Спосіб металізації виробів із лейкосапфіру
Номер патенту: 50999
Опубліковано: 15.11.2002
Автори: Рубан Вячеслав Олександрович, Микитюк Віталій Іванович
Формула / Реферат
Спосіб металізації виробів із лейкосапфіру, що включає попереднє перед металізацією випалювання лейкосапфіру у відновлювальному середовищі, нанесення металізуючого шару на поверхню лейкосапфіру, впалювання металізуючого шару в лейкосапфір, який відрізняється тим, що попередньо перед металізацією лейкосапфір термообробляють у дрібнодисперсному порошку оксиду кобальту при температурі 1100 - 1130°С протягом 40-60 годин.
Текст
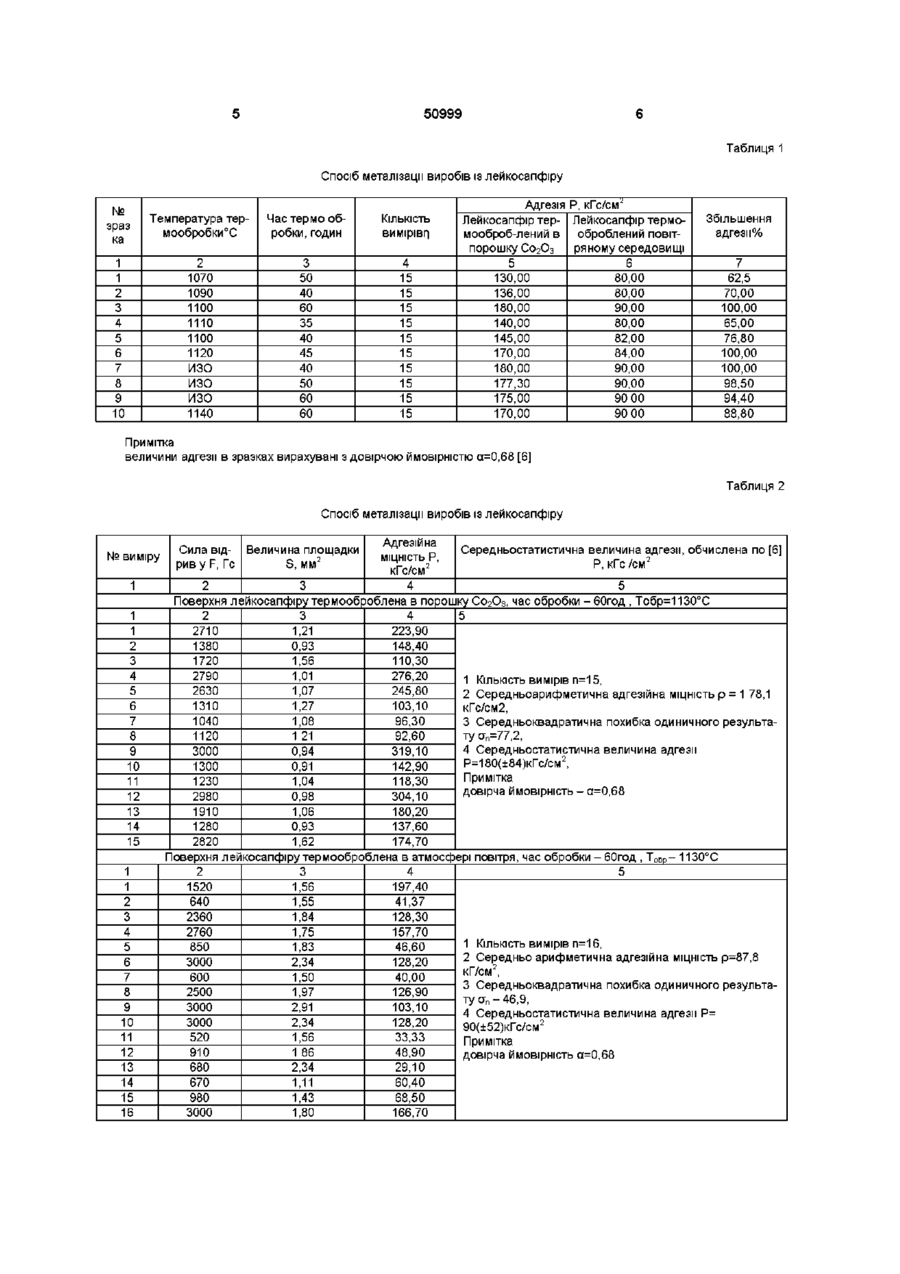
Спосіб металізації виробів із лейкосапфіру, що включає попереднє перед металізацією випалювання лейкосапфіру у відновлювальному середовищі, нанесення металізуючого шару на поверхню лейкосапфіру, впалювання металізуючого шару в лейкосапфір, який відрізняється тим, що попередньо перед металізацією лейкосапфір термообробляють у дрібнодисперсному порошку оксиду кобальту при температурі 1100 - 1130°С протягом 40-60 годин Спосіб відноситься до технології виготовлення виробів із монокристалів лейкосапфіру та рубіну і може бути використаний в електротехнічній, радіотехнічній, приладобудівній, ювелірній та в мікроелектронній промисловості Однією ІЗ ОСНОВНИХ фізико-технічних характеристик виробів із металізованого лейкосапфіру і рубіну є міцністна характеристика, тобто адгезії між лейкосапфіровою поверхнею і металопокриттям, яке виконує функцію електроду При підведені високої змінної напруги до таких електродів виникають значні пружні коливання, які можуть призвести до їх відшарування від платівки Адгезія, взаємозв'язана зі структурними властивостями границі розподілу, тобто перехідним шаром між лейкосапфіром і металопокриттям Тому низька адгезія може призвести до небажаного погіршення параметрів функціональних параметрів лейкосапфірового виробу та параметрів причадів, в яких ці вироби застосовуються В сучасній промисловості для виготовлення функціональних лейкосапфірових виробів (наприклад, радіотехнічних платівок, корпусів для мікросхем, мікро конденсаторів, тощо) переважно використовують лейкосапфір (АЬОз) або рубін (АЬОз Сг) Для металізації виробів із лекосапфіру в промисловому виробництві в основному використовують срібло-паладієві пасти марок ПП-3 і ПП-4 [1] Ці пасти забезпечують достатньо високу адгезію, високу електропровідність та суцільність металопокриття Але до недоліків можна віднести той фактор, що впалювання металопокриття проводять при досить високій температурі (825 850°С), внаслідок чого при охолодженні на границі "кераміка-металопокриття" в кераміці утворюються мікротріщини Це спричиняється тим, що кераміка і метал опокриття мають різницю в коефіцієнті ЛІНІЙНОГО теплового розширення (КЛТР), що призводить до зниження адгезії між лейкосапфіром і металопокриттям Крім того, із-за великої різниці КЛРТ лейкосапфіру і металопокриття, часто при охолоджені з'являються розриви в ПЛІВЦІ металопокриття Відомий спосіб металізації алундової кераміки, що включає операції нанесення на її поверхню сплаву алюмінію з кремнієм (силуміну), в який додатково введено біля 30% германію, та впалюванням сплаву в розтопленому стані в кераміку при температурі 450-500°С [2] Металізація в такий спосіб дозволяє одержати адгезію між алундовою керамікою і металопокриттям до 50% Недоліком цього способу є низька когезія (по аналогії з адгезією, це міцнісна характеристика власне металопокриття), токсичність використовуваного сплаву, а також недостатня електропровідність металізуючого сплаву (A3++Si4++Ge4+), який, по суті, є напівпровідником Крім того, цей сплав має високу ступінь розтріскування в процесі охолодження виробів після його впалювання в поверхню виробу Це пов'язано з тим, що в своєму складі сплав містить крихкі інгредієнти - германій та кремній Найбільш близьким до пропонованого способу за технічною суттю та результатами, що достаються, є спосіб металізації корпусу конденсатора із алундової кераміки АЬОз Мп , який включає one о> о> о ю 50999 рацію попереднього випалювання корпусу при температурі 650-800° С у відновлювальному середовищі (азоті, водні) та наступну операцію нанесення паладієвої (замість срібної) пасти на напіввідпалену кераміку (прототип) [3] Цей спосіб забезпечує високу адгезію, але не дозволяє одержати суцільність металопокриття, що суттєвим чином знижує електродинамічні параметри алундокерамічних виробів (наприклад, конденсаторів) Це пов'язано з тим, що температура кінцевого випалювання кераміки і впалювання паладієвої пасти дещо висока (-1400°), а КЛРТ кераміки і металопокриття має велику різницю, тому при охолодженні металопокриття розтріскується і відшаровується Крім того, при спіканні кераміка ущільнюється, що сприяє додатковому відшаруванню металопокриття дрібнодисперсному порошку оксиду кобальту СО2О3 при температурі 1100-1130°С протягом 4060 годин Спосіб реалізується наступним чином Беруть відполірований (до 12-13 класу) зразок платівки із лекосапфіру розміром 20х10х2мм Перед операцією термообробки платівки засипають в керамічний тигель пропалений і розтертий порошок оксиду кобальту, ретельно його утрамбовують і вертикально занурюють в нього леикосапфіровии зразок так, щоб половина зразка знаходилась над поверхнею порошку Далі тигель розміщують в камері електропечі і нагрівають до 1130°С з швидкістю 300-350°С/год Протягом 40 годин Режими термообробки наведені в табл 1 (див колонки 23) Після термообробки електропіч виключають і вона вільно охолоджується до температури оточуючого середовища За основу пропонованого винаходу взято задачу підвищення адгезії між лейкосапфіром і металопокриттям при використанні промислової алундової кераміки марки ВК-94-1 Поставлена задача вирішується наступним чином В способі металізації виробів із лейкосапфірової кераміки, що включає технологічні операції попереднього випалення кераміки у відновлювальному середовищі, нанесення шару металізуючої пасти ПП-3, впалювання шару металізуючої пасти в лейкосапфірну платівку, згідно винаходу, перед металізацією лейкосапфір попередньо теомооброрбляють в дрібнодисперсному порошку оксиду кобальту (СО2О3) при температурі 1100-1130°С протягом 40-60 годин При високій температурі йони Со 3+ дифундують в приповерхневий шар лейкосапфіру на глибину 3-5 цкм, витравлюють його, утворюючи додаткову шершавість рельєфу поверхні, цим збільшується площа контакту між лейкосапфіром і металопокриттям, а це, в свою чергу, сприяє підвищенню адгезії Другий механізм, завдяки якому підвищується адгезія заключається в наступному Дифундуючи в приповерхневий шар, йони кобальту утворюють своєрідний шар "йоно-дифузійної" границі, яка послаблює механічні натяги, що виникають із-за різниці механічних властивостей лейкосапфіру і металопокриття, робить їх розподіл більш однорідними по площі та глибині граничного шару Цим також досягається додаткове підвищення адгезії Після термообробки в порошку СО2О3 та в повітряному середовищі на леговану йонами кобальту і нелеговану поверхні зразка наносять пасту ПП-3 через трафаретну маску у вигляді однакових площадок і далі проводять стандартним методом впалювання пасти ПП-3 в поверхню лейкосапфіру Величина металізованих площадок однакова і складає ~0,85мм кожна Металізацію нелегованої частини зразка проводять з метою одержання більш достовірних результатів вимірів адгезії (див табл 2) Виміри адгезії проведено на розривній машині типу РМ-3-1 [4] Результати вимірів адгезії після термообробки при різних режимах наведено в табл 1 3 табл 1 видно, що найбільші значення адгезії при термообробці в порошку СО2О3 одержуються при режимі термообробки в межах температур 1100-1130°С на протязі 40-60 годин і збільшуються до 60% Література 1 Паста ПП-3 (ЕТО 032 508 ТУ), Технологический процесе изготовления пассивной части толстопленночной микросборки (8 ИО 2201 0001) НПО "Электроприбор", Киев, 1990 г, 178 стр 2 А С СССР №1 121 252, кл С04В41/81.1982 г 3 А С СССР №1 379 296, кл С04В41/81, 1988 г (прототип) 4 Разрывная машина типа РМ-3-1 (ТУ 2506 105072 ) Техническое описание и инструкция по эксплуатации, г Иваново, 1972, 30 стр 5 Зайдель Н А Элементарные оценки ошибок измерений -Ленинграл, «Наука», 1968 г, с 86 ВІДМІННИМИ ознаками пропонованого способу є те, що перед металізацією вироби з лейкосапфіру його попередньо термообробляють (легують) в 50999 Таблиця 1 Спосіб металізації виробів із леикосапфіру № зраз ка Температура термообробки°С Частермо обробки, годин КІЛЬКІСТЬ 1 1 2 3 4 5 6 7 8 9 10 2 1070 1090 1100 1110 1100 1120 ИЗО ИЗО ИЗО 1140 3 50 40 60 35 40 45 40 50 60 60 4 15 15 15 15 15 15 15 15 15 15 вимірівг) Адгезія Р, кГс/см2 Лейкосапфір тер- Лейкосапфір термомооброб-лений в оброблений повітпорошку Со2О3 ряному середовищі 5 6 130,00 80,00 136,00 80,00 180,00 90,00 140,00 80,00 145,00 82,00 170,00 84,00 180,00 90,00 177,30 90,00 175,00 90 00 170,00 90 00 Збільшення адгезм% 7 62,5 70,00 100,00 65,00 76,80 100,00 100,00 98,50 94,40 88,80 Примітка величини адгезії в зразках вирахувані з довірчою ймовірністю а=0,68 [6] Таблиця 2 Спосіб металізації виробів із леикосапфіру № виміру 1 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 Сила від- Величина площадки рив у F, Ге S, мм2 Адгезій на Середньостатистична величина адгезії, обчислена по [6] Р, кГс /см2 кГс/см2 2 3 4 5 Поверхня леикосапфірутермооброблена в порошку Со2О3, час обробки -бОгод , Тобр=1130°С 2 3 4 5 2710 1,21 223,90 1380 0,93 148,40 1720 1,56 110,30 2790 1,01 276,20 1 КІЛЬКІСТЬ вимірів п=15, 2630 1,07 245,80 2 Середньоарифметична адгезійна МІЦНІСТЬ р = 1 78,1 1310 1,27 103,10 кГс/см2, 3 Серед ньоквадратич на похибка одиничного результа1040 1,08 96,30 ту стп=77,2, 1120 1 21 92,60 4 Середньостатистична величина адгезії 3000 0,94 319,10 Р=180(±84)кГс/см2, 1300 0,91 142,90 Примітка 1230 1,04 118,30 довірча ймовірність - а-0,68 2980 0,98 304,10 1910 1,06 180,20 1280 0,93 137,60 2820 1,62 174,70 Поверхня леикосапфірутермооброблена в атмосфері повітря, час обробки -бОгод , T o 0 D - 1130°C2 3 4 5 1520 1,56 197,40 640 1,55 41,37 2360 1,84 128,30 2760 1,75 157,70 1 КІЛЬКІСТЬ вимірів п-16, 850 1,83 46,60 2 Середньо арифметична адгезійна МІЦНІСТЬ р-87,8 3000 2,34 128,20 кГ/см2, 600 1,50 40,00 3 Серед ньоквадратич на похибка одиничного результа2500 1,97 126,90 ту стп- 46,9, 3000 2,91 103,10 4 Середньостатистична величина адгезії Р3000 2,34 128,20 ЯП(+52)кГс/см2 520 1,56 33,33 Примітка 910 1 86 48,90 довірча ймовірність а=0,68 680 2,34 29,10 670 1,11 60,40 980 1,43 68,50 3000 1,80 166,70 МІЦНІСТЬ Р, 50999 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for metallization of articles of leucosapphire
Назва патенту російськоюСпособ металлизации изделий из лейкосапфира
МПК / Мітки
МПК: C04B 41/88, C04B 41/45
Мітки: спосіб, лейкосапфіру, металізації, виробів
Код посилання
<a href="https://ua.patents.su/4-50999-sposib-metalizaci-virobiv-iz-lejjkosapfiru.html" target="_blank" rel="follow" title="База патентів України">Спосіб металізації виробів із лейкосапфіру</a>
Спосіб забарвлювання виробів з лейкосапфіру
Номер патенту: 48462
Опубліковано: 15.08.2002
Автори: Рубан Вячеслав Олександрович, Корнієнко Зоя Іванівна, Микитюк Віталій Іванович
МПК: C03B 33/00, C03B 29/00, B28D 5/00
Мітки: забарвлювання, лейкосапфіру, спосіб, виробів
Формула / Реферат:
Спосіб забарвлювання виробів з лейкосапфіру, що включає використання корунду з домішками іонів нікелю або іонів нікелю і заліза та термообробку в порошку оксиду нікелю, який відрізняється тим, що для одержання забарвлення лейкосапфіру яскраво-зеленого (смарагдового) кольору використовують шихту наступного складу (у мас. %): Fe2O3 - 22-27 TiO2 - ...
Спосіб металізації алундової кераміки

Номер патенту: 48657
Опубліковано: 15.08.2002
Автори: Рубан Вячеслав Олександрович, Микитюк Віталій Іванович
МПК: B22F 7/00, C04B 41/88, C04B 37/00
Мітки: металізації, спосіб, алундової, кераміки
Формула / Реферат:
Спосіб металізації алундової кераміки, що включає попереднє випалювання алундової кераміки у відновлювальному середовищі, нанесення шару металізуючої пасти, впалювання металізуючого шару в кераміку, який відрізняється тим, що перед нанесенням шару металізуючої пасти алундову кераміку попередньо термообробляють у дрібнодисперсному порошку оксиду нікелю (NiO) при температурі 1100-1150°С протягом 20-30 годин, після чого кераміку металізують...
Спосіб металізації алундової кераміки

Номер патенту: 48461
Опубліковано: 15.08.2002
Автори: Микитюк Віталій Іванович, Корнієнко Зоя Іванівна, Рубан Вячеслав Олександрович
МПК: C04B 41/88, C04B 37/02
Мітки: спосіб, металізації, алундової, кераміки
Формула / Реферат:
Спосіб металізації алундової кераміки, що включає попереднє відпалення кераміки у відновлювальному середовищі, нанесення металізуючого шару пасти, впалення металізуючого шару в кераміку, який відрізняється тим, що перед нанесенням металізуючого шару пасти алундову кераміку попередньо термообробляють в дрібнодисперсному порошку оксиду кобальту (ІІІ) при температурі 1100-1130°С протягом 20-30 годин, після чого кераміку металізують стандартним...
Спосіб металізації алундової кераміки

Номер патенту: 48658
Опубліковано: 15.08.2002
Автори: Рубан Вячеслав Олександрович, Микитюк Віталій Іванович
МПК: C04B 37/02, C04B 41/88
Мітки: спосіб, металізації, кераміки, алундової
Формула / Реферат:
Спосіб металізації алундової кераміки, що включає попереднє випалювання алундової кераміки у відновлювальному середовищі, нанесення шару металізуючої пасти, впалювання металізуючого шару в кераміку, який відрізняється тим, що перед нанесенням шару металізуючої пасти алундову кераміку попередньо термообробляють у дрібнодисперсному порошку оксиду марганцю Мn3O4 при температурі 1070-1100°С протягом 15-20 годин, після чого кераміку металізують...
Спосіб металізації сегнетокераміки
Номер патенту: 29144
Опубліковано: 16.10.2000
Автори: ФЕДОРЕНКО МАЙЯ АЛЬБЕРТІВНА, Кострова Людмила Іванівна, Троцюк Ірина Володимирівна, Манорик Петро Андрійович
МПК: C04B 41/88
Мітки: сегнетокераміки, металізації, спосіб
Формула / Реферат:
Спосіб металізації сегнетокераміки, який включає попередню активацію поверхні розчином, що містить сіль металу і подальшу термічну обробку сегнетокераміки після якої на поверхні проводять хімічне міднення, який відрізняється тим, що активацію проводять складом, що містить в якості солі металу аміачний комплекс гіпофосфіту міді (|Сu(NН3)4|(Н2РO2)2) концентрації 210-188 г/л, термічну обробку проводять при температурі 120-140°С, а подальше...
Попередній патент: Ґрунтообробне знаряддя
Наступний патент: Спосіб відцентрового лиття двошарових заготовок
Випадковий патент: Спосіб заряджання обводнених свердловин неводостійкими вибуховими речовинами