Спосіб обробки кульок
Номер патенту: 31921
Опубліковано: 15.12.2000
Автори: Федоренко Микола Олександрович, Семенченко Вячеслав Михайлович, Назарчук Віталій Миколайович, Запорожець Олександр Андрійович, Джемелінський Віталій Васильович
Текст
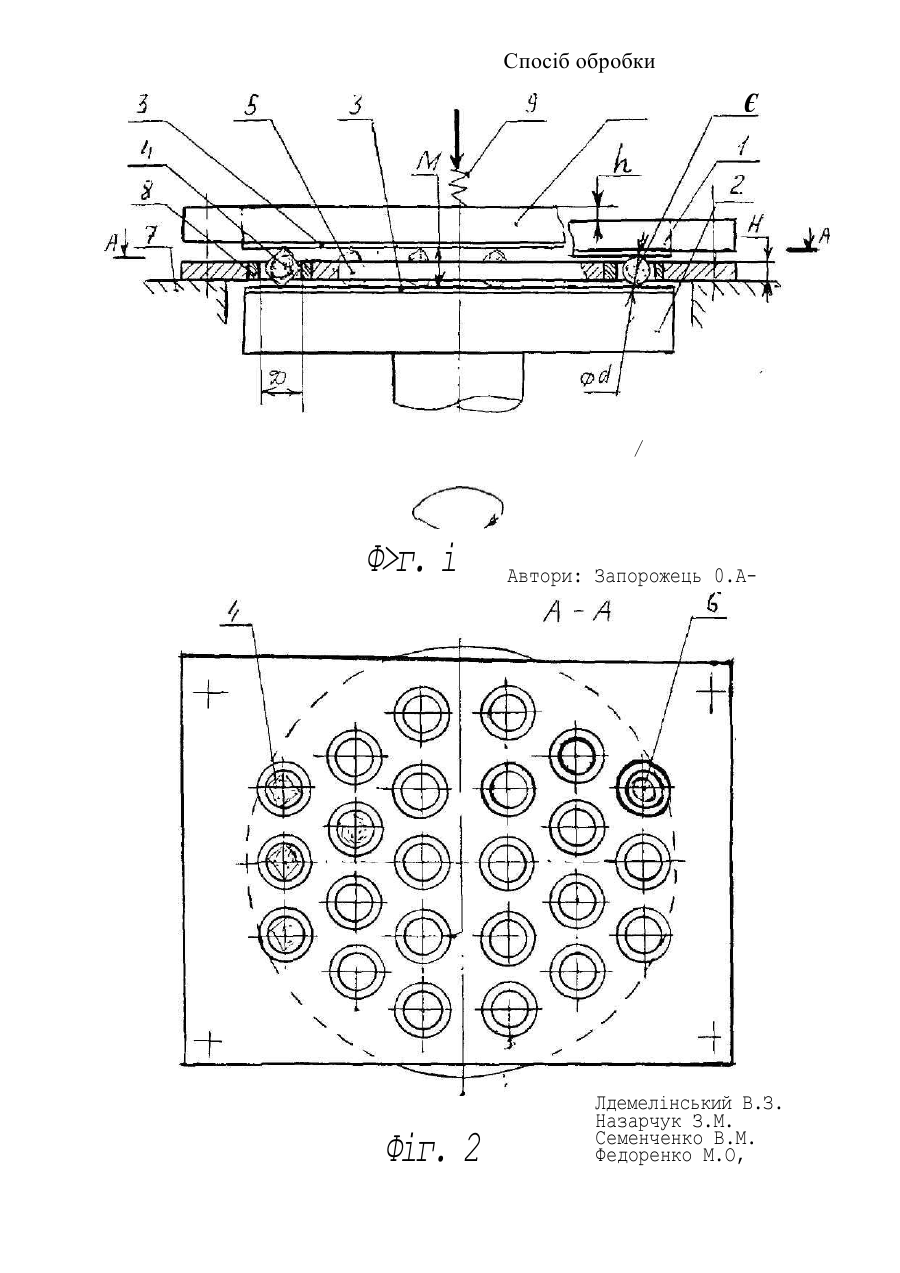
ШШВ В24 В 11/02 ШОСІБ ОБРОБКИ КУЛЬОК Винахід відкосіться до абразивної обробки шариків і шоке бути використаний ДЛЕ обробки виробів із кольорового камінна та інших твердих та крихких матеріалів» надання їм форш кулі» переважно із заготовок несферичної форши Відомий спосіб обробки кцлььіс ,, при якшу заготовкам у вигляді кубиків надають відносний рух до колу разш з іпструшюои і радіальний рух по поверхні цього інструменту /В.Г.Зубанов и др. Технология оптических деталей. К», Машиностроение» 1985, с, 309 - 311» рис, 200/* Недоліком цього способу обробки шариків є складність пристрою для обробка та низька продуктивність. Цротомшом с спосіб обробки шариків зе авторським свідоцтвом SU * 1776545 АІ кл. В24 ВІІ/02, 1992, при якшу щлыш j. обробляють між двоіда, розташованими на одній вісі, інструментаыи з конічними робочими поверхнями. На шарики діють ПОТОКИ речовини під тиском, та додатково надають їм обортадьнопоступального руху. Заготовками при цьому використовуються такі, що мають неоферичну форму, переважно куб. Недоліком цього способу обробки шьо/c^j є застосування складного робочого інструшнту /конічної форш з поділом на ділянки по нахилу та зернистості/ та велика трудомісткість /наявність додаткових операцій - потік речовини і надання заготовкам додаткового руху/. В основу винаходу покладено задачу створити такий спосіб обробки, в якоаду v-ульк-ц проходили б обробку в сепараторі за допомогою спеціальних інструментів та абразввншс ласт, ідо доз 2• волило б зменшити трудомісткість операцій на етапі формоутворення та обробки Ильоїс , зменшити складність робочого інструменту та підвищити якість обробки виробів із кольорового каміння. ІІосїавлеш задача виконується тла, що в способі обробки шариків, щ>и яйіиу ^АМШ обробляють His двома розташованими на одній вісі робочими інструментами, одан з ЯКИХ обертають, новим є те, що заготовки розміщують в сепараторі, закріпленому нерухомо разш з одним із робочих інструментів і виготовленому у формі дластани з запресованими в ній загартованими втулками, де обробляються деталі, а робочий процес проходить в два етапи: перший - попередня обробка, при якій робочий інструмент беруть у формі плоского мідного диску з нахшленш на ньсзду алмазним порошком; другий - полірування дра якоад робочий інструмент має форьау повстяної пластаки, на яку нанесена полірувальна паста на основі діоксида цврія[по патенту oU $ 1774Э45 С09 КЗ/І4 1992 РЗ. Формоутворення та обробка в нерухших втулках сепаратора здійсншться в два еташ відносно просттш робочими інсаддантада: дисками з аддазвиш порсамами та яовстяними даскаш з використанням пасти на основі д і оксида церія і дозволяє в 3- 4 рази ПІДВИЩИТИ продуктивність обробки, значно поліпшити якість, розширити асортимент продукції, в наслідок чого вона стада конкурентоздатною. Ба фіг* 1 доказана схема пристрою, за здійснює спосіб» на фіг. 2 - розріз А - А на фіг. І. Схеш пристрою дая здійснення способу має два, розміщені на одній вісі ДИСКИ І» 2, на яких встановлені змінні робочі інструменти 3, Ііа першшу етапі обробки шариків робочий іист з. рудант 3 ше форму тонкої плоскої мідної пластини з напиленш на ньседу алмазним порошком, що мав зернистість ACM 200/I60; на друговд етапі інструдант 3 мав фора«у повстяної пластини з нанесеною на її поверхні» що прилягає до оброблюваних заготовок 4 полірувальною кастою на основі ді оксида дерія. Заготовки 4 встановлюють в сепараторі 5» що має товщину Н с сі 9 де d ~ діаштр обробленого шарика 6. Сепаратор 5 разом з верхнім диском І нерухомо закріплений на основі 7 і ше вигляд пластини з запресованими в ній загартованими циліндричними втулками 8, Внутрішній діаметр втулок 8 більший віл діаметра обробленого шарика G Д « d+ І ш і більший від максишльного діаметрального розміру заготовки 4 Д>М, Диск І під час обробки поступово притискується визначеним зуСИЛЛЇШ спеціальним затискачем 9, Спосіб обробки кумоіс здійснтетьш в такій послідовності. Формоутворення і обробку проводять в два етапи. На перлому етапі - формоутворення шариків і їх обробка здійснюється робочими інструшнтами 3, які представляють форду мідних пластин з тпилашшв на їх поверхнях алмазних порошків* Перед завантаженням заготовок верхній диск І і одан із робочих інструментів пластина 3 заятї, друга шшотина 3 встановлена на диск 2. Заготовки 4 встановлюються у втулки 8 сепаратора 5, на нах накладуеться пластина 3 і диск І з цритаскувачем 3, Сепаратор 5 з диском X встановлюються нерухомо і фіксуються аа основі ?• Включають механізм цряводу дай обертання /на схемі не показаний/ диска 2, який одночасно обертає і нижній робочий інструмент З, Швидкість обертання диска 2-60-60 об/хв. На першому 4• етапі формоутворення і попередньої обробки шариків процес обробки продовжується 20-30 хв. t в залежності від твердості заготовок. На другсэду етапі обробки їульое. ~ полірування, змінюють робочі інструмента 3» які шв шть фощу повстяної пластики, на яку нанесена паста на основі діоксида норія* Процес санірування шариків прохода» по схемі першого етапу і тривав 50-60 хв. В результаті обробки заготовка 4 з даксишльшш діаметральним розміром И зменшується до діаметра готового шарика Ct, a ДИСК І під дією затискача 9 аерепіщустьса за цщ
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working of balls
Автори англійськоюZaporozhets Oleksandr Andriiovych, Dzhemelinskyi Vitalii Vasyliovych, Nazarchuk Vitalii Mykolaiovych, Semenchenko Viacheslav Mykhailovych, Fedorenko Mykola Oleksandrovych
Назва патенту російськоюСпособ обработки шариков
Автори російськоюЗапорожец Александр Андреевич, Джемелинский Виталий Васильевич, Назарчук Виталий Николаевич, Семенченко Вячеслав Михайлович, Федоренко Николай Александрович
МПК / Мітки
МПК: B24B 11/00
Мітки: обробки, кульок, спосіб
Код посилання
<a href="https://ua.patents.su/5-31921-sposib-obrobki-kulok.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки кульок</a>
Спосіб обробки кульок та пристрій для його реалізації
Номер патенту: 32313
Опубліковано: 15.12.2000
Автори: Пасічний Олег Олегович, Шепелєв Анатолій Олександрович
МПК: B24B 11/00
Мітки: спосіб, реалізації, обробки, кульок, пристрій
Текст:
...ділянок у вигляді дуг кола — дозволяє під час роботи отримати на поверхні шариків найбільш раціональну сітку слідів обробки, це забезпечить отримання найбільш високої якості оброблених шариків; спряжених ділянок у вигляді спіралі Архімеду — дозволяє оброблювати шарики з максимальною продуктивністю обробки і достатньо високій якості; спряжених ділянок у вигляді експоненти — забезпечує шарикам під час обробки постійну лінійну швидкість...
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: обробки, групи, спосіб, стержнів, розмірної, дугою, електричною, заготовки, монолітної
Формула / Реферат:
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Спосіб виробництва стальних тіл з замкнутими випуклими поверхнями для обробки металів
Номер патенту: 25553
Опубліковано: 30.10.1998
Автори: Чепенко Анатолій Іванович, Полещук Петро Миколайович, Канєвський Леонід Давидович, Шмуклер Йосип Срулевіч, Аріх Володимир Спиридонович, Павленко Олександр Анатольович
МПК: B24C 1/00, B24C 11/00
Мітки: замкнутими, тіл, випуклими, обробки, виробництва, металів, спосіб, поверхнями, стальних
Формула / Реферат:
Способ производства стальных тел с замкнутыми выпуклыми поверхностями для обработки металлов, включающий формирование заготовок стальных тел, сортировку, закалку, отпуск, шлифовку, полировку и доводку до состояния кондиционных тел с замкнутыми выпуклыми поверхностями, отличающийся тем, что формирование заготовок стальных тел осуществляют делением листового материала на заготовки в виде ромбов.
Спосіб обробки алмазів в діаманти

Номер патенту: 28834
Опубліковано: 16.10.2000
Автори: Мануковський Володимир Михайлович, Абрамов Володимир Миколайович
Мітки: діаманти, обробки, алмазів, спосіб
Формула / Реферат:
Спосіб обробки алмазів в діаманти, включаючий розпилювання, обробку рундиста та конуса з подальшим огрануванням, який відрізняється тим, що перед огрануванням шліфують конус низу алмазної заготовки, залишаючи сліди природних граней, висота котрих залежить від величини діаметра заготовки і визначається по формулі:Нз.п.г. = 0,07d + 0,025Нрунд.,де: Нз.п.г. - висота сліда природної грані;d - діаметр алмазної...
Спосіб термічної обробки заготовок суцільнокатаних коліс
Номер патенту: 5223
Опубліковано: 28.12.1994
Автори: Мирошниченко Микола Григорович, Пахомов Генадій Юхимович, Узлов Іван Герасимович, Школа Владлен Іванович, Кузьмичов Михайло Васильович, Козловський Альфред Іванович, Буряк Анатолій Вікторович, Староселецький Михайло Ілліч, Озиміна Валентина Василівна
МПК: C21D 9/34
Мітки: коліс, суцільнокатаних, заготовок, обробки, спосіб, термічної
Формула / Реферат:
(57) Способ термической обработки заготовок цельнокатаных колес, включающий нагрев под прокатку с изотермической выдержкой в процессе нагрева в течение 3...6ч., отличающийся тем, что выдержку производят при 850-890°С.
Попередній патент: Установка для дослідження триботехнічних властивостей матеріалів і покриттів
Наступний патент: Пристрій для пересування у трубопроводі
Випадковий патент: Препарат у формі змочуваного порошку для захисту посівів цукрових буряків від бур`янів