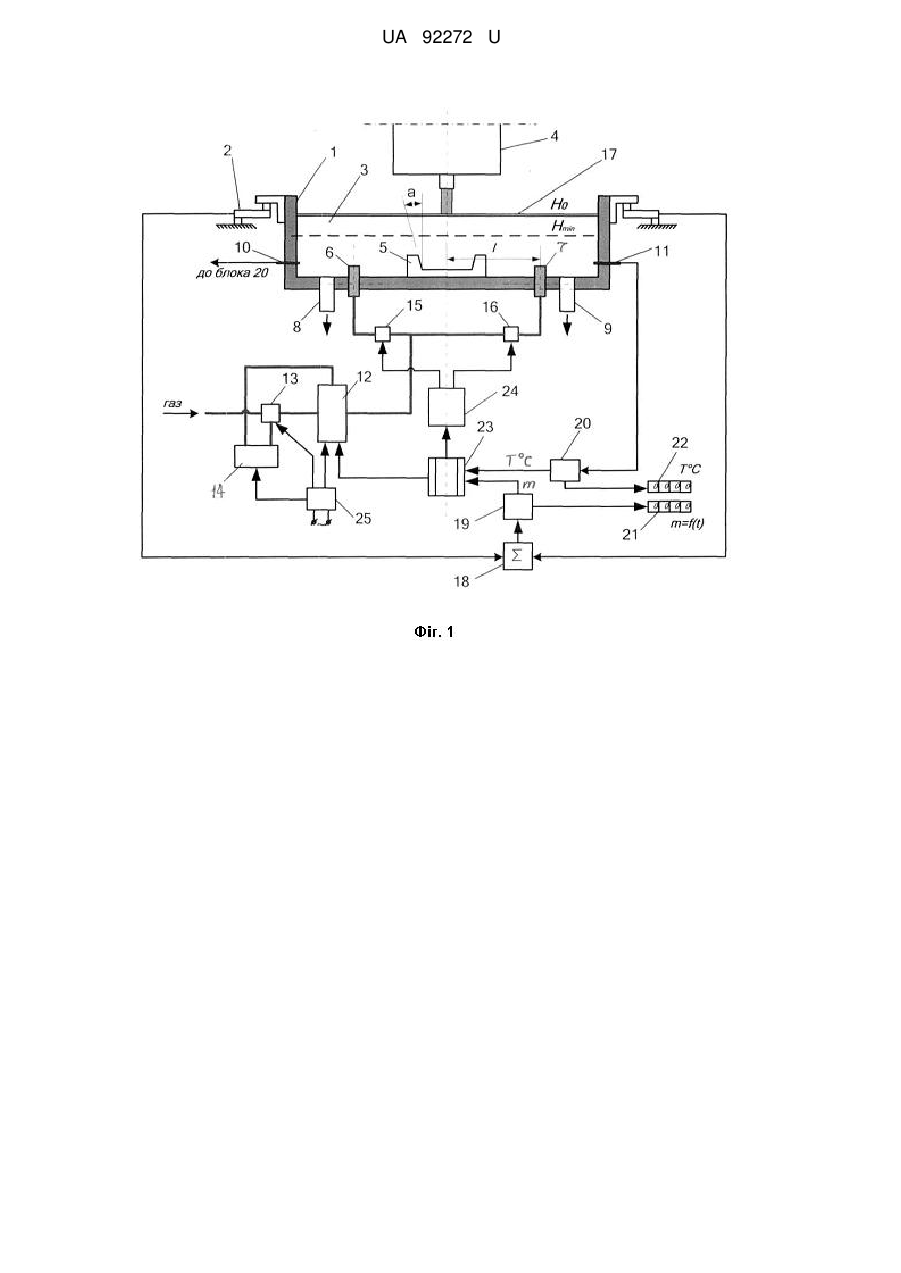
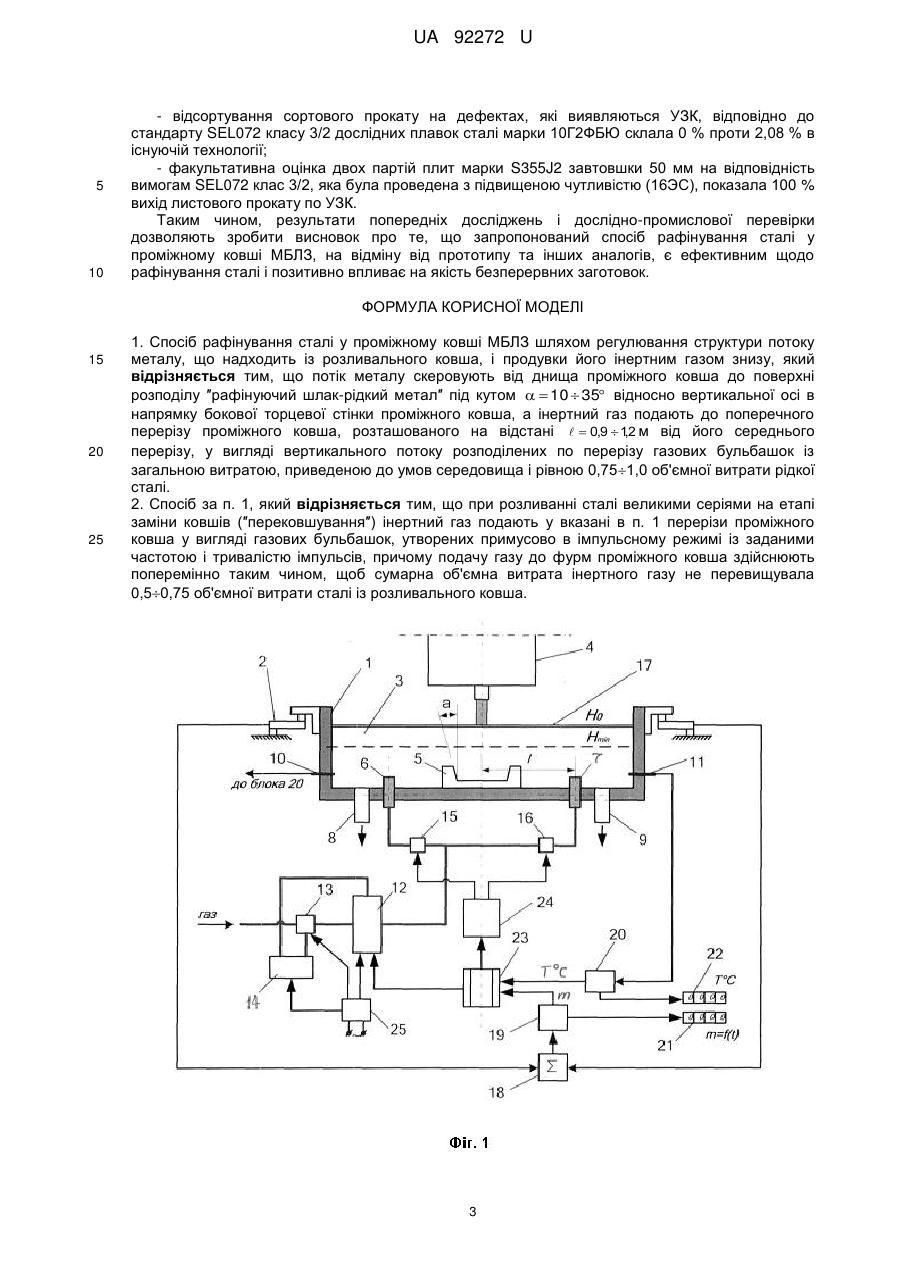
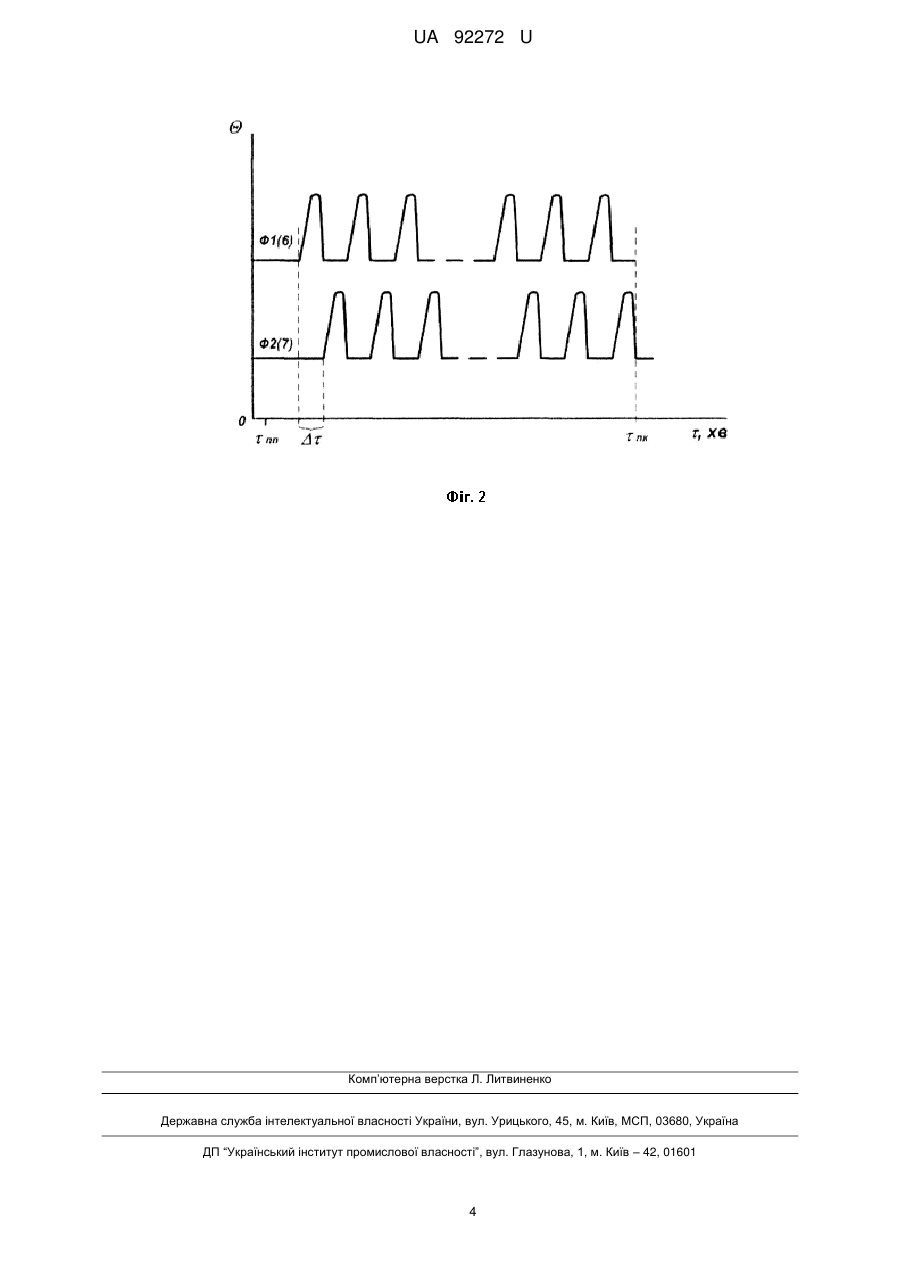
Реферат: Спосіб рафінування сталі у проміжному ковші МБЛЗ шляхом регулювання структури потоку металу, що надходить із розливального ковша, і продувки його інертним газом знизу. Крім цього, потік металу скеровують від днища проміжного ковша до поверхні розподілу ″рафінуючий шлак-рідкий метал″ під кутом 10 35 відносно вертикальної осі в напрямку бокової торцевої стінки проміжного ковша, а інертний газ подають до поперечного перерізу проміжного ковша, розташованого на відстані 0,9 12 м від його середнього перерізу, у вигляді , вертикального потоку розподілених по перерізу газових бульбашок із загальною витратою, приведеною до умов середовища і рівною 0,751,0 об'ємної витрати рідкої сталі. UA 92272 U (12) UA 92272 U UA 92272 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії і може бути використана при безперервному розливанні сталі через проміжний ківш МБЛЗ. Відомо спосіб безперервного сталевого лиття (патент Великобританії № 1267942, МПК B22D 11/00, 11/106), відповідно до якого потік розплавленого металу, що надходить із розливального ковша у приймальну камеру проміжного ковша (ПК), утворену двома вертикальними порогами, висота яких нижче за рівень металу в ПК, відбивається від днища вертикально вгору до поверхні розподілу "метал-шлак" у ПК і перетікає над порогами у розливальні камери. При цьому в зоні контакту "метал-шлак" накопичуються неметалеві включення (НВ), що виділяються. Недоліком цього способу є те, що період перебування порції металу в ПК є недостатнім для ефективного видалення НВ, час асиміляції їх рафінуючим шлаковим шаром обмежений, а отже відбувається лише часткове видалення НВ, особливо при розливанні серії плавок. Крім того, відсутність придонного продування у ПК інертним газом зменшує ефект рафінування сталі від дрібних НВ. Відомо також спосіб рафінування розплавленого металу, особливо сталі, шляхом видалення НВ в процесі безперервного лиття (патент ЕР0376523, МПК B22D 1/10, 11/118, С21С, 7/00), при якому формується направлена траєкторія руху розплаву у ПК з регульованою швидкістю. Тим самим створюються умови для тривалішого часу перебування потоку металу в ковші, що забезпечує кращі умови для спливання НВ і скорочення кількості макровиключень. Такі умови рафінування сталі, згідно з цим способом, досягаються шляхом встановлення різних перегородок і порогів за течією розплавленого металу в ПК, розділеному на приймальну і розливальні зони. Недоліком даного способу є те, що при обтіканні потоком рідини тіла будьякої форми відбувається поперемінний зрив вихорів з різних сторін (вихори Кармана). Чим вище швидкість набігаючого потоку, тим інтенсивніше метал затягує покривний шлак. У даному способі відсутнє продування металу інертним газом, що значно зменшує ефект рафінування від дрібних НВ, кількість яких у розплаві регламентується в залежності від марок сталі. Найбільш близьким (прототипом) до запропонованої корисної моделі щодо технічної суті і досягнутого результату є спосіб безперервного рафінування сталі у проміжних ковшах (патент України на корисну модель № 26193, МПК С22В 9/00), в якому потік розплавленого металу регулюють шляхом його пропускання через розподільчу перегородку з каналами різного напрямку і заданого співвідношення та продувки інертним газом знизу у визначеній зоні із заданою інтенсивністю. Як показала практика, схема рафінування сталі у ПК МБЛЗ, яка запропонована у прототипі, має обмежене застосування у зв'язку з наступними недоліками: - спостерігається заростання каналів перегородки, що знижує їх пропускну спроможність і створює нестабільні умови розливання, а отже знижує ефективність видалення НВ; - зменшується об'єм активного рафінуючого шлаку на поверхні металу, прискорюється його насичення НВ, що не технологічно, оскільки при розливанні серії плавок потрібне його постійне оновлення; - істотно ускладнюється використання сучасних методів футерування ПК на основі "сухих" торкретмас; - при вказаних у прототипі величинах витрати інертного газу формується струменевий режим його течії, внаслідок чого зменшується інтенсивність перемішування, збільшується площа оголеної поверхні рідкого металу, його окисленість та зворотне втягування НВ, що негативно впливає на якість безперервно литих заготовок. В основу запропонованої корисної моделі поставлена задача підвищення ефективності процесу рафінування сталі у ПК, особливо при розливанні сталі великими серіями на МБЛЗ, що дозволить підвищити якість безперервнолитих заготовок. Поставлена задача вирішується тим, що запропонований спосіб рафінування сталі у проміжному ковші МБЛЗ шляхом регулювання структури потоку металу, що надходить із розливального ковша, і продувки його інертним газом знизу, відрізняється тим, що потік металу скеровують від днища проміжного ковша до поверхні розподілу "рафінуючий шлак -рідкий метал" під кутом 10 35° відносно вертикальної осі в напрямку бокової торцевої стінки проміжного ковша, а інертний газ подають до поперечного перерізу проміжного ковша, розташованого на відстані 0,91,2 м від його середнього перерізу, у вигляді вертикального потоку розподілених по перерізу газових бульбашок із загальною витратою, приведеної до умов середовища і рівною 0,751,0 витрати рідкої сталі. Крім того, запропонований спосіб відрізняється тим, що при розливанні сталі великими серіями на етапі заміни ковшів ("перековшування") інертний газ подають у вказані в п.1 перерізи проміжного ковша у вигляді газових бульбашок, утворених примусово в імпульсному режимі із заданими амплітудою, частотою і тривалістю імпульсів, причому подачу газу до фурм проміжного ковша здійснюють 1 UA 92272 U 5 10 15 20 25 30 35 40 45 50 55 60 поперемінно таким чином, щоб сумарна об'ємна витрата інертного газу не перевищувала 0,50,75 об'ємної витрати сталі із розливального ковша. Запропонований спосіб дозволяє підвищити якість рафінування сталі у ПК МБЛЗ від неметалевих включень, за рахунок оптимізації процесу продувки сталі інертним газом при її безперервному розливанні, особливо великими серіями, що позитивно впливає на якість безперервнолитих заготовок. Сукупність відмінних ознак запропонованого способу невідомі ні в аналогах, ні у прототипі, ні в інших технічних рішеннях, а тому відповідає, на наш погляд, критерію "новизна". Для пояснення запропонованої корисної моделі на фіг.1 наведено структурнофункціональну схему реалізації способу рафінування сталі у ПК МБЛЗ. Проміжний ківш 1 встановлений на чотирьох силовимірювальних тензорезисторних датчиках 2, закріплених на нерухомій основі. Рідкий метал 3 надходить у ПК 1 із сталерозливального ковша 4. До складу ПК 1 також входять: металоприймальний елемент ("турбостоп") 5; фурми 6 і 7; випускні стакани 8 і 9; датчики 10 і 11 температури Т°С металу у ПК. Ресивер 12 через електроклапан 13 підключений до мережі інертного газу і з'єднаний з блоком 14 підтримання тиску у ресиверсі 12. Для вимірювання тиску газу слугує датчик тиску і підключений до нього манометр (на схемі не показані). Вихід ресивера 12 через витратомір (на схемі не показаний) і електроклапани 15 і 16 з'єднаний з відповідними фурмами 6 і 7 ПК 1. На поверхні рідкої сталі у ПК 1 знаходиться шар захисного (рафінуючого) шлаку 17. Виходи силовимірювальних датчиків 2 через суматор 18 підключені до блока 19 підсилення і аналогоцифрового перетворення сигналу датчиків 2, пропорційного масі сталі у ПК 1. Виходи датчиків 10 і 11 температури сталі у ПК 1 підключені до вимірювального блока 20. Індикація маси m і температури Τ°С сталі у ПК 1 здійснюється за допомогою цифрових індикаторів 21 і 22, підключених до блоків 19 і 20 відповідно. Виходи блоків 19 і 20 підключені до мікропроцесорного блока 23 управління, вихід якого з'єднаний з мікроконтролером 24, в якому "зашита" програма управління каналами 165 і 16 подачею інертного газу у ПК 1 через фурми 6 і 7 відповідно. Живлення елементів схеми здійснюється від блока 25 живлення, підключеного до мережі змінного струму напругою 220 В. На фіг. 2 показана діаграма роботи фурм 6 і 7 (див. фіг. 1) у режимі "перековшування". Процес рафінування сталі при реалізації запропонованого способу відбувається наступним чином. У вихідному стані проміжний ківш 1 пустий і знаходиться у режимі очікування, а на індикаторах 21 і 22 висвітлені нулі в усіх розрядах. Після заповнення ПК 1 рідкою сталлю із сталерозливального ковша 4 до заданого рівня Но по сигналу від мікроконтролера 24 вмикаються клапани 15 і 16 і починається процес продувки сталі інертним газом від ресивера 12 через фурми 6 і 7. Одночасно вмикаються приводи стопорів (на схемі не показані) стаканів 8 і 9 і рідка сталь починає надходити у відповідні кристалізатори МБЛЗ (в даному випадку двохструмкової). Металоприймальний елемент 5 забезпечує найкращі умови спливання НВ в максимально протяжному прямому потоці рідкої сталі під шаром шлаку 17, а зона живлення кожного розливного стакану має найменші розміри. Фурми 6 і 7 виконані у вигляді вогнетривких блоків для введення газів у розплавлений метал (патент України на корисну модель № 43122, МПК B22D 11/10) з просторово орієнтованими каналами. Фурми 6і 7 розміщені у днищі ПК 1 на відстані 0,91,2 м від його середнього перерізу, що забезпечує створення вертикального потоку газових бульбашок, розподілених по перерізу ПК 1, з витратою, приведеною до умов середовища і рівною 0,751 витрати рідкої сталі, що надходить із ковша 4. Процес рафінування об'ємів рідкої сталі, а саме асиміляція НВ рідким рафінуючим шлаком 17, закінчується при проходженні бульбашок інертного газу з приєднаною металевою масою, збагаченою НВ, через зону розподілу "метал - шлак". У режимі заміни розливальних ковшів, коли рівень металу в ПК 1 знижується до Hmin, а потім знову підіймається до Н0, програма управління, яка "зашита" у мікроконтролері 24, передбачає перехід роботи електроклапанів 15 і 16 на поперемінний режим з частотою до 50 Гц. Це забезпечує подачу інертного газу в ПК через фурм и 6 і 7 поперемінно у імпульсному режимі із заданою частотою і тривалістю імпульсів. В результаті з'являється можливість запобігти динамічному руйнуванню шлакового покрову і зворотному затягуванню НВ у метал, що надходить у кристалізатор МБЛЗ, при зниженні рівня (Н < Н 0) при заміні розливальних ковшів (див. фіг. 2). Проведені дослідно-промислові випробування розробленої технології рафінування сталей різних марок у ПК МБЛЗ, заснованої на запропонованому способі, довели, що: - у листовому прокаті сталі марки 10Г2ФБ крихкі силікати оцінюються діапазоном 00,5 бала, а недеформовані - 2, 12,5 бала. При цьому значення 2,5 бала у дослідному металі складало 17 %, проти 42 % в існуючій технології; 2 UA 92272 U 5 10 - відсортування сортового прокату на дефектах, які виявляються УЗК, відповідно до стандарту SEL072 класу 3/2 дослідних плавок сталі марки 10Г2ФБЮ склала 0 % проти 2,08 % в існуючій технології; - факультативна оцінка двох партій плит марки S355J2 завтовшки 50 мм на відповідність вимогам SEL072 клас 3/2, яка була проведена з підвищеною чутливістю (16ЭС), показала 100 % вихід листового прокату по УЗК. Таким чином, результати попередніх досліджень і дослідно-промислової перевірки дозволяють зробити висновок про те, що запропонований спосіб рафінування сталі у проміжному ковші МБЛЗ, на відміну від прототипу та інших аналогів, є ефективним щодо рафінування сталі і позитивно впливає на якість безперервних заготовок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 1. Спосіб рафінування сталі у проміжному ковші МБЛЗ шляхом регулювання структури потоку металу, що надходить із розливального ковша, і продувки його інертним газом знизу, який відрізняється тим, що потік металу скеровують від днища проміжного ковша до поверхні розподілу ″рафінуючий шлак-рідкий метал″ під кутом 10 35 відносно вертикальної осі в напрямку бокової торцевої стінки проміжного ковша, а інертний газ подають до поперечного перерізу проміжного ковша, розташованого на відстані 0,9 12 м від його середнього , перерізу, у вигляді вертикального потоку розподілених по перерізу газових бульбашок із загальною витратою, приведеною до умов середовища і рівною 0,751,0 об'ємної витрати рідкої сталі. 2. Спосіб за п. 1, який відрізняється тим, що при розливанні сталі великими серіями на етапі заміни ковшів (″перековшування″) інертний газ подають у вказані в п. 1 перерізи проміжного ковша у вигляді газових бульбашок, утворених примусово в імпульсному режимі із заданими частотою і тривалістю імпульсів, причому подачу газу до фурм проміжного ковша здійснюють поперемінно таким чином, щоб сумарна об'ємна витрата інертного газу не перевищувала 0,50,75 об'ємної витрати сталі із розливального ковша. 3 UA 92272 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюHonchar Borys Semenovych, Bohdan Kim Stepanovych, Slazhniev Mykola Andriiovych, Kyslytsia Viacheslav Volodymyrovych
Автори російськоюГончар Борис Семенович, Богдан Ким Степанович, Слажнев Николай Андреевич, Кислица Вячеслав Владимирович
МПК / Мітки
МПК: B22D 11/00, C22B 9/00
Мітки: проміжному, ковші, мблз, сталі, спосіб, рафінування
Код посилання
<a href="https://ua.patents.su/6-92272-sposib-rafinuvannya-stali-u-promizhnomu-kovshi-mblz.html" target="_blank" rel="follow" title="База патентів України">Спосіб рафінування сталі у проміжному ковші мблз</a>
Пристрій для автоматичного управління процесом рафінування сталі у проміжному ковші мблз
Номер патенту: 92213
Опубліковано: 11.08.2014
Автори: Ноговіцин Олексій Володимирович, Гончар Борис Семенович, Слажнєв Микола Андрійович, Богдан Кім Степанович, Діюк Людмила Михайлівна
МПК: B22D 39/00, B22D 11/10, G01G 17/00
Мітки: ковші, автоматичного, рафінування, сталі, мблз, пристрій, процесом, проміжному, управління
Формула / Реферат:
Пристрій для автоматичного управління процесом рафінування сталі у проміжному ковші МБЛЗ, до складу якого входять: ресивер, підключений до мережі інертного газу через електроклапан; датчик тиску, підключений до манометра; витратомір; блок вимірювання маси сталі у проміжному ковші та блок живлення, який відрізняється тим, що в нього додатково введено блок підтримання тиску інертного газу у ресивері на заданому рівні, блоки вимірювання...
Спосіб рафінування металу в проміжному ковші
Номер патенту: 67695
Опубліковано: 12.03.2012
Автори: Вожол Миколай Антонович, Солових Сергій Геннадійович, Клімов Володимир Геннадійович, Подкоритов Олександр Леонідович, Маліч Світлана Валентинівна, Смірнов Олексій Миколайович, Лівшиц Дмитро Арнольдович, Кравченко Артем Вадимович, Проскуренко Дмитро Володимирович, Іваненко Олексій Олександрович
МПК: B22D 11/116
Мітки: металу, спосіб, ковші, рафінування, проміжному
Формула / Реферат:
Спосіб рафінування металу в проміжному ковші, розділеному на приймальну і розливні ємності вогнетривкими перегородками, який містить випуск металу із сталерозливного ковша, перерозподіл швидкостей потоків металу і продувку інертним газом, який відрізняється тим, що в приймальній ємності проміжного ковша за допомогою металоприймача, встановленого під струмінь падаючого металу, здійснюють направлену до шлакової фази хвилеподібну подачу металу...
Спосіб рафінування металевого розплаву у проміжному ковші
Номер патенту: 103293
Опубліковано: 25.09.2013
Автори: Кравченко Артем Вадимович, Тонкушин Анатолій Федорович, Пісмарьов Костянтин Євгенович, Верзілов Олексій Павлович, Сердюков Артем Олександрович, Смірнов Олексій Миколайович
МПК: B22D 11/116, C21C 1/00, B22D 1/00, C22B 9/05, B22D 11/117
Мітки: металевого, ковші, проміжному, рафінування, розплаву, спосіб
Формула / Реферат:
1. Спосіб рафінування металевого розплаву в проміжному ковші, що включає формування струменів подаваного під тиском інертного газу навколо струменя стікаючого металевого розплаву, що забезпечує введення пузирчиків інертного газу в металевий розплав, який відрізняється тим, що струмені подаваного інертного газу формують паралельно осі струменя стікаючого металевого розплаву протилежно його напрямку діаметром, обумовленим з наступної...
Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок
Номер патенту: 76509
Опубліковано: 10.01.2013
Автори: Буденко Сергій Володимирович, Куберський Сергій Володимирович, Костенко Андрій Анатолійович, Смірнов Олексій Миколайович, Кузнецов Денис Юрійович, Кравченко Артем Володимирович
МПК: C21C 7/06
Мітки: ковші, продування, лиття, проміжному, інертним, безперервного, заготовок, машини, газом, рідкої, пристрій, сталі
Формула / Реферат:
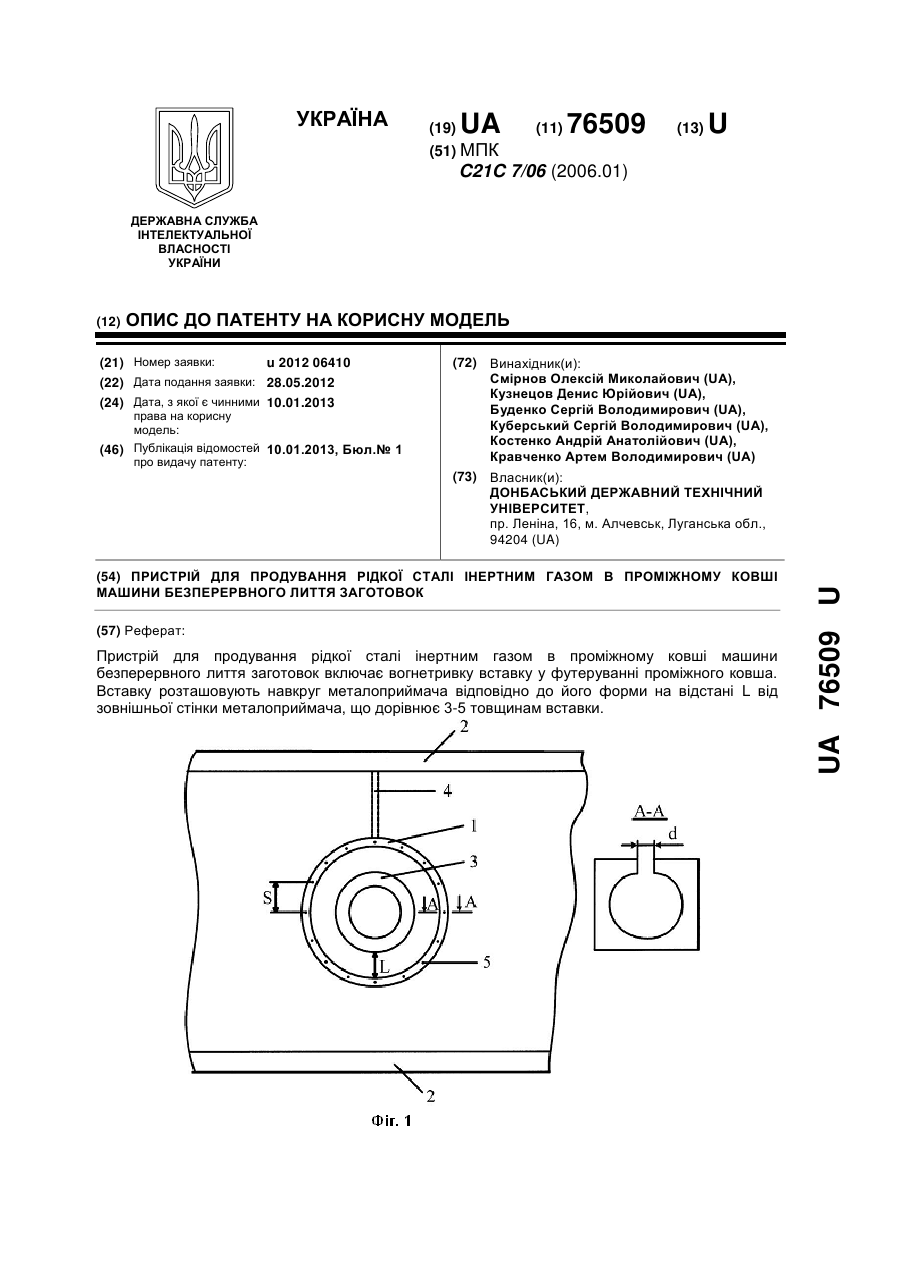
1. Пристрій для продування рідкої сталі інертним газом в проміжному ковші машини безперервного лиття заготовок, що включає вогнетривку вставку у футеруванні проміжного ковша, який відрізняється тим, що вставку розташовують навкруг металоприймача відповідно до його форми на відстані L від зовнішньої стінки металоприймача, що дорівнює 3-5 товщинам вставки.2. Пристрій за п. 1, який відрізняється тим, що вогнетривка вставка має...
Пристрій для рафінування металевого розплаву у проміжному ковші
Номер патенту: 55806
Опубліковано: 27.12.2010
Автори: Лівшиц Дмитро Арнольдович, Маліч Світлана Валентинівна, Клімов Володимир Геннадійович, Кравченко Артем Вадимович, Турунов Дмитро Миколайович, Солових Сергій Геннадійович, Смірнов Олексій Миколайович, Проскуренко Дмитро Володимирович, Подкоритов Олександр Леонідович
МПК: B22D 27/00, B22D 11/10
Мітки: рафінування, пристрій, металевого, розплаву, проміжному, ковші
Формула / Реферат:
Пристрій для рафінування металевого розплаву у проміжному ковші, що складається з корпусу, із коаксіально-суміщеними усередині приймальною воронкою і випускним отвором, а також колектора і вогнетривкої пористої вставки, що забезпечують введення інертного газу аксіально витікаючому металевому розплаву, який відрізняється тим, що введення інертного газу здійснюється перпендикулярно витікаючому металевому розплаву через газовипускні отвори...
Попередній патент: Універсальний дисково-анкерний сошник з активним очисним диском
Наступний патент: Сенсор для вимірювання вологості нафтопродуктів
Випадковий патент: "вкладка у вінірі" для реставрації естетичних порушень коронкової частини зубів