Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен
Номер патенту: 41885
Опубліковано: 10.06.2009
Автори: Ситник Борис Васильович, Черних Валентина Петрівна, Лавріненко Валерій Іванович
Формула / Реферат
1. Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен, переважно для виготовлення робочого шару абразивного інструменту, що включає розподіл зерен надтвердого матеріалу (НТМ) на основі по наперед запрограмованій схемі за допомогою шаблона з отворами, який розташовують напроти основи, і виконують брикетування і спікання у прес-формі під тиском з наступним охолодженням, який відрізняється тим, що попередньо зерна надтвердого матеріалу утримують за допомогою шаблона з отворами, розмір яких менший за розмір зерен НТМ, котрий жорстко з'єднують з вакуумними камерами, призначеними для їхнього сполучення з вакуумним насосом, після чого шаблон з тимчасово утримуваними за допомогою вакууму зернами НТМ на його зовнішній поверхні переносять і розташовують напроти основи, потім знімають вакуум.
2. Спосіб за п. 1, який відрізняється тим, що основу виконують з суміші металевих порошків з іншими компонентами, після пошарової засипки якої і пошарового розподілу зерен НТМ на поверхні кожного з шарів основи з пошаровим підпресуванням здійснюють брикетування і спікання абразивного матеріалу в прес-формі під тиском з наступним охолодженням.
Текст
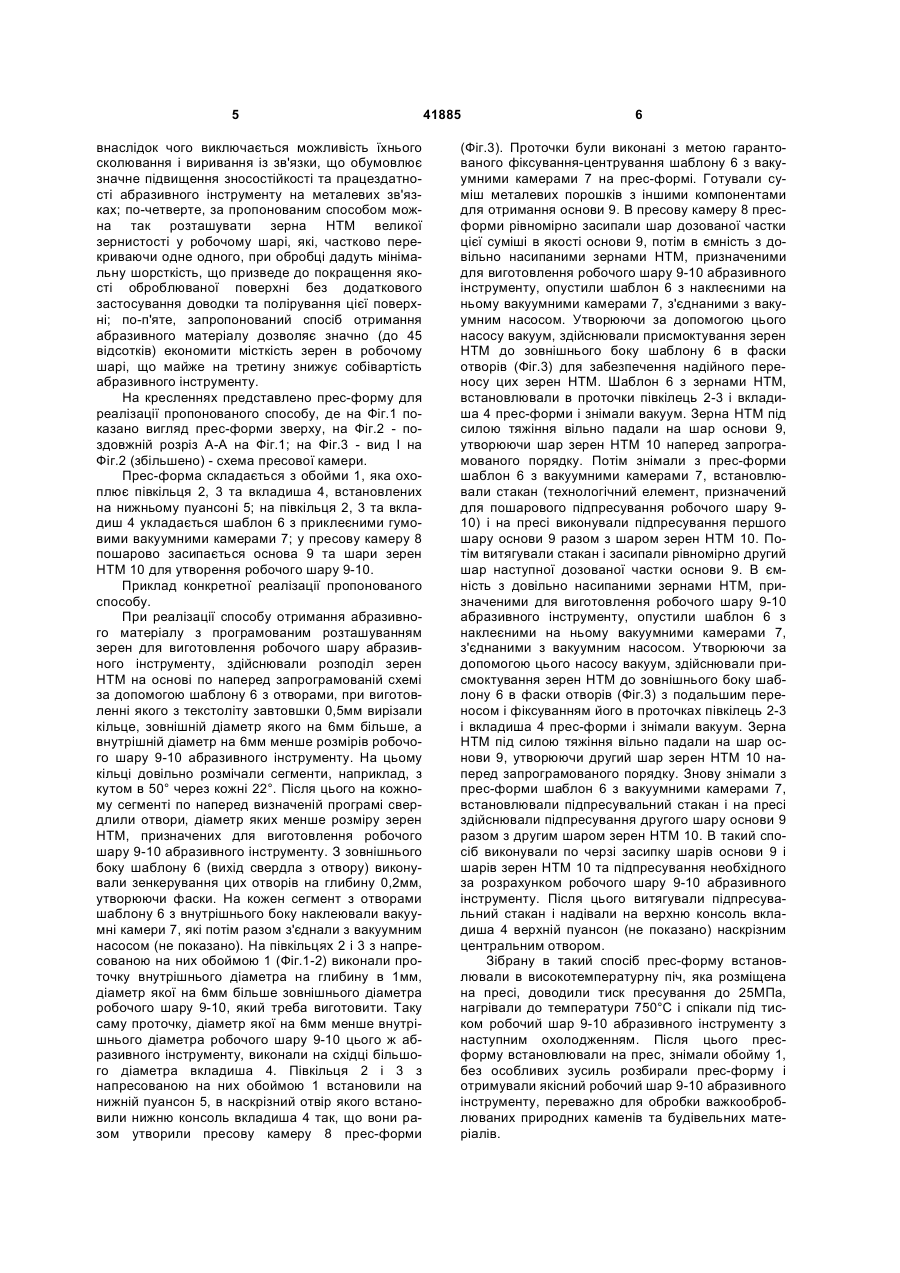
1. Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен, переважно для виготовлення робочого шару абразивного інструменту, що включає розподіл зерен надтвердого матеріалу (НТМ) на основі по наперед запрограмованій схемі за допомогою шаблона з отворами, який розташовують напроти основи, і виконують брикетування і спікання у прес-формі U 1 3 вини, на який після розміщення шаблону напроти основи через його отвори розподіляють зерна надтвердих матеріалів. За цим способом можлива орієнтація зерен НТМ до того, як вони будуть закріплені постійно. Застосовуючи механічну дію, наприклад, струшування або вібрацію основи з тимчасово закріпленими клейкою речовиною зернами HTM, вони повинні будуть наближатися до стабільного розміщення. Застосовуючи силу магнітного струму до таких зерен як алмази, їх можливо зорієнтувати згідно їх кристалографічній структурі та лініям магнітної дії. Такий спосіб має ряд суттєвих технічних та технологічних недоліків: поперше, він складний і громіздкий, оскільки має чисельне оснащення та обладнання для виготовлення полірувальних абразивних інструментів; подруге, за цим способом виготовляють тільки одношаровий плоский інструмент (типу абразивної шкурки на паперовій чи тканинній основі, або алмазоносний прокат на металевій основі), крім того, на наш погляд, неможливо впорядкувати приклеєні на основі неметалізовані зерна НТМ шляхом фізичного впливу (механічної та магнітної дії); потретє, при спробі виготовлення по цьому способу багатошарового абразивного матеріалу всі шари клейкої речовини, нанесені на основу під час нагрівання та спікання, вигоряють; при цьому утворюються гази і продукти згоряння, які призводять до появи порожнин, раковин, відшарування робочого шару абразивного інструменту, це, як наслідок, дає значне зниження твердості по висоті робочого шару, що в значній мірі зменшує зносостійкість абразивного інструменту, його працездатність і довговічність, а також суттєво погіршує якість оброблюваної поверхні; по-четверте, зниження твердості робочого шару абразивного інструменту автоматично веде до зменшення сил утримання зерен, їх нерівномірного виступання над зв'язкою та нерівномірного навантаження, яке приходиться на кожне окреме зерно під час роботи, що призводить до їх сколювання та виривання зі зв'язки і, як наслідок, до підвищеного зносу абразивного інструменту. В основу корисної моделі покладено завдання такого вдосконалення способу отримання абразивного матеріалу з програмованим розташуванням зерен НТМ, переважно для виготовлення робочого шару абразивного інструменту, при якому за рахунок того, що зерна НТМ укладаються на основі впорядковано, пошарово з послідовною укладкою на кожний прошарок за допомогою шаблону з отворами, забезпечується виключення відшарування робочого шару при виготовленні абразивного матеріалу багатошарового абразивного інструменту, підвищення твердості абразивного матеріалу, зменшення сколювання та виривання зерен НТМ зі зв'язки і, як наслідок, підвищення зносостійкості, працездатності, довговічності, виготовленого з цього матеріалу абразивного інструменту, покращення якості оброблюваної поверхні з одночасним зменшенням витрат на його виготовлення, а за рахунок того, що здійснюють послідовне брикетування по висоті робочого шару та спікання у прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б од 41885 4 ного з компонентів, з наступним охолодженням, додатково забезпечується розширення технологічних можливостей процесу при виготовленні багатошарового абразивного матеріалу. Для цього у способі отримання абразивного матеріалу з програмованим розташуванням зерен НТМ, переважно робочого шару абразивного інструменту, що включає розподіл зерен НТМ на основі по наперед запрограмованій схемі за допомогою шаблону з отворами, який розташовують напроти основи і виконують брикетування і спікання у прес-формі під тиском з наступним охолодженням, згідно корисної моделі, попередньо зерна надтвердого матеріалу утримують за допомогою шаблону з отворами, розмір яких менший за розмір зерен НТМ, котрий жорстко з'єднують з вакуумними камерами, призначеними для їхнього сполучення з вакуумним насосом, після чого шаблон з тимчасово утримуваними на його зовнішній поверхні зернами переносять і розташовують напроти основи, потім знімають вакуум; при цьому основу виконують з суміші металевих порошків з іншими компонентами, після пошарової засипки якої і пошарового розподілу зерен НТМ на поверхні кожного з шарів основи з пошаровим підпресуванням, здійснюють брикетування і спікання робочого шару в прес-формі під тиском з наступним охолодженням. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними ефектами, які досягаються внаслідок її реалізації, полягає у наступному: по-перше, значно спрощується технологічний процес отримання абразивного матеріалу, переважно для виготовлення робочого шару абразивного інструменту на металевих зв'язках, оскільки не треба виконувати попередньо класифікацію зерен НТМ за геометричними параметрами та їх металізацію для здійснення наступного впорядкування їх у робочому шарі абразивного інструменту шляхом застосування фізичного впливу (механічної та магнітної дії) після їх розташування на основі по наперед запрограмованій схемі за допомогою шаблону з отворами; по-друге, виготовлення і застосування шаблону з отворами, розмір яких менший за розмір зерен НТМ, котрий жорстко з'єднують з вакуумними камерами, призначеними для їхнього сполучення з вакуумним насосом, за допомогою якого, утворюючи вакуум, захоплюють зерна НТМ, після чого шаблон з тимчасово утримуваними на його зовнішній поверхні зернами переносять, розташовують супроти основи і знімають вакуум, сприяє покращенню та значному спрощенню процесу пошарового розкладу зерен НТМ без застосування фізичного впливу (механічної та магнітної дії) для їх орієнтації, завдяки чому забезпечується отримання якісного абразивного інструменту з пошарово впорядкованим розташуванням зерен НТМ по висоті робочого шару та рівномірною по висоті робочого шару твердістю; по-третє, пошаровий розподіл зерен НТМ по наперед запрограмованій схемі дозволяє отримати абразивний інструмент з однаковим рівномірним виступанням зерен над зв'язкою, це, в свою чергу, сприяє активній участі усіх зерен в роботі з рівномірним навантаженням кожного окремого зерна, 5 внаслідок чого виключається можливість їхнього сколювання і виривання із зв'язки, що обумовлює значне підвищення зносостійкості та працездатності абразивного інструменту на металевих зв'язках; по-четверте, за пропонованим способом можна так розташувати зерна НТМ великої зернистості у робочому шарі, які, частково перекриваючи одне одного, при обробці дадуть мінімальну шорсткість, що призведе до покращення якості оброблюваної поверхні без додаткового застосування доводки та полірування цієї поверхні; по-п'яте, запропонований спосіб отримання абразивного матеріалу дозволяє значно (до 45 відсотків) економити місткість зерен в робочому шарі, що майже на третину знижує собівартість абразивного інструменту. На кресленнях представлено прес-форму для реалізації пропонованого способу, де на Фіг.1 показано вигляд прес-форми зверху, на Фіг.2 - поздовжній розріз А-А на Фіг.1; на Фіг.3 - вид І на Фіг.2 (збільшено) - схема пресової камери. Прес-форма складається з обойми 1, яка охоплює півкільця 2, 3 та вкладиша 4, встановлених на нижньому пуансоні 5; на півкільця 2, 3 та вкладиш 4 укладається шаблон 6 з приклеєними гумовими вакуумними камерами 7; у пресову камеру 8 пошарово засипається основа 9 та шари зерен НТМ 10 для утворення робочого шару 9-10. Приклад конкретної реалізації пропонованого способу. При реалізації способу отримання абразивного матеріалу з програмованим розташуванням зерен для виготовлення робочого шару абразивного інструменту, здійснювали розподіл зерен НТМ на основі по наперед запрограмованій схемі за допомогою шаблону 6 з отворами, при виготовленні якого з текстоліту завтовшки 0,5мм вирізали кільце, зовнішній діаметр якого на 6мм більше, а внутрішній діаметр на 6мм менше розмірів робочого шару 9-10 абразивного інструменту. На цьому кільці довільно розмічали сегменти, наприклад, з кутом в 50° через кожні 22°. Після цього на кожному сегменті по наперед визначеній програмі свердлили отвори, діаметр яких менше розміру зерен НТМ, призначених для виготовлення робочого шару 9-10 абразивного інструменту. З зовнішнього боку шаблону 6 (вихід свердла з отвору) виконували зенкерування цих отворів на глибину 0,2мм, утворюючи фаски. На кожен сегмент з отворами шаблону 6 з внутрішнього боку наклеювали вакуумні камери 7, які потім разом з'єднали з вакуумним насосом (не показано). На півкільцях 2 і 3 з напресованою на них обоймою 1 (Фіг.1-2) виконали проточку внутрішнього діаметра на глибину в 1мм, діаметр якої на 6мм більше зовнішнього діаметра робочого шару 9-10, який треба виготовити. Таку саму проточку, діаметр якої на 6мм менше внутрішнього діаметра робочого шару 9-10 цього ж абразивного інструменту, виконали на східці більшого діаметра вкладиша 4. Півкільця 2 і 3 з напресованою на них обоймою 1 встановили на нижній пуансон 5, в наскрізний отвір якого встановили нижню консоль вкладиша 4 так, що вони разом утворили пресову камеру 8 прес-форми 41885 6 (Фіг.3). Проточки були виконані з метою гарантованого фіксування-центрування шаблону 6 з вакуумними камерами 7 на прес-формі. Готували суміш металевих порошків з іншими компонентами для отримання основи 9. В пресову камеру 8 пресформи рівномірно засипали шар дозованої частки цієї суміші в якості основи 9, потім в ємність з довільно насипаними зернами НТМ, призначеними для виготовлення робочого шару 9-10 абразивного інструменту, опустили шаблон 6 з наклеєними на ньому вакуумними камерами 7, з'єднаними з вакуумним насосом. Утворюючи за допомогою цього насосу вакуум, здійснювали присмоктування зерен НТМ до зовнішнього боку шаблону 6 в фаски отворів (Фіг.3) для забезпечення надійного переносу цих зерен НТМ. Шаблон 6 з зернами НТМ, встановлювали в проточки півкілець 2-3 і вкладиша 4 прес-форми і знімали вакуум. Зерна НТМ під силою тяжіння вільно падали на шар основи 9, утворюючи шар зерен НТМ 10 наперед запрограмованого порядку. Потім знімали з прес-форми шаблон 6 з вакуумними камерами 7, встановлювали стакан (технологічний елемент, призначений для пошарового підпресування робочого шару 910) і на пресі виконували підпресування першого шару основи 9 разом з шаром зерен НТМ 10. Потім витягували стакан і засипали рівномірно другий шар наступної дозованої частки основи 9. В ємність з довільно насипаними зернами НТМ, призначеними для виготовлення робочого шару 9-10 абразивного інструменту, опустили шаблон 6 з наклеєними на ньому вакуумними камерами 7, з'єднаними з вакуумним насосом. Утворюючи за допомогою цього насосу вакуум, здійснювали присмоктування зерен НТМ до зовнішнього боку шаблону 6 в фаски отворів (Фіг.3) з подальшим переносом і фіксуванням його в проточках півкілець 2-3 і вкладиша 4 прес-форми і знімали вакуум. Зерна НТМ під силою тяжіння вільно падали на шар основи 9, утворюючи другий шар зерен НТМ 10 наперед запрограмованого порядку. Знову знімали з прес-форми шаблон 6 з вакуумними камерами 7, встановлювали підпресувальний стакан і на пресі здійснювали підпресування другого шару основи 9 разом з другим шаром зерен НТМ 10. В такий спосіб виконували по черзі засипку шарів основи 9 і шарів зерен НТМ 10 та підпресування необхідного за розрахунком робочого шару 9-10 абразивного інструменту. Після цього витягували підпресувальний стакан і надівали на верхню консоль вкладиша 4 верхній пуансон (не показано) наскрізним центральним отвором. Зібрану в такий спосіб прес-форму встановлювали в високотемпературну піч, яка розміщена на пресі, доводили тиск пресування до 25МПа, нагрівали до температури 750°С і спікали під тиском робочий шар 9-10 абразивного інструменту з наступним охолодженням. Після цього пресформу встановлювали на прес, знімали обойму 1, без особливих зусиль розбирали прес-форму і отримували якісний робочий шар 9-10 абразивного інструменту, переважно для обробки важкооброблюваних природних каменів та будівельних матеріалів. 7 Комп’ютерна верстка М. Ломалова 41885 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing abrasive material with programmed arrangement of grains
Автори англійськоюLavrinenko Valerii Ivanovych, Sytnyk Borys Vasyliovych, Chernykh Valentyna Petrivna
Назва патенту російськоюСпособ получения абразивного материала с программируемым расположением зерен
Автори російськоюЛавриненко Валерий Иванович, Сытник Борис Васильевич, Черных Валентина Петровна
МПК / Мітки
МПК: B24D 11/00, B24D 3/00
Мітки: матеріалу, зерен, абразивного, спосіб, отримання, розташуванням, програмованим
Код посилання
<a href="https://ua.patents.su/4-41885-sposib-otrimannya-abrazivnogo-materialu-z-programovanim-roztashuvannyam-zeren.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання абразивного матеріалу з програмованим розташуванням зерен</a>
Спосіб вимірювання міцності утримання абразивних зерен у зв’язці абразивного інструменту
Номер патенту: 32598
Опубліковано: 26.05.2008
Автори: Коновалов Валерій Олексійович, Шатохін Володимир Володимирович
МПК: G01N 33/40
Мітки: міцності, спосіб, абразивного, вимірювання, утримання, зв'язці, інструменту, зерен, абразивних
Формула / Реферат:
Спосіб вимірювання міцності утримання абразивних зерен у зв'язці абразивного інструменту, який включає закріплення на столі зразка, виконаного із зв'язки з закріпленими в ній абразивними зернами, що виступають відносно поверхні зв'язки на величину, що перевищує 1/2 їх висоти, з наступним переміщенням робочого елемента відносно поверхні зразка, в процесі якого здійснюють навантаження безпосередньо абразивних зерен почергово до вириву їх із...
Спосіб виготовлення робочого шару абразивного інструменту
Номер патенту: 26338
Опубліковано: 10.09.2007
Автори: Пасічний Олег Олегович, Ситник Борис Васильович, Ткач Василь Миколайович, Лавріненко Валерій Іванович
МПК: B24D 3/00
Мітки: інструменту, виготовлення, шару, робочого, абразивного, спосіб
Формула / Реферат:
Спосіб виготовлення робочого шару абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку, брикетування і спікання її в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що брикетування по висоті робочого шару інструменту здійснюють пошарово.
Спосіб виготовлення абразивного інструменту
Номер патенту: 32366
Опубліковано: 12.05.2008
Автори: Лавріненко Валерій Іванович, Ситник Борис Васильович, Ткач Сергій Васильович, Пасічний Олег Олегович
МПК: B24D 3/00
Мітки: інструменту, виготовлення, абразивного, спосіб
Формула / Реферат:
Спосіб виготовлення абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку її в прес-форму і брикетування по висоті робочого шару, закріплення робочого шару на корпусі абразивного інструменту, спікання в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що засипку суміші і...
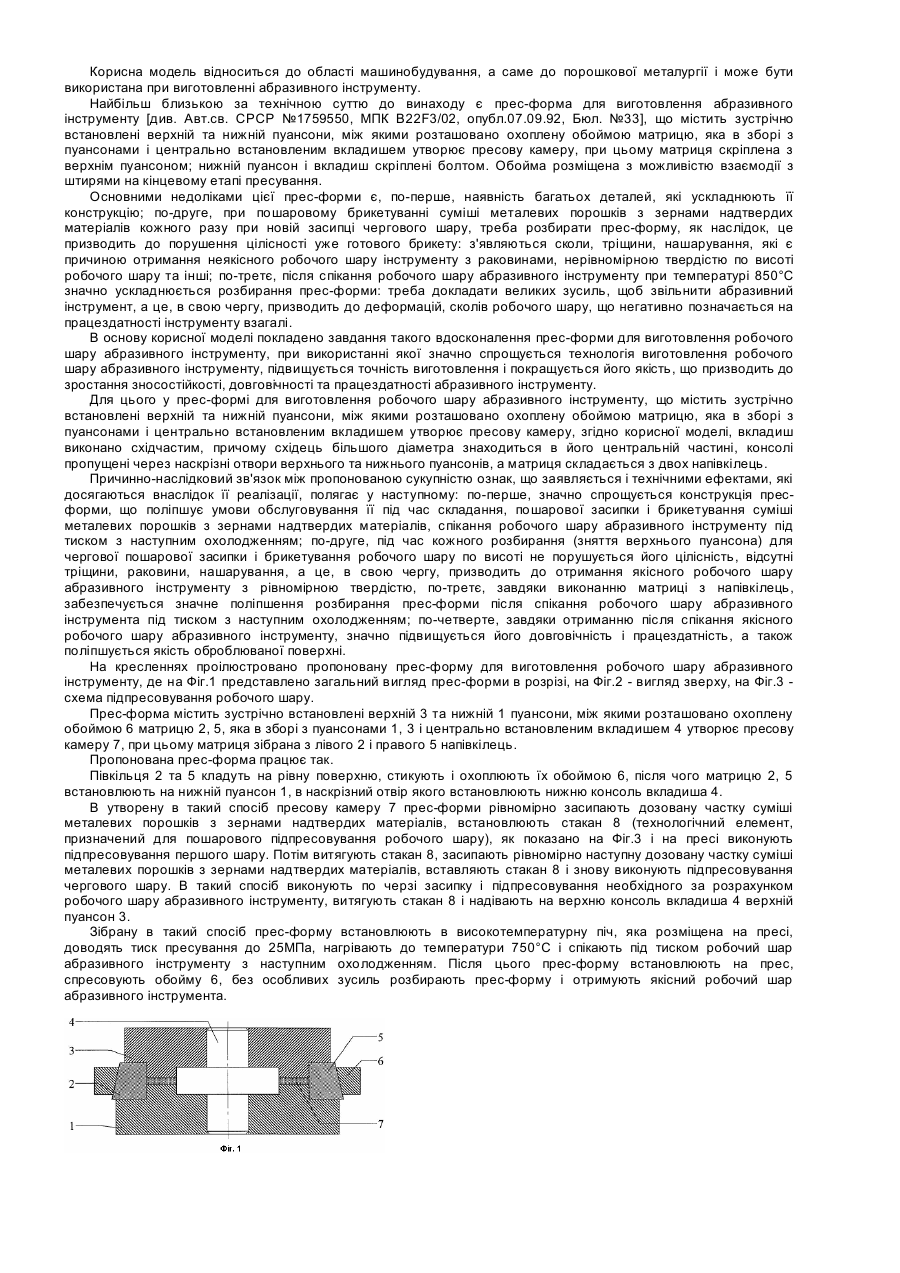
Прес-форма для виготовлення робочого шару абразивного інструменту
Номер патенту: 32236
Опубліковано: 12.05.2008
Автори: Пасічний Олег Олегович, Лавріненко Валерій Іванович, Ситник Борис Васильович
МПК: B22F 3/02
Мітки: робочого, інструменту, виготовлення, прес-форма, абразивного, шару
Формула / Реферат:
Прес-форма для виготовлення робочого шару абразивного інструменту, що містить зустрічно встановлені верхній та нижній пуансони, між якими розташовано охоплену обоймою матрицю, яка утворює в збиранні з пуансонами і центрально встановленим вкладишем пресову камеру, яка відрізняється тим, що вкладиш виконано східчастим, причому східець більшого діаметра вкладиша знаходиться в центральній його частині, консолі пропущені через наскрізні отвори...
Система подачі абразивного матеріалу

Номер патенту: 3125
Опубліковано: 15.10.2004
Автори: Баранич Юлія Вікторівна, Монахов Роман Федорович, Коваленко Алім Олексійович, Турова Ганна Олександрівна
МПК: B60B 39/00
Мітки: матеріалу, абразивного, система, подачі
Формула / Реферат:
Система подачі абразивного матеріалу, що містить резервуар, підвідний канал, відвідний канал, штуцер, блок управління, датчик швидкості, яка відрізняється тим, що на підвідному каналі встановлений електромагніт.
Попередній патент: Спосіб проведення гістеросальпінгографії
Наступний патент: Спосіб кількісного визначення фенігідину у таблетках
Випадковий патент: Полімерна протонпровідна композиція для паливних елементів