Пристрій для безперервного виготовлення деревностружкових плит
Номер патенту: 30113
Опубліковано: 15.11.2000
Автори: Головач Ігор Романович, Гнатишин Ярослав Михайлович, Сафаров Вячеслав Олександрович, Філінюк Роман Васильович, Соколовський Ярослав Іванович

Формула / Реферат
Пристрій для безперервного виготовлення деревностружкових плит, що включає нескінченну стрічку для формування килима з відвідними валками, розташовану під нею настильну машину, гріючий пресуючий валок, частково охоплений сталевою стрічкою з утворюванням зазору пресування, а також валок проти тиску, що притискає сталеву стрічку до пресуючого валка у місці набігання, при цьому діаметр пресуючого валка вибраний з умов збереження зв'язку міцності між стружками при вигині спресованого деревностружкового пакета, нескінченна формуюча стрічка виконана у вигляді гнучкої стрічки, у середині останньої під нескінченною сталевою стрічкою у місці її набігання на пресуючий валок встановлена відвідна кромка, відвідний пристрій виконаний у вигляді опорного стана, вигнутого у вигляді дуги, між відвідним валком та відвідними валками змонтована опорна напрямна, верхня опорна поверхня якої проходить за дотичною до опорних валків і валка проти тиску, опорна напрямна має в поперечному перерізі форму трикутника та має щонайменше один охолоджуючий канал, пристрій має устаткування для накладання паперового полотна на сталеву стрічку, високочастотний нагрівний блок, а гнучка стрічка розташована по дотичній до валка проти тиску, який відрізняється тим, що додатково містить послідовно з'єднані давач, вимірювач щільності деревностружкового пакета та мікропроцесорний регулюючий блок, вихід якого з'єднаний з високочастотним нагрівним блоком.
Текст
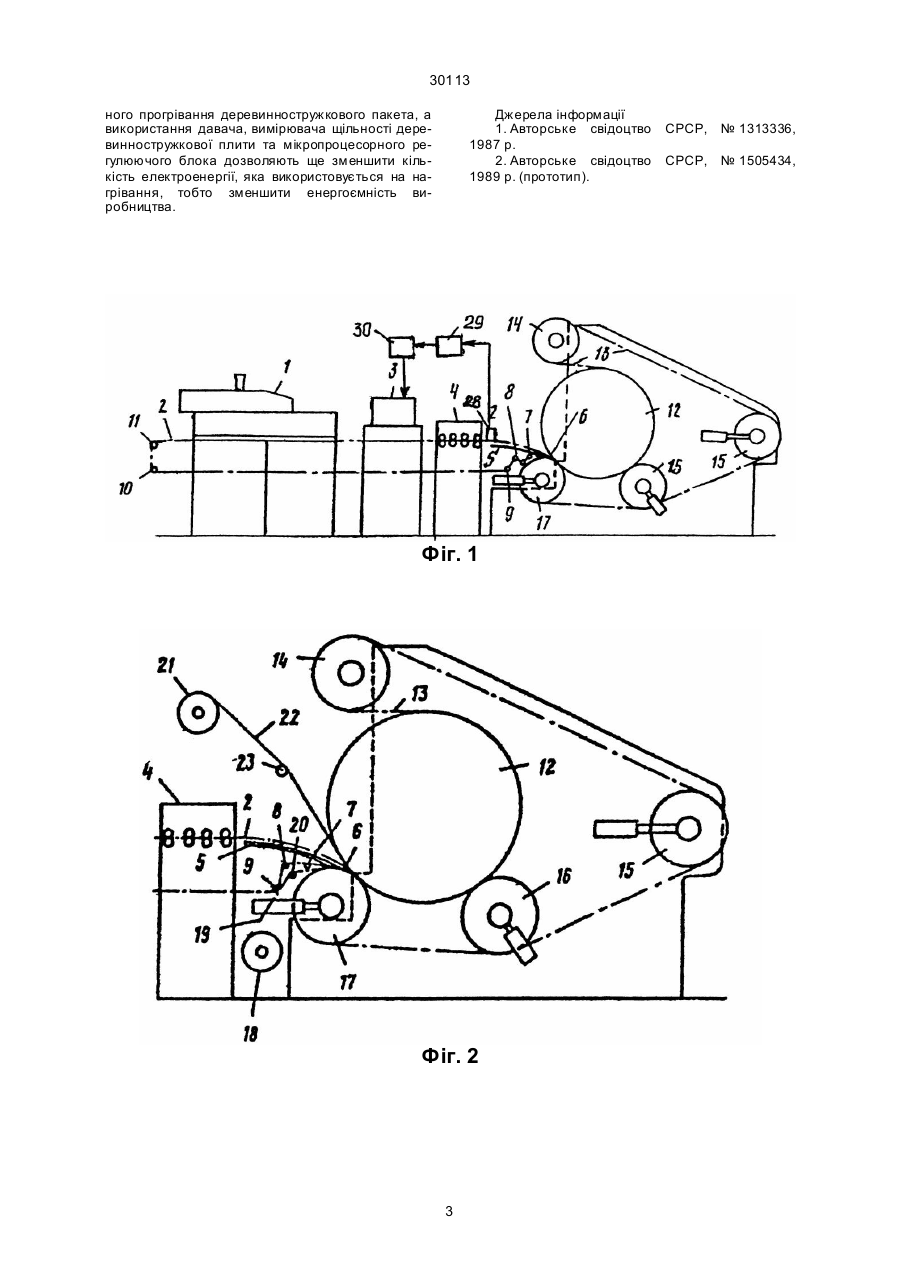
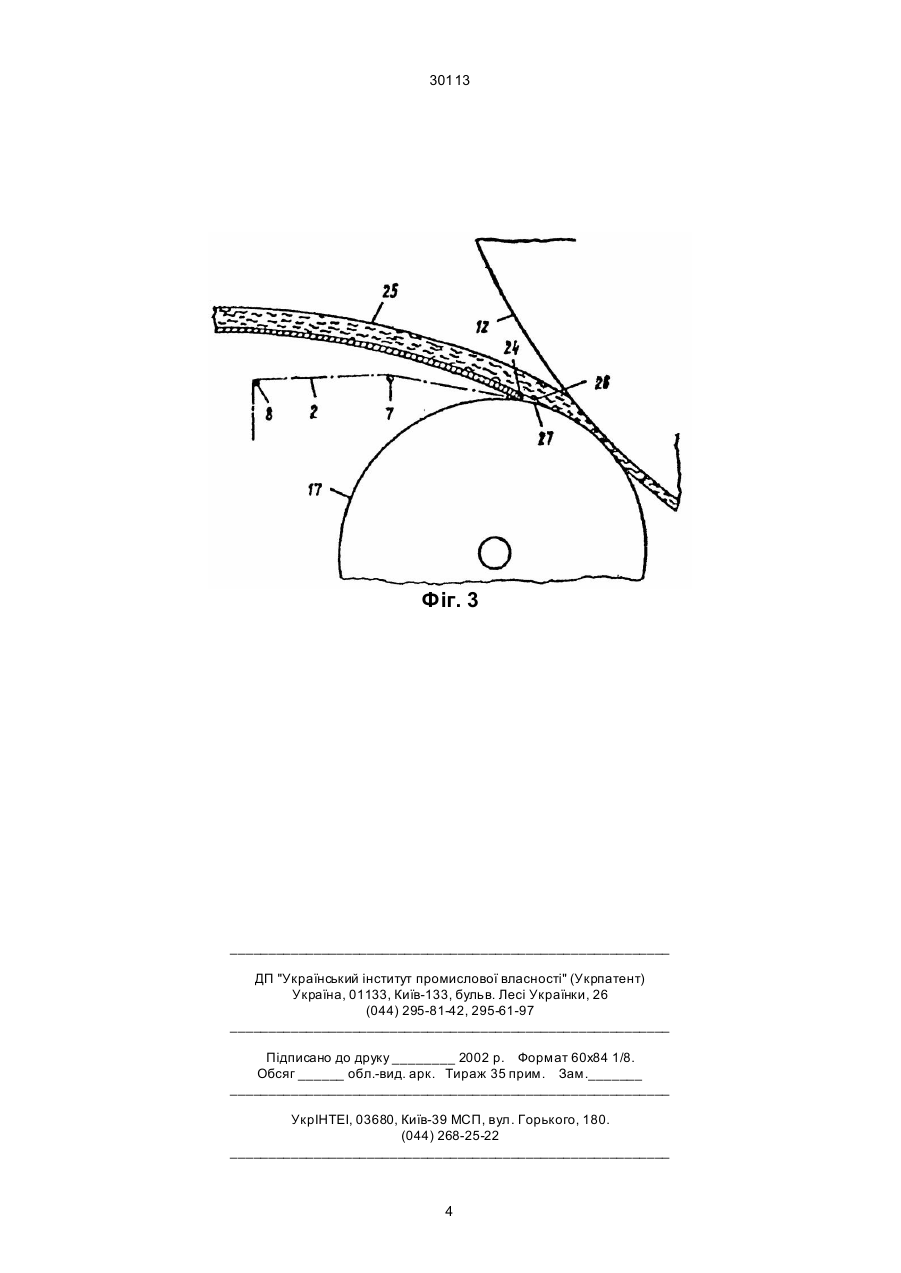
Пристрій для безперервного виготовлення деревностружкових плит, що включає нескінченну стрічку для формування килима з відвідними валками, розташовану під нею настильну машину, гріючий пресуючий валок, частково охоплений сталевою стрічкою з утворюванням зазору пресування, а також валок проти тиску, що притискає сталеву стрічку до пресуючого валка у місці набігання, при цьому діаметр пресуючого валка вибраний з умов збереження зв'язку міцності між стружками при вигині спресованого деревностружкового пакета, нескінченна формуюча стрічка ви 30113 Суть передбачуваного винаходу полягає у тому, що пристрій для безперервного виготовлення деревинностружкової плити включає нескінченну стрічку, для формування килиму з відвідними валками, і розташовану під нею настілочною машиною, з гріючим пресуючим валком, частково охоплений сталевою стрічкою з утворюванням зазору пресування, а також валок проти тиску, притискаючий сталеву стрічку до пресуючого валка у місці її набігання, при цьому діаметр пресуючого валка вибраний з умов збереження зв'язку міцності між стружками при вигині з пресованого деревинностружкового полотна, нескінченна пресуюча стрічка виконана у вигляді гнучкої текстильної стрічки, а у середині останньої під стальною стрічкою у місці її набігання на пресуючий валок, встановлена відводяча кромка, відводячий пристрій виконаний у вигляді опорного столу, вигн утого у вигляді дуги, між відводячим валком та відводячими валками змонтована опорна направляюча, верхня опорна поверхня якої проходить за дотичною до опорних роликів і валка проти тиску, опорна направляюча має у поперечному перетині форму трикутника, та має, щонайменше один охолоджуючий канал, пристрій має устаткування для накладання деревинностружкового пакета на сталеву стрічку, високочастотний нагрівний блок, а гнучка стрічка розташована за дотичною до валка проти тиску, додатково пристрій містить послідовно з'єднані давач, вимірювач щільності деревинностружкової плити та мікропроцесорний регулюючий блок, вихід якого з'єднаний з високочастотним блоком нагрівання. На фіг. 1 зображено загальний вигляд пристрою для безперервного виготовлення деревинностружкових плит; на фіг. 2 зображена пресова частина пристрою; на фіг. 3 - частина пресу у місці поступлення плити у пресовий зазор. Пристрій містить настилочну машину 1. формуючу стрічку 2, у вигляді металевої стрічки, високочастотний нагрівний блок 3, прес попереднього пресування 4, відвідний пристрій 5 у вигляді вигнутого опорного стану з відводячою кромкою 6, відводячі ролики 7. Пресовий пристрій кінцевого пресування містить пресуючий валок 12, частково охоплений сталевою стрічкою 13, яка проходить навколо відводячого валка 14, натягуючого валка 15, притискного валка 16 і валка 17 проти тиску, притискаючого сталеву стрічку 13 до пресуючого валка 12 і тим самим утворюючи між цими двома валками пресовий зазор. У пристрої передбачена котушка 18, з якої збігає стрічка 19 через відводячий валок 20 попереду пресовочного зазору між пресуючим валком 12 і валком 17 проти тиску. Від точки набігання деревинностружковго пакета 19 та сталеву стрічку 13 до пресовочного зазору паперове полотно 19 вже міцно прилягає до охоплюючих валків 17 проти тиска сталевої стрічки 13 таким чином, що між ними виключений будьякий рух. Зверху також може бути передбачена, котушка 21, від якої інший деревинностружковий пакет 22 через відхиляючий валок 23 набігає на пресуючий валок 12 безпосередньо попереду пресуючого зазору. У кінці відводячого пристрою 5 передбачені маленькі відводячі валки 24, навколо яких крутиться деревинностружкова стрічка 2. Ці валки мають діаметр наближено 6 мм, і їх вісь отримується входячими між роликами виступами гребінцевої форми на передній кромці відводячого устаткування 5. У напрямку руху лежачої на стрічці 2 попередньо пресованої деревинностружкової плити 25 розташована трикутна у поперечному перетині плоска опорна направляюча 26, крізь яку проходить канал 27. Опорна поверхня опорної направляючої 26 проходить вздовж дотичної до відводячих роликів 24 та валка 17 проти тиску. Пристрій працює таким чином: Змішані з клеєм деревинні стружки насипаються на металеву стрічку 2, яка проходить через високочастотний нагрівний блок 3 до преса 4 попереднього пресування, де стружка розігрівається до 50-60°С. У пресі 4 попереднього пресування деревинностружковий пакет ущільнюється не більш ніж на 50%. Цього достатньо для того, щоб забезпечити транспортну міцність для подачі плити на сталеву стрічку без порушення структури, потім заготовка поступає до пристрою кінцевого пресування. Залежно від щільності деревинностружкового пакета, яка за допомогою давача 28 вимірюється вимірювачем 29 щільності деревинностружкової плити, мікропроцесорний регулюючий блок 30 керує високочастотним нагрівним блоком 3, що приводить до того, що пакет розігрівається до оптимальної температури. Плита поступає у пресувальний зазор, утворений пресуючим валком 12 та валком 17 проти тиску, охоплений сталевою стрічкою 13. Тиск пресування підтримується у місці після цього пресувального зазору за рахунок натягу сталевої стрічки 13, причому цього тиску достатньо для твердіння клею до залишення пресуючого валка 12. Відводяча кромка у столі 5 знаходиться досить близько перед пресувальним зазором між валком 17, так що лежача на стрічці 2 попередньо спресований деревинностружковий пакет практично без зміни напряму набігає на верхню сторону стрічки 13 і далі входить у пресувальний зазор. Наявність охолоджувального каналу 27 в опорній направляючій 26 попереджує розігрівання опорної поверхні за рахунок теплового випромінювання із боку сталевої стрічки 13. При роботі пристрою настилочною машиною 1 безперервно насипаються змішані із клеєм деревинні стружки на безперервно обертаючу стрічку 2. Утворений деревинностружковий пакет розігрівається у високочастотному нагрівному блоці 3 до температури оптимальної для роботи. Це попереднє нагрівання підвищує здатність до пресування пакета у наступному попередньому пресі 4, після залишення попереднього преса 4 деревинностружковий пакет має меншу товщин у і вже таку міцність, що можлива передача попередньо пресованого деревинностружкового пакета без порушення стрічки 2 на сталеву стрічку 13 у місці відводячої кромки 6. При цьому мається на увазі, що стрічка. 2 і сталева стрічка 13 мають однакові колові швидкості. Використання гнучкої стрічки забезпечує використання з підвищеною ефективністю високочастотного нагрівного блока, оскільки гнучку стрічку можна виготовити із матеріалу, який має дуже малі діелектричні втрати. Це приводить до рівномір 2 30113 ного прогрівання деревинностружкового пакета, а використання давача, вимірювача щільності деревинностружкової плити та мікропроцесорного регулюючого блока дозволяють ще зменшити кількість електроенергії, яка використовується на нагрівання, тобто зменшити енергоємність виробництва. Джерела інформації 1. Авторське свідоцтво 1987 р. 2. Авторське свідоцтво 1989 р. (прототип). Фіг. 1 Фіг. 2 3 СРСР, № 1313336, СРСР, № 1505434, 30113 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous manufacturing of wood chipboards
Назва патенту російськоюУстройство для непрерывного изготовления древесностружечных плит
МПК / Мітки
МПК: B27N 3/08
Мітки: плит, безперервного, пристрій, деревностружкових, виготовлення
Код посилання
<a href="https://ua.patents.su/4-30113-pristrijj-dlya-bezperervnogo-vigotovlennya-derevnostruzhkovikh-plit.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперервного виготовлення деревностружкових плит</a>
Спосіб виготовлення деревностружкових плит і пристрій для його здійснення
Номер патенту: 15774
Опубліковано: 30.06.1997
Автори: Бехта Наталя Степанівна, Бехта Павло Антонович
Мітки: здійснення, пристрій, виготовлення, деревностружкових, спосіб, плит
Формула / Реферат:
1. Спосіб виготовлення деревностружкових плит, який включає завантаження стружкового килиму в прес, зімкнення плит преса, прогрівання водяною парою або газоподібним агентом шляхом продування і пресування, який відрізняється тим, що продування внутрішнього шару здійснюють в процесі зімкнення плит преса шляхом подачі водяної пари або іншого газоподібного агента під тиском від середини деревностружкового килиму до його кромок.2. Пристрій...
Спосіб та пристрій для виготовлення деревностружкових плит
Номер патенту: 13752
Опубліковано: 25.04.1997
Автори: Бехта Наталія Степанівна, Бехта Павло Антонович
Мітки: виготовлення, плит, деревностружкових, спосіб, пристрій
Формула / Реферат:
(57) 1. Способ изготовления древесностружечных плит, включающий раздельную подачу внутреннего и наружного слоев ковра, формирование полотна ковра и под прессовку с последующим прессованием, отличающийся тем, что подачу стружек внутреннего слоя на участок формирования ковра ленточного пресса осуществляют в потоке перегретого пара или другого газообразного агента между наружными слоями ковра.2. Устройство для изготовления...
Пристрій для безперервного виготовлення деревинностружкових плит
Номер патенту: 29849
Опубліковано: 15.11.2000
Автори: Філінюк Роман Васильович, Соколовський Ярославі Іванович, Сафаров Вячеслав Олександрович
Мітки: пристрій, виготовлення, деревинностружкових, безперервного, плит
Формула / Реферат:
Пристрій для безперервного виготовлення деревинностружкових плит, включаючий верхню та нижню пресуючі стрічки, гусеничні траки і систему їх обігріву з каналами підводу газу і газовими горілками, датчиків товщини плити, виконуючий механізм та шибер, встановлений в каналах підвода газу, а також автоматичну систему регулювання температури у вигляді з'єднаних послідовно потенціометра, рахівника імпульсів, одновібратора та підсилювача, при цьому...
Пристрій для безперервного виготовлення деревинностружкових плит
Номер патенту: 29847
Опубліковано: 15.11.2000
Автори: Соколовський Ярослав Іванович, Філінюк Роман Васильович, Сафаров Вячеслав Олександрович
МПК: B27N 3/08
Мітки: деревинностружкових, виготовлення, пристрій, безперервного, плит
Формула / Реферат:
Пристрій для безперервного виготовлення деревинно-стружових плит, включаючий верхню та нижню пресуючі стрічки, гусеничні траки і системи їх обігрівання, канали підводу газу та газовими горілками, давачі покоробленості плити, виконуючий механізм та шибер, встановлений в каналах підводу газу, а також автоматичну систему регулювання температури у вигляді з'єднаних послідовно потенціометра, рахівника імпульсів, одновібратора та підсилювача, при...
Спосіб виготовлення деревностружкових плит і пресованих виробів
Номер патенту: 13152
Опубліковано: 28.02.1997
Автори: Придатко Андрій Борисович, Іщенко Світлана Степанівна, Гарасевич Георгій Іванович, Анненков Володимир Федорович, Бережна Антоніна Анатоліївна, Веселовський Роман Олександрович
МПК: B27N 3/00
Мітки: спосіб, виготовлення, деревностружкових, плит, пресованих, виробів
Формула / Реферат:
(57) Способ изготовления древесностружечных плит и прессованных изделий, включающий сушку измельченной древесины, смешивание ее со связующим на основе полиизоцианата, формирование ковра и горячее прессование, отличающийся тем, что в качестве связующего используют неорганическую и органическую составляющие, причем смешивание измельченной древесины осуществляют сначала с неорганической составляющей связующего, включающей жидкое стекло,...
Попередній патент: Спосіб багатодугового зварювання
Наступний патент: Аеростатична вітроелектрична станція селіванова з аеродинамічним керуванням
Випадковий патент: Пристрій симплекс-зв'язку з об'єктом