Шаблон для програмованого розташування зерен надтвердих матеріалів в робочому шарі абразивного інструменту
Номер патенту: 50932
Опубліковано: 25.06.2010
Автори: Черних Валентина Петрівна, Ситник Борис Васильович, Лавріненко Валерій Іванович
Формула / Реферат
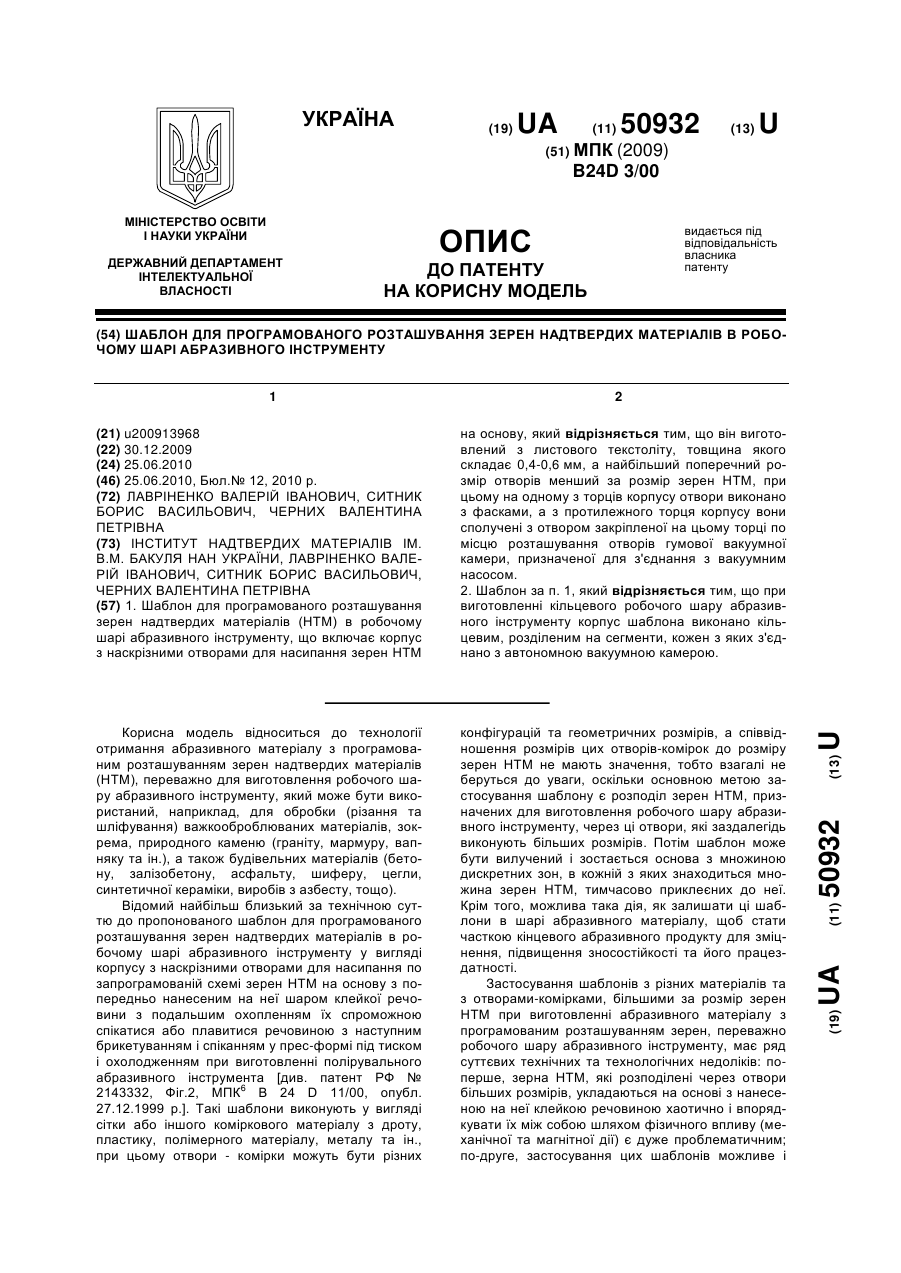
1. Шаблон для програмованого розташування зерен надтвердих матеріалів (НТМ) в робочому шарі абразивного інструменту, що включає корпус з наскрізними отворами для насипання зерен НТМ на основу, який відрізняється тим, що він виготовлений з листового текстоліту, товщина якого складає 0,4-0,6 мм, а найбільший поперечний розмір отворів менший за розмір зерен НТМ, при цьому на одному з торців корпусу отвори виконано з фасками, а з протилежного торця корпусу вони сполучені з отвором закріпленої на цьому торці по місцю розташування отворів гумової вакуумної камери, призначеної для з'єднання з вакуумним насосом.
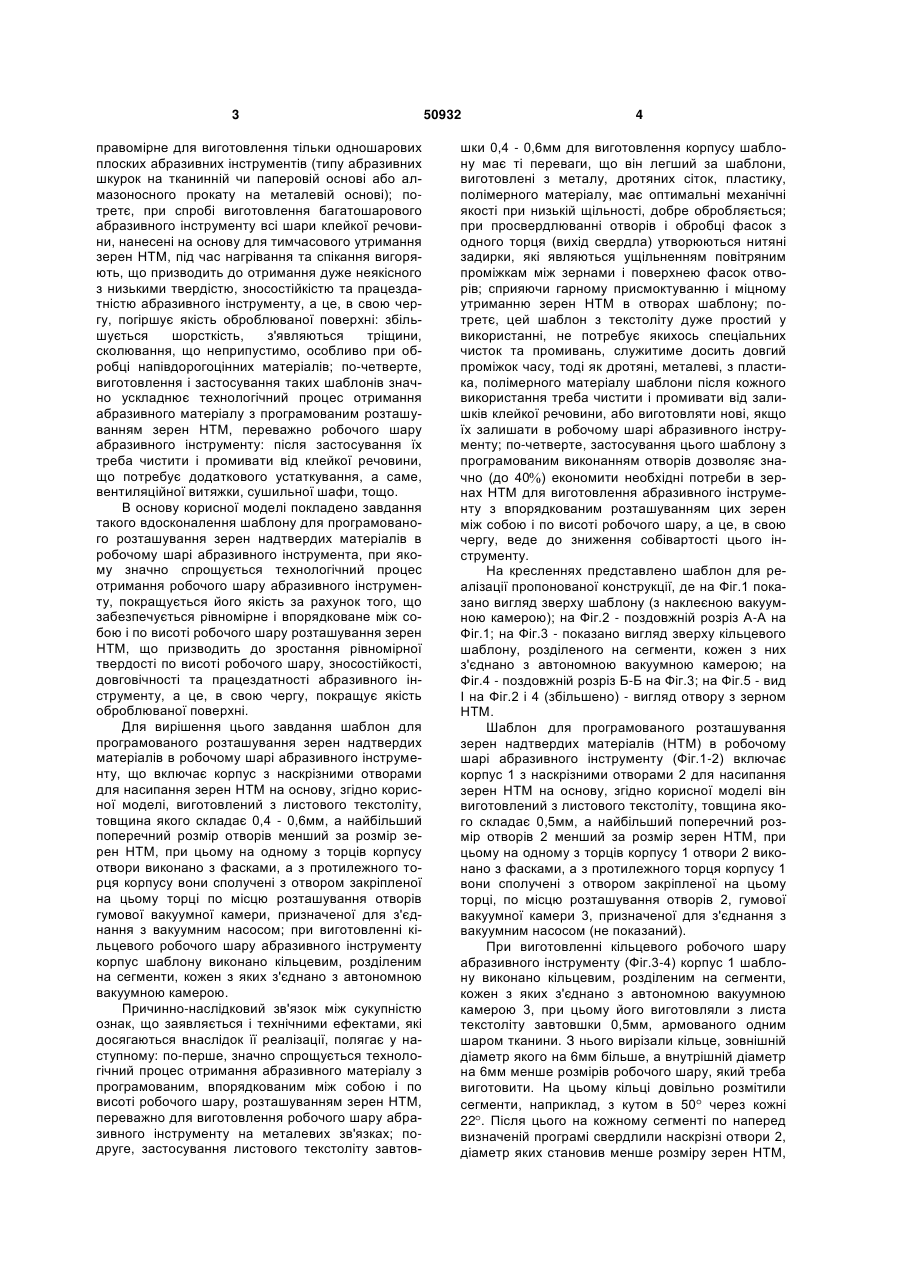
2. Шаблон за п. 1, який відрізняється тим, що при виготовленні кільцевого робочого шару абразивного інструменту корпус шаблона виконано кільцевим, розділеним на сегменти, кожен з яких з'єднано з автономною вакуумною камерою.
Текст
1. Шаблон для програмованого розташування зерен надтвердих матеріалів (НТМ) в робочому шарі абразивного інструменту, що включає корпус з наскрізними отворами для насипання зерен НТМ 3 правомірне для виготовлення тільки одношарових плоских абразивних інструментів (типу абразивних шкурок на тканинній чи паперовій основі або алмазоносного прокату на металевій основі); потретє, при спробі виготовлення багатошарового абразивного інструменту всі шари клейкої речовини, нанесені на основу для тимчасового утримання зерен НТМ, під час нагрівання та спікання вигоряють, що призводить до отримання дуже неякісного з низькими твердістю, зносостійкістю та працездатністю абразивного інструменту, а це, в свою чергу, погіршує якість оброблюваної поверхні: збільшується шорсткість, з'являються тріщини, сколювання, що неприпустимо, особливо при обробці напівдорогоцінних матеріалів; по-четверте, виготовлення і застосування таких шаблонів значно ускладнює технологічний процес отримання абразивного матеріалу з програмованим розташуванням зерен НТМ, переважно робочого шару абразивного інструменту: після застосування їх треба чистити і промивати від клейкої речовини, що потребує додаткового устаткування, а саме, вентиляційної витяжки, сушильної шафи, тощо. В основу корисної моделі покладено завдання такого вдосконалення шаблону для програмованого розташування зерен надтвердих матеріалів в робочому шарі абразивного інструмента, при якому значно спрощується технологічний процес отримання робочого шару абразивного інструменту, покращується його якість за рахунок того, що забезпечується рівномірне і впорядковане між собою і по висоті робочого шару розташування зерен НТМ, що призводить до зростання рівномірної твердості по висоті робочого шару, зносостійкості, довговічності та працездатності абразивного інструменту, а це, в свою чергу, покращує якість оброблюваної поверхні. Для вирішення цього завдання шаблон для програмованого розташування зерен надтвердих матеріалів в робочому шарі абразивного інструменту, що включає корпус з наскрізними отворами для насипання зерен НТМ на основу, згідно корисної моделі, виготовлений з листового текстоліту, товщина якого складає 0,4 - 0,6мм, а найбільший поперечний розмір отворів менший за розмір зерен НТМ, при цьому на одному з торців корпусу отвори виконано з фасками, а з протилежного торця корпусу вони сполучені з отвором закріпленої на цьому торці по місцю розташування отворів гумової вакуумної камери, призначеної для з'єднання з вакуумним насосом; при виготовленні кільцевого робочого шару абразивного інструменту корпус шаблону виконано кільцевим, розділеним на сегменти, кожен з яких з'єднано з автономною вакуумною камерою. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними ефектами, які досягаються внаслідок її реалізації, полягає у наступному: по-перше, значно спрощується технологічний процес отримання абразивного матеріалу з програмованим, впорядкованим між собою і по висоті робочого шару, розташуванням зерен НТМ, переважно для виготовлення робочого шару абразивного інструменту на металевих зв'язках; подруге, застосування листового текстоліту завтов 50932 4 шки 0,4 - 0,6мм для виготовлення корпусу шаблону має ті переваги, що він легший за шаблони, виготовлені з металу, дротяних сіток, пластику, полімерного матеріалу, має оптимальні механічні якості при низькій щільності, добре обробляється; при просвердлюванні отворів і обробці фасок з одного торця (вихід свердла) утворюються нитяні задирки, які являються ущільненням повітряним проміжкам між зернами і поверхнею фасок отворів; сприяючи гарному присмоктуванню і міцному утриманню зерен НТМ в отворах шаблону; потретє, цей шаблон з текстоліту дуже простий у використанні, не потребує якихось спеціальних чисток та промивань, служитиме досить довгий проміжок часу, тоді як дротяні, металеві, з пластика, полімерного матеріалу шаблони після кожного використання треба чистити і промивати від залишків клейкої речовини, або виготовляти нові, якщо їх залишати в робочому шарі абразивного інструменту; по-четверте, застосування цього шаблону з програмованим виконанням отворів дозволяє значно (до 40 ) економити необхідні потреби в зернах НТМ для виготовлення абразивного інструменту з впорядкованим розташуванням цих зерен між собою і по висоті робочого шару, а це, в свою чергу, веде до зниження собівартості цього інструменту. На кресленнях представлено шаблон для реалізації пропонованої конструкції, де на Фіг.1 показано вигляд зверху шаблону (з наклеєною вакуумною камерою); на Фіг.2 - поздовжній розріз А-А на Фіг.1; на Фіг.3 - показано вигляд зверху кільцевого шаблону, розділеного на сегменти, кожен з них з'єднано з автономною вакуумною камерою; на Фіг.4 - поздовжній розріз Б-Б на Фіг.3; на Фіг.5 - вид І на Фіг.2 і 4 (збільшено) - вигляд отвору з зерном НТМ. Шаблон для програмованого розташування зерен надтвердих матеріалів (НТМ) в робочому шарі абразивного інструменту (Фіг.1-2) включає корпус 1 з наскрізними отворами 2 для насипання зерен НТМ на основу, згідно корисної моделі він виготовлений з листового текстоліту, товщина якого складає 0,5мм, а найбільший поперечний розмір отворів 2 менший за розмір зерен НТМ, при цьому на одному з торців корпусу 1 отвори 2 виконано з фасками, а з протилежного торця корпусу 1 вони сполучені з отвором закріпленої на цьому торці, по місцю розташування отворів 2, гумової вакуумної камери 3, призначеної для з'єднання з вакуумним насосом (не показаний). При виготовленні кільцевого робочого шару абразивного інструменту (Фіг.3-4) корпус 1 шаблону виконано кільцевим, розділеним на сегменти, кожен з яких з'єднано з автономною вакуумною камерою 3, при цьому його виготовляли з листа текстоліту завтовшки 0,5мм, армованого одним шаром тканини. З нього вирізали кільце, зовнішній діаметр якого на 6мм більше, а внутрішній діаметр на 6мм менше розмірів робочого шару, який треба виготовити. На цьому кільці довільно розмітили сегменти, наприклад, з кутом в 50 через кожні 22 . Після цього на кожному сегменті по наперед визначеній програмі свердлили наскрізні отвори 2, діаметр яких становив менше розміру зерен НТМ, 5 50932 призначених для виготовлення робочого шару абразивного інструменту. З одного торця корпусу 1 шаблону (вихід свердла з отвору) виконали зенкерування цих отворів 2 на глибину 0,2мм, утворюю Комп’ютерна верстка А. Крижанівський 6 чи фаски-воронки. З другого торця на кожен сегмент з отворами 2 наклеїли автономні гумові вакуумні камери 3 і з'єднали їх з вакуумним насосом (не показаний). Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTemplate for programmed location of grains of superhard materials in working layer of abrasive tool
Автори англійськоюLavrinenko Valerii Ivanovych, Sytnyk Borys Vasyliovych, Chernykh Valentyna Petrivna
Назва патенту російськоюШаблон для программируемого расположения зерен сверхтвердых материалов в рабочем слое абразивного инструмента
Автори російськоюЛавриненко Валерий Иванович, Сытник Борис Васильевич, Черных Валентина Петровна
МПК / Мітки
МПК: B24D 3/00
Мітки: шарі, інструменту, програмованого, надтвердих, абразивного, зерен, робочому, матеріалів, розташування, шаблон
Код посилання
<a href="https://ua.patents.su/3-50932-shablon-dlya-programovanogo-roztashuvannya-zeren-nadtverdikh-materialiv-v-robochomu-shari-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Шаблон для програмованого розташування зерен надтвердих матеріалів в робочому шарі абразивного інструменту</a>
Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів
Номер патенту: 74208
Опубліковано: 15.11.2005
Автор: Ігнатенко Валерій Іванович
МПК: B30B 15/00, B22F 3/03, B22F 3/14, B30B 15/02
Мітки: прес-форма, виготовлення, абразивного, відрізних, переважно, кругів, матеріалів, надтвердих, інструменту
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструменту з надтвердих матеріалів, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині прес-форми та прилеглі до них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом основи...
Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, та пристрій для гарячого пресування при його виготовленні
Номер патенту: 29119
Опубліковано: 16.10.2000
Автори: Петренко Анатолій Петрович, Муровський Валерій Олександрович, Ігнатенко Валерій Іванович, Шепелєв Анатолій Олександрович
Мітки: інструменту, пресування, виготовлення, переважно, матеріалів, надтвердих, виготовленні, абразивного, спосіб, пристрій, гарячого
Формула / Реферат:
1. Спосіб виготовлення абразивного інструменту, переважно з надтвердих матеріалів, що включає змішування компонентів шихти, холодне формування заготовки, загрузку її в пресову камеру з наступним гарячим пресуванням шляхом нагрівання заготовки і докладання до неї тиску, який відрізняється тим, що нагрівання здійснюють локально безпосередньо пресової камери або периферійної частини поверхні, яка еквідистантно охоплює пресову камеру разом з...
Спосіб вимірювання міцності утримання абразивних зерен у зв’язці абразивного інструменту
Номер патенту: 32598
Опубліковано: 26.05.2008
Автори: Коновалов Валерій Олексійович, Шатохін Володимир Володимирович
МПК: G01N 33/40
Мітки: спосіб, міцності, абразивного, утримання, зерен, абразивних, інструменту, зв'язці, вимірювання
Формула / Реферат:
Спосіб вимірювання міцності утримання абразивних зерен у зв'язці абразивного інструменту, який включає закріплення на столі зразка, виконаного із зв'язки з закріпленими в ній абразивними зернами, що виступають відносно поверхні зв'язки на величину, що перевищує 1/2 їх висоти, з наступним переміщенням робочого елемента відносно поверхні зразка, в процесі якого здійснюють навантаження безпосередньо абразивних зерен почергово до вириву їх із...
Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен
Номер патенту: 41885
Опубліковано: 10.06.2009
Автори: Черних Валентина Петрівна, Ситник Борис Васильович, Лавріненко Валерій Іванович
МПК: B24D 11/00, B24D 3/00
Мітки: розташуванням, програмованим, зерен, спосіб, отримання, матеріалу, абразивного
Формула / Реферат:
1. Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен, переважно для виготовлення робочого шару абразивного інструменту, що включає розподіл зерен надтвердого матеріалу (НТМ) на основі по наперед запрограмованій схемі за допомогою шаблона з отворами, який розташовують напроти основи, і виконують брикетування і спікання у прес-формі під тиском з наступним охолодженням, який відрізняється тим, що попередньо зерна...
Спосіб виготовлення робочого шару абразивного інструменту
Номер патенту: 26338
Опубліковано: 10.09.2007
Автори: Лавріненко Валерій Іванович, Ситник Борис Васильович, Ткач Василь Миколайович, Пасічний Олег Олегович
МПК: B24D 3/00
Мітки: шару, інструменту, абразивного, робочого, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення робочого шару абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку, брикетування і спікання її в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що брикетування по висоті робочого шару інструменту здійснюють пошарово.
Попередній патент: Спосіб отримання алмазного композиційного матеріалу
Наступний патент: Механізоване сховище вантажів
Випадковий патент: Спосіб прогнозування зрощення перелому