Каркас фільтрувального рукава
Номер патенту: 49257
Опубліковано: 26.04.2010
Автори: Молчанов Володимир Миколайович, Молчанов Олександр Володимирович
Формула / Реферат
1. Каркас фільтрувального рукава, що містить елементи, виготовлені з металевого дроту, який відрізняється тим, що складається з прямолінійних металевих дротів, до яких послідовно приварюються елементи механічного кріплення дротів з кільцеподібними подовжніми елементами та згаданих кільцеподібних подовжніх елементів, як внутрішня, так і зовнішня поверхня яких в поперечному перерізі містить 24 ділянки, кожна з яких є дугою кола, при цьому: а) зовнішня поверхня 6-ти ділянок середнього розміру, кожна з яких опуклою стороною орієнтована всередину кільцеподібного елемента, має радіус кривизни, що дорівнює щонайменше половині діаметра прямолінійних дротів; б) кожен з кінців ділянок середнього розміру переходить в одну з 12-ти ділянок малого розміру, кожна з яких опуклою стороною орієнтована зовні кільцеподібного елемента; в) один з кінців кожної з ділянок малого розміру переходить в одну з 6-ти ділянок великого розміру, кожна з котрих опуклою стороною орієнтована всередину кільцеподібного елемента; г) в сукупності, поверхня всіх ділянок утворює деформоване коло, шість найбільших дуг якого своїми опуклими сторонами орієнтовані всередину, в бік центра.
2. Каркас по п. 1, який відрізняється тим, що в ньому використовуються елементи механічного кріплення дротів з подовжніми кільцеподібними елементами, що є деталями з сталі будь-якого сорту, що має підвищену гнучкість, кожна з яких є умовно розділеною на три частини, які в вертикальному розрізі мають наступну форму: а) нижня частина, що має ширину, що, як мінімум, дорівнює сукупній ширині кільцеподібного подовжнього елемента і середньої частини елемента кріплення, та при цьому один з боків якої має форму, що не перешкоджає зварюванню нижньої частини з металевим дротом; б) середня частина, яка має довжину, що, як мінімум, дорівнює висоті кільцеподібного подовжнього елемента і з'єднується з нижньою частиною на тому її боці, що є протилежним місцю, призначеному для зварювання; в) верхня частина, ширина якої є більшою, ніж ширина середньої частини, але меншою, ніж ширина нижньої частини, при цьому виступ, що утворений зміною ширини, розташований таким чином, що після зварювання нижньої частини з металевим дротом є направленим в його (дроту) бік; г) розмір і форма виступу вибираються таким чином, щоб він не був істотною перешкодою для переміщення кільцеподібного подовжнього елемента в виїмку, утворену поверхнею металевого дроту і внутрішньою поверхнею середньої частини елемента кріплення, та водночас перешкоджав неконтрольованому зсуву кільцеподібного подовжнього елемента зі згаданої виїмки.
Текст
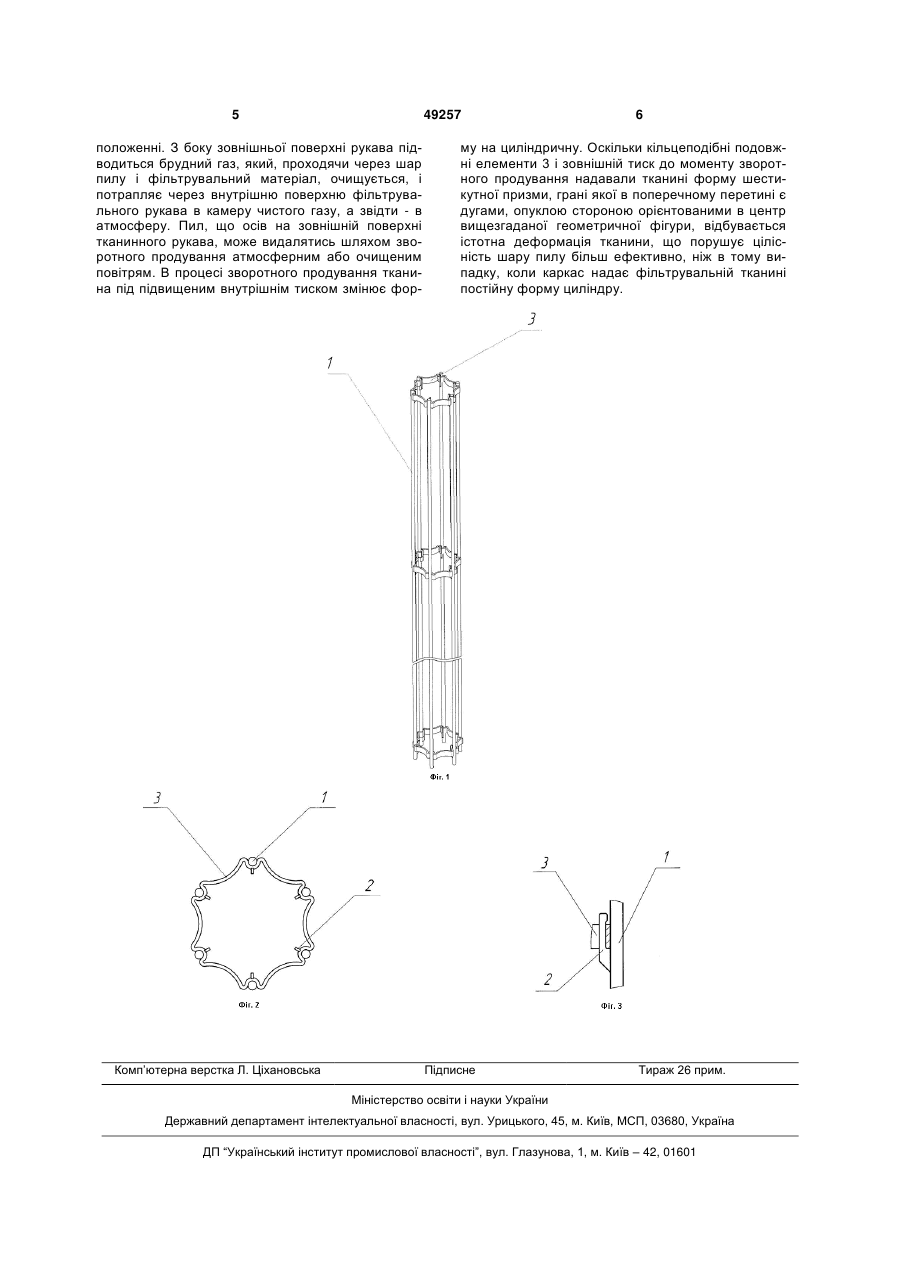
1. Каркас фільтрувального рукава, що містить елементи, виготовлені з металевого дроту, який відрізняється тим, що складається з прямолінійних металевих дротів, до яких послідовно приварюються елементи механічного кріплення дротів з кільцеподібними подовжніми елементами та згаданих кільцеподібних подовжніх елементів, як внутрішня, так і зовнішня поверхня яких в поперечному перерізі містить 24 ділянки, кожна з яких є дугою кола, при цьому: а) зовнішня поверхня 6-ти ділянок середнього розміру, кожна з яких опуклою стороною орієнтована всередину кільцеподібного елемента, має радіус кривизни, що дорівнює щонайменше половині діаметра прямолінійних дротів; б) кожен з кінців ділянок середнього розміру переходить в одну з 12-ти ділянок малого розміру, кожна з яких опуклою стороною орієнтована зовні кільцеподібного елемента; в) один з кінців кожної з ділянок малого розміру переходить в одну з 6-ти ділянок великого розміру, кожна з котрих опуклою стороною орієнтована всередину кільцеподібного елемента; г) в сукупності, поверхня всіх ділянок утворює деформоване коло, шість найбільших дуг якого своїми опуклими сторонами орієнтовані всередину, в бік центра. U 2 49257 1 3 рахунок цього каркас легко ушкоджується при транспортуванні. Крім того, подібний каркас потребує додаткової обробки в місцях контактного зварювання, в противному випадку гострі напливи ушкоджують поверхню тканинного рукава. Крім того, циліндрична форма каркасу не є оптимальною з точки зору максимального заповнення внутрішнього простору рукавного фільтру площами фільтрувальної тканини. Найбільш близьким аналогом заявленої корисної моделі є дротяний каркас, що містить секції, кожна з яких виконана у вигляді поперечних сепараторів, які з'єднуються за допомогою подовжніх елементів таким чином, що конструкція каркаса додає фільтрувальній тканині у горизонтальному перерізі форму 8-12-променевої зірки. Недоліки подібного каркасу пов'язані з формою поперечних сепараторів, яка обумовлює необхідність розмішувати подовжні елементи через кожні 0,5 метрів каркасу, що підвищує аеродинамічний опір під час імпульсного продування рукава. Крім цього, форма фільтрувальної тканини і підтримуючих її металевих елементів обумовлює тертя фільтрувальної тканини об елементи рукавного каркасу під час процесу регенерації, оскільки тканина змінює форму кожен раз, коли всередину рукавів подаються імпульси стисненого повітря. В основу корисної моделі поставлено задачу створення такої конструкції рукавного каркасу, що забезпечувала б можливість швидкого збирання каркасу на місці монтажу фільтру з окремих елементів, і в той же час була б позбавлена недоліків, пов'язаних з прискореним зношуванням фільтрувальної тканини внаслідок тертя і підвищеним аеродинамічним опором. Поставлена задача вирішується тим, що в каркасі фільтрувального рукава, що містить елементи, виготовлені з металевого дроту, згідно з винаходом, дротяний каркас складається з прямолінійних металевих дротів, до яких послідовно приварюються елементи механічного кріплення дротів з кільцеподібними подовжніми елементами та згаданих кільцеподібних подовжніх елементів, як внутрішня, так і зовнішня поверхня яких в поперечному перетині містить 24 ділянки, кожна з яких є дугою кола, при цьому: а) зовнішня поверхня 6-х ділянок середнього розміру, кожна з яких опуклою стороною орієнтована всередину кільцеподібного елементу, має радіус кривизни, що дорівнює щонайменш половині діаметру прямолінійних дротів; б) кожен з кінців ділянок середнього розміру переходить в одну з 12-ти ділянок малого розміру, кожна з яких опуклою стороною орієнтована зовні кільцеподібного елементу; в) один з кінців кожної з ділянок малого розміру переходить в одну з 6-ти ділянок великого розміру, кожна з котрих опуклою стороною орієнтована всередину кільцеподібного елементу; г) в сукупності поверхня всіх ділянок є деформованим колом, шість найбільших дуг якого орієнтовані не зовні, а всередину, в бік центру. В іншому окремому варіанті виконання використовуються елементи механічного кріплення дротів з подовжніми кільцеподібними елементами, що є деталями з сталі будьякого сорту, що має підвищену гнучкість, кожна з 49257 4 яких є умовно розділеною на три частини, які в вертикальному розрізі мають наступну форму: а) нижня частина, що має ширину, що як мінімум дорівнює сукупній ширині кільцеподібного подовжнього елементу і середньої частини елемента кріплення та при цьому зварюванню нижньої частини з металевим дротом; б) середня частина, яка має довжину, що, як мінімум, дорівнює висоті кільцеподібного подовжнього елементу і з’єднується з нижньою частиною на тому її боці, що є протилежним місцю, призначеному для зварювання; в) верхня частина, ширина якої є більшою, ніж ширина середньої частини, але меншою, ніж ширина нижньої частини, при цьому виступ, що утворений зміною ширини, розташований таким чином, що після зварювання нижньої частини з металевим дротом, є направленим в його (дроту) бік; г) розмір і форма виступу обираються таким чином, щоб він не був істотною перешкодою для переміщення кільцеподібному подовжнього елементу в виїмку, утворену поверхнею металевого дроту і внутрішньою поверхнею середньої частини елементу кріплення, та водночас перешкоджав неконтрольованому зсуву кільцеподібного подовжнього елементу з згаданої виїмки. Використання сукупності ознак, що лежать в основі корисної моделі, дозволяє транспортування елементів каркасу на місце монтажу рукавного фільтру і їх швидке збирання без проведення зварювальних робіт, що в свою чергу зменшує затрати на транспортування рукавних каркасів на місце монтажу та/або термін часу, відведений па монтаж фільтру. На зовнішній поверхні рукавного каркасу, що заявляється, принципово відсутня можливість виникнення гострих місць внаслідок контактного зварювання, відсутні нерівності і шорсткості металу, які могли б сприяти швидкому зношуванню фільтрувальної тканини внаслідок тертя при фізичному контакті. Форма каркасу сприяє ефективній регенерації фільтрувальної тканини під час зворотного продування рукава: під час роботи фільтру тканинні рукава приймають форму шестикутної призми, грані якої в поперечному перетині є дугами, опуклою стороною орієнтованими в центр вищезгаданої геометричної фігури. При зворотному продуванні тканина змінює форму на циліндричну внаслідок великого внутрішнього тиску, що порушує цілісність шару пилу більш ефективно, ніж у тому випадку, коли каркас надає фільтрувальній тканині постійну форму циліндру. Суть корисної моделі пояснюється за допомогою креслень: - Фіг.1 - аксонометрична проекція; - Фіг.2 - поперечний перетин рукавного каркасу, що заявляється; - Фіг.3 - місце кріплення металевих дротів з кільцеподібними подовжніми елементами. Рукавний каркас містить прямолінійні металеві дроти 1, до яких послідовно приварюються елементи 2 механічного кріплення дротів з кільцеподібними подовжніми елементами 3. Корисна модель працює таким чином: дротяний каркас підтримує тканинний рукав у робочому 5 49257 положенні. З боку зовнішньої поверхні рукава підводиться брудний газ, який, проходячи через шар пилу і фільтрувальний матеріал, очищується, і потрапляє через внутрішню поверхню фільтрувального рукава в камеру чистого газу, а звідти - в атмосферу. Пил, що осів на зовнішній поверхні тканинного рукава, може видалятись шляхом зворотного продування атмосферним або очищеним повітрям. В процесі зворотного продування тканина під підвищеним внутрішнім тиском змінює фор Комп’ютерна верстка Л. Ціхановська 6 му на циліндричну. Оскільки кільцеподібні подовжні елементи 3 і зовнішній тиск до моменту зворотного продування надавали тканині форму шестикутної призми, грані якої в поперечному перетині є дугами, опуклою стороною орієнтованими в центр вищезгаданої геометричної фігури, відбувається істотна деформація тканини, що порушує цілісність шару пилу більш ефективно, ніж в тому випадку, коли каркас надає фільтрувальній тканині постійну форму циліндру. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFrame of filter bag
Автори англійськоюMolchanov Volodymyr Mykolaiovych, Molchanov Oleksandr Volodymyrovych
Назва патенту російськоюКаркас фильтровального рукава
Автори російськоюМолчанов Владимир Николаевич, Молчанов Александр Владимирович
МПК / Мітки
МПК: B01D 46/02
Мітки: фільтрувального, каркас, рукава
Код посилання
<a href="https://ua.patents.su/3-49257-karkas-filtruvalnogo-rukava.html" target="_blank" rel="follow" title="База патентів України">Каркас фільтрувального рукава</a>
Рукавний каркас з вузлом кріплення рукава в рукавній дошці фільтра
Номер патенту: 13129
Опубліковано: 15.03.2006
Автори: Молчанов Володимир Миколайович, Давидов Григорій Натанович
МПК: B01D 46/02
Мітки: каркас, дошці, рукавній, вузлом, рукава, кріплення, фільтра
Формула / Реферат:
1. Рукавний каркас з вузлом кріплення рукава в рукавній дошці фільтра, до складу якого входять дротяний каркас, установлений всередині фільтра, та установлене в кінцевій петлі верхньої частини рукава металеве кільце, внутрішній діаметр якого дорівнює діаметру отвору рукавної дошки, який відрізняється тим, що каркас складається з кількох секцій і кожна секція формується з дротів і кільцевих елементів, які мають замки, утворені згинанням...
Пристрій для кріплення фільтрувального рукава в рукавній дошці
Номер патенту: 18426
Опубліковано: 15.11.2006
Автори: Молчанов Володимир Миколайович, Давидов Григорій Натанович
МПК: B01D 46/02
Мітки: фільтрувального, кріплення, пристрій, рукава, дошці, рукавній
Формула / Реферат:
Пристрій для кріплення фільтрувального рукава в рукавній дошці, що містить обтягнутий фільтрувальною тканиною дротяний каркас, який відрізняється тим, що дротяний каркас складається з секцій, кожна з яких виконана у вигляді поперечних сепараторів, які з'єднуються за допомогою подовжніх елементів таким чином, що конструкція каркаса додає фільтрувальній тканині у горизонтальному перерізі форму 8-12 - променевої зірки.
Вузол кріплення каркасного фільтрувального рукава
Номер патенту: 3808
Опубліковано: 15.12.2004
Автори: Бережинський Яків Зинов'євич, Бережинський Олександр Якович, Лухтура Георгій Миколайович
МПК: B01D 46/02
Мітки: каркасного, фільтрувального, рукава, вузол, кріплення
Формула / Реферат:
Вузол кріплення каркасного фільтрувального рукава, що включає рукавну плиту з отвором, каркасний фільтрувальний рукав з втулкою, яка встановлена в отворі рукавної плити, ущільнення, що розташоване між втулкою і рукавною плитою, і фіксатор, що розташований на верхній частині втулки, яка виступає над рукавною плитою, з можливістю опирання на рукавну плиту, який відрізняється тим, що втулка виконана з кільцевою проточкою в місці контакту з...
Каркас кузова автобуса
Номер патенту: 43736
Опубліковано: 25.08.2009
Автор: Бутко Володимир Іванович
МПК: B62D 31/00, B62D 27/00, B62D 25/00
Мітки: каркас, автобуса, кузова
Формула / Реферат:
1. Каркас кузова автобуса, що включає жорстко з'єднані у просторову конструкцію каркаси лівої і правої боковин, утворених вертикальними, горизонтальними та похилими елементами з місцями для розташування передніх та задніх коліс, каркас задньої частини, утворений вертикальними та горизонтальними елементами, та каркас підлоги, утворений повздовжніми та поперечними елементами, який відрізняється тим, що додатково містить каркас даху, утворений...
Каркас для швидкого монтажу та подальшого оздоблення віконних відкосів
Номер патенту: 29094
Опубліковано: 10.01.2008
Автор: Тараненко Юрій Вікторович
МПК: E06B 3/00
Мітки: монтажу, швидкого, каркас, подальшого, відкосів, віконних, оздоблення
Формула / Реферат:
Каркас для швидкого монтажу та подальшого оздоблювання віконних відкосів, що має форму прямокутника з внутрішніми горизонтальними перемичками, містить профілі П-подібного перерізу, який відрізняється тим, що профілі з’єднані з використанням принципу телескопа, що дозволяє змінювати габаритні розміри каркаса.
Попередній патент: Магніточутливий сенсор
Наступний патент: Пристрій регенерації осаджувальних та коронуючих електродів
Випадковий патент: Спосіб вимірювання діаметра циліндричних виробів оптико-електронною системою