Спосіб обточування (розточування) деталей з припуском перемінного перерізу
Формула / Реферат
Спосіб обточування деталей з припуском перемінного перерізу, при якому частоту обертання деталі поступово змінюють, підтримуючи постійність швидкості різання, який відрізняється тим, що під час обробки змінюють не тільки частоту обертання деталі, але і величину подачі на її оберт за законом, який забезпечує постійність площі поперечного перерізу шару металу, зрізуваного за оберт деталі.
Текст
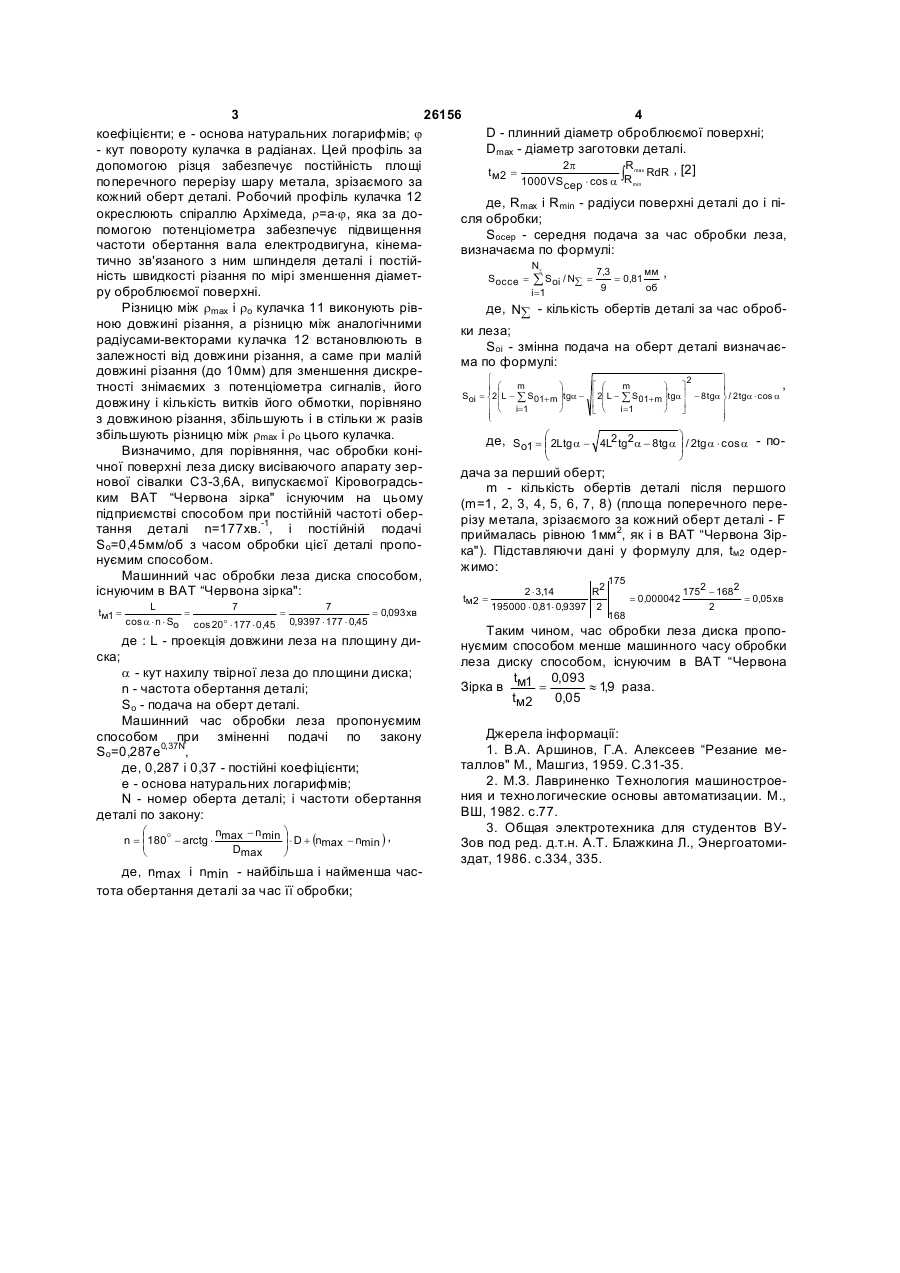
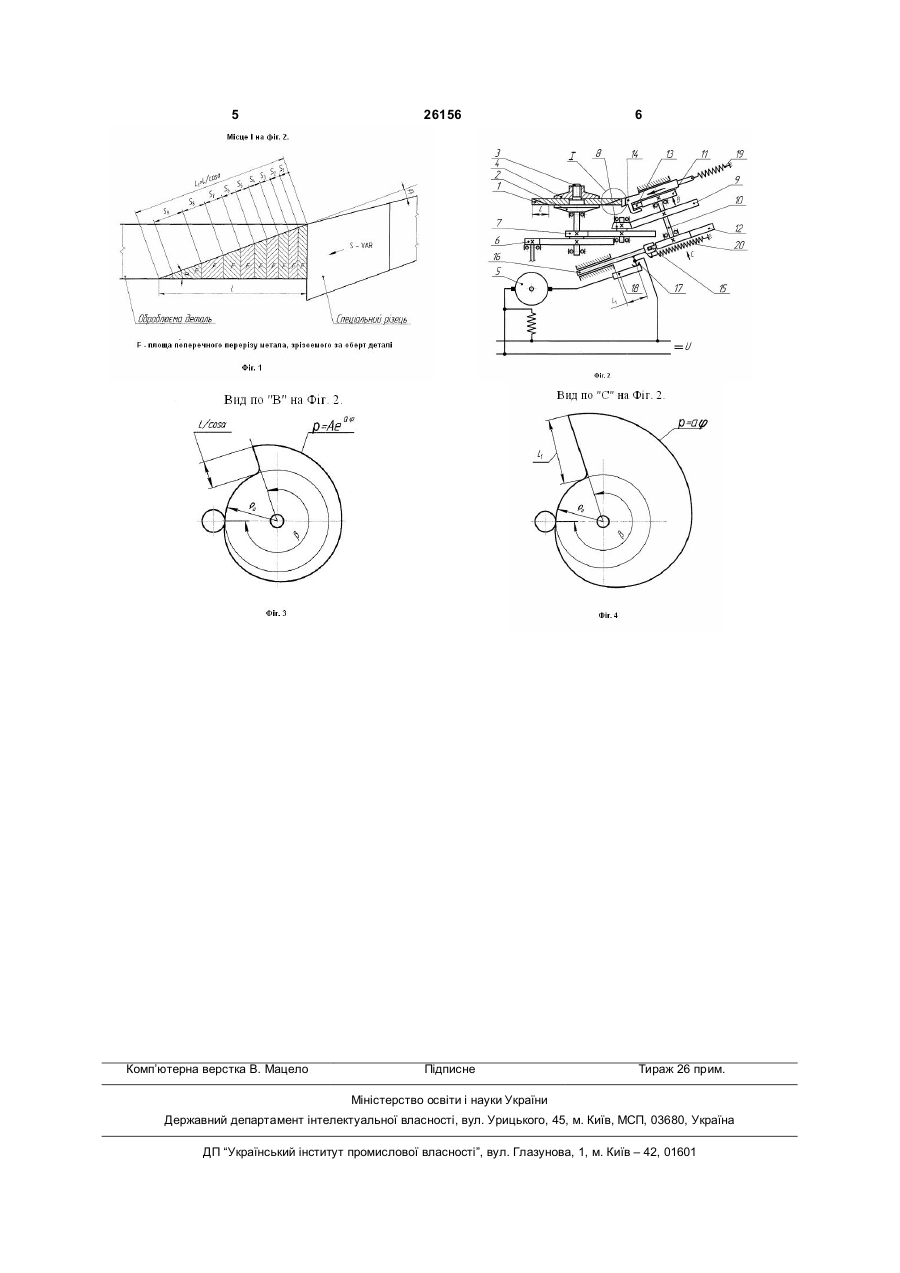
Спосіб обточування деталей з припуском перемінного перерізу, при якому частоту обертання 3 26156 4 D - плинний діаметр оброблюємої поверхні; коефіцієнти; е - основа натуральних логарифмів; j Dmax - діаметр заготовки деталі. - кут повороту кулачка в радіанах. Цей профіль за 2p R допомогою різця забезпечує постійність площі RdR , [2] tм2 = 1000 VSсер × cos a òR поперечного перерізу шару метала, зрізаємого за кожний оберт деталі. Робочий профіль кулачка 12 де, Rmax і Rmin - радіуси поверхні деталі до і піокреслюють спіраллю Архімеда, r= а×j, яка за досля обробки; помогою потенціометра забезпечує підвищення Socep - середня подача за час обробки леза, частоти обертання вала електродвигуна, кінемавизначаєма по формулі: тично зв'язаного з ним шпинделя деталі і постійN 7,3 мм , ність швидкості різання по мірі зменшення діаметSoссе = å Soi / Nå = = 0,81 9 об i =1 ру оброблюємої поверхні. Різницю між rmах і rо кулачка 11 виконують рівде, Nå - кількість обертів деталі за час обробною довжині різання, а різницю між аналогічними ки леза; радіусами-векторами кулачка 12 встановлюють в Soi - змінна подача на оберт деталі визначаєзалежності від довжини різання, а саме при малій ма по формулі: довжині різання (до 10мм) для зменшення дискреü ì 2 é æ ù , ö ö m m ï ï æ тності знімаємих з потенціометра сигналів, його ï ï Soi = í2 çL - å S01+ m ÷tga - ê 2ç L - å S01+ m ÷tga ú - 8 tga ý / 2 tga × cos a ÷ ç ÷ ç довжину і кількість витків його обмотки, порівняно ê ú ï ï è i =1 i=1 ø ø ë è û ï ï þ î з довжиною різання, збільшують і в стільки ж разів збільшують різницю між rmах i rо цього кулачка. ö æ де, So1 = ç 2Ltg a - 4L2 tg2a - 8tg a ÷ / 2tg a × cos a - по÷ ç Визначимо, для порівняння, час обробки коніø è чної поверхні леза диску висіваючого апарату зердача за перший оберт; нової сівалки С3-3,6А, випускаємої Кіровоградсьm - кількість обертів деталі після першого ким ВАТ “Червона зірка" існуючим на цьому (m=1, 2, 3, 4, 5, 6, 7, 8) (площа поперечного перепідприємстві способом при постійній частоті оберрізу метала, зрізаємого за кожний оберт деталі - F тання деталі n=177хв.-1, і постійній подачі приймалась рівною 1мм2, як і в ВАТ “Червона ЗірSo=0,45мм/об з часом обробки цієї деталі пропока"). Підставляючи дані у формулу для, tм2 одернуємим способом. жимо: Машинний час обробки леза диска способом, 175 2 × 3,14 R2 1752 - 1682 існуючим в ВАТ “Червона зірка": = t = 0,000042 = 0,05 хв max min å tм1 = 7 7 L = = = 0,093 хв cos a × n × So cos 20o × 177 × 0,45 0,9397 × 177 × 0,45 де : L - проекція довжини леза на площину диска; a - кут нахилу твірної леза до площини диска; n - частота обертання деталі; So - подача на оберт деталі. Машинний час обробки леза пропонуємим способом при зміненні подачі по закону So=0,287e0,37N, де, 0,287 і 0,37 - постійні коефіцієнти; e - основа натуральних логарифмів; N - номер оберта деталі; і частоти обертання деталі по закону: æ - nmin ö n ÷ × D + (nmax - nmin ) , n = ç180o - arctg × max ç ÷ Dmax è ø де, nmax і nmin - найбільша і найменша частота обертання деталі за час її обробки; м2 195000 × 0,81× 0,9397 2 168 2 Таким чином, час обробки леза диска пропонуємим способом менше машинного часу обробки леза диску способом, існуючим в ВАТ “Червона 0,093 t Зірка в м1 = » 1,9 раза. tм2 0,05 Джерела інформації: 1. В.А. Аршинов, Г.А. Алексеев “Резание металлов" М., Машгиз, 1959. С.31-35. 2. М.З. Лавриненко Технология машиностроения и технологические основы автоматизации. М., ВШ, 1982. с.77. 3. Общая электротехника для студентов ВУЗов под ред. д.т.н. А.Т. Блажкина Л., Энергоатомиздат, 1986. с.334, 335. 5 Комп’ютерна верстка В. Мацело 26156 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining components with variable section allowance
Автори англійськоюBezuhlyi Leonid Ivanovych
Назва патенту російськоюСпособ обточки (расточки) деталей с припуском переменного сечения
Автори російськоюБезуглый Леонид Иванович
МПК / Мітки
МПК: B23B 1/00
Мітки: обточування, перерізу, розточування, припуском, спосіб, деталей, перемінного
Код посилання
<a href="https://ua.patents.su/3-26156-sposib-obtochuvannya-roztochuvannya-detalejj-z-pripuskom-pereminnogo-pererizu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обточування (розточування) деталей з припуском перемінного перерізу</a>
Спосіб поздовжньої прокатки штаб перемінного перерізу із профільованими поверхнями
Номер патенту: 18115
Опубліковано: 01.07.1997
Автор: Шломчак Георгій Григорович
МПК: B21H 8/00
Мітки: профільованими, прокатки, поздовжньої, перерізу, спосіб, поверхнями, штаб, перемінного
Формула / Реферат:
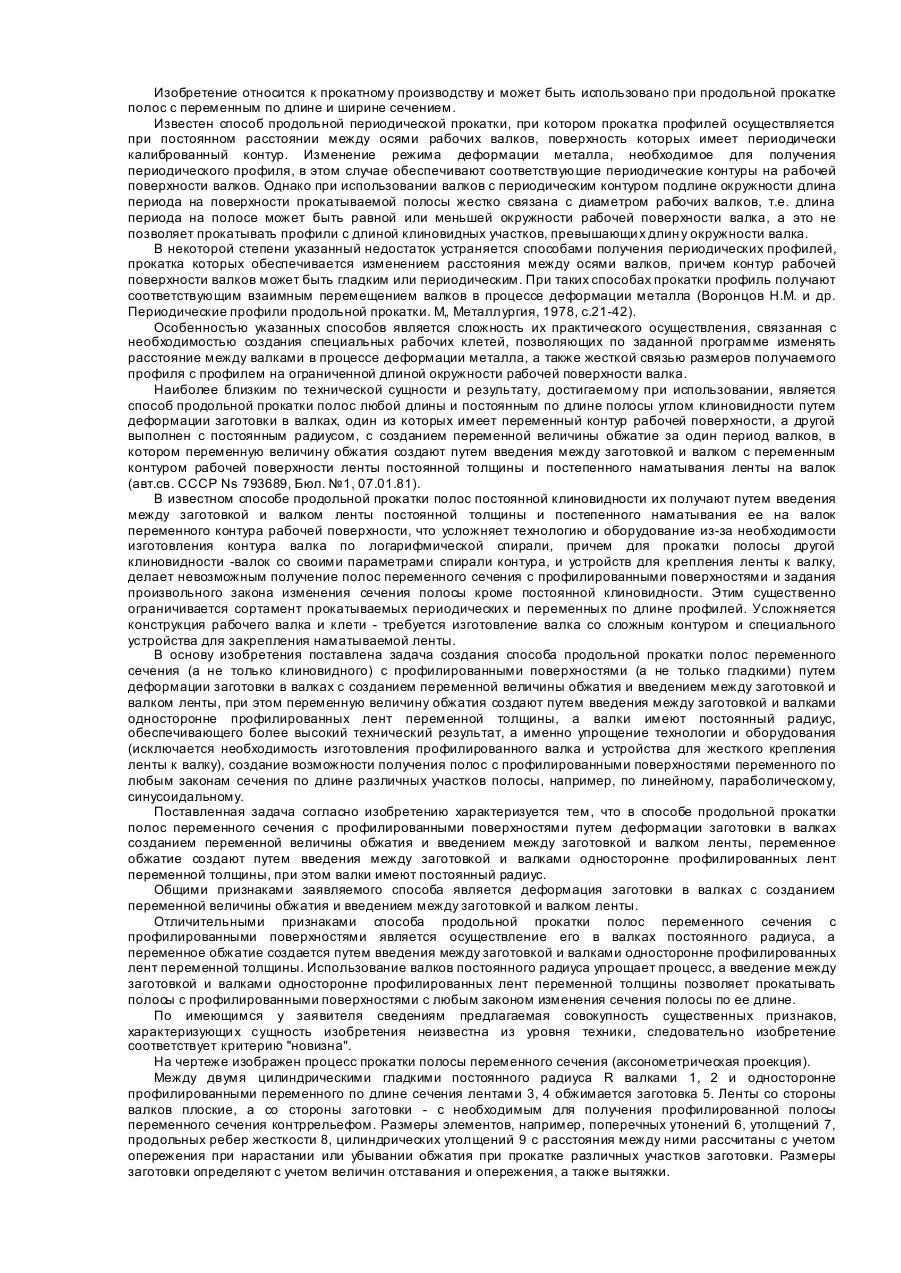
Способ продольной прокатки полос переменного сечения с профилированными поверхностями путем деформации заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты, отличающийся тем, что переменную величину обжатия создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, при этом валки имеют постоянный радиус.
Вітрильне судно з крилами перемінного перерізу
Номер патенту: 16973
Опубліковано: 29.08.1997
Автори: Тарасов Ігор Валерійович, Тарасов Валерій Віталійович
МПК: B63B 41/00
Мітки: перемінного, судно, вітрильне, перерізу, крилами
Формула / Реферат:
І. Парусное судно с крыльями переменного сечения, содержащее корпус с балластом и парусным снаряжением, прикрепленные к корпусу крылья и механизм привода крыльев, отличающееся тем,что крылья шарнирно прикреплены к верхней части борта выше ватерлинии с возможностью поворота вокруг продольной оси шарнира так, что местом крепления к борту крыло разделено на верхнюю и нижнюю части, при этом указанная верхняя часть крыла шарнирно связана с...
Захоплювач профільних деталей з змінними параметрами відповідно до поперечного перерізу деталі (конструкції)
Номер патенту: 46240
Опубліковано: 15.05.2002
Автор: Ясиновий Анатолій Сергійович
МПК: B25B 25/00
Мітки: поперечного, параметрами, конструкції, захоплювач, перерізу, деталей, змінними, відповідно, профільних, деталі
Формула / Реферат:
Захоплювач профільних деталей (конструкцій), що містить основний важіль і два додаткових, який відрізняється тим, що основний важіль виконаний у вигляді двох протилежних одна одній площин з вертикальними прорізами, яких один і більше, до подовжніх прорізів, площини не жорстко приєднані до силової шпильки, один кінець якої з різзю взаємодіє з упорною гайкою з відповідною різзю, а другий кінець аналогічно - різзю з зрізаним конусом, центральним...
Пристрій для розточування кільцевих канавок в отворах корпусних деталей
Номер патенту: 52117
Опубліковано: 16.12.2002
Автори: Матвійчук Анатолій Васильович, Гевко Ігор Богданович
МПК: B23B 35/00, B23B 41/00
Мітки: деталей, кільцевих, розточування, корпусних, канавок, пристрій, отворах
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах корпусних деталей, який виконаний у вигляді хвостовика, що є в контакті з центрувальною втулкою, в нижній частині якої радіальнo розміщені розточувальні різці, а у верхній частині втулки рівномірно по колу розміщені пальці, які є в контакті з відповідними пазами хвостовика і центральної втулки, а центрування пристрою здійснено за допомогою центрувального корпусу, який відрізняється тим,...
Спосіб розточування шнекових спіралей і пристрій для його здійснення
Номер патенту: 49467
Опубліковано: 16.09.2002
Автори: Гевко Ігор Богданович, Лещук Роман Ярославович, Геник Ігор Степанович, Гудь Віктор Зеновійович
МПК: B23B 5/00
Мітки: розточування, спосіб, шнекових, спіралей, пристрій, здійснення
Формула / Реферат:
1. Спосіб розточування шнекових спіралей, який полягає в тому, що шнековій спіралі надають обертання навколо своєї осі, а різцю - поступального переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що шнекову спіраль, яка обробляється по зовнішній поверхні, поміщають у внутрішній отвір оправи з мінімальним кроком і при затиску підтискають буртиком притискного диска, при цьому зусилля затиску більше від зусилля різання при...
Попередній патент: Привід круглов’язальної машини
Наступний патент: Спосіб автоматичного керування процесом виробництва натурального оцту
Випадковий патент: Спосіб пневматичного транспортування сипучих матеріалів і пристрій для його здійснення