Прокатна кліть
Номер патенту: 108968
Опубліковано: 10.08.2016
Автори: Жученко Станіслав Вікторович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Мацко Сергій Володимирович, Набока Володимир Іванович
Формула / Реферат
Прокатна кліть, що включає опорні та робочі валки з подушками і підшипниками кочення, яка відрізняється тим, що шийки робочого валка виконують з більшим діаметром з боку бочки валка (з прямим конусом поверхні контакту), шийки опорного валка виконують з меншим діаметром з боку бочки валка (із зворотним конусом поверхні контакту), а різниця діаметрів по довжині шийки дорівнює двом прогинам валка по осі відносно кінців його шийок.
Текст
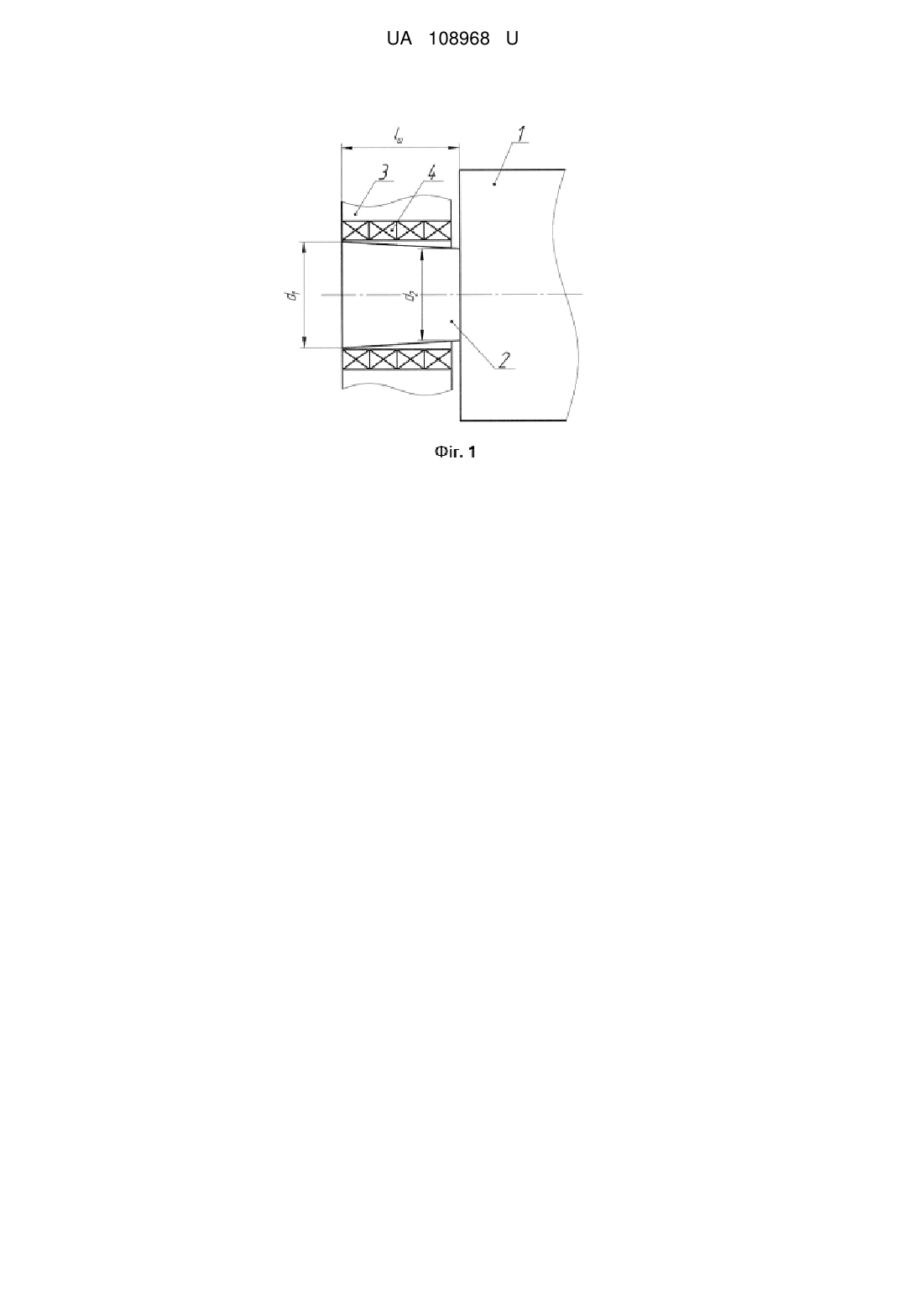
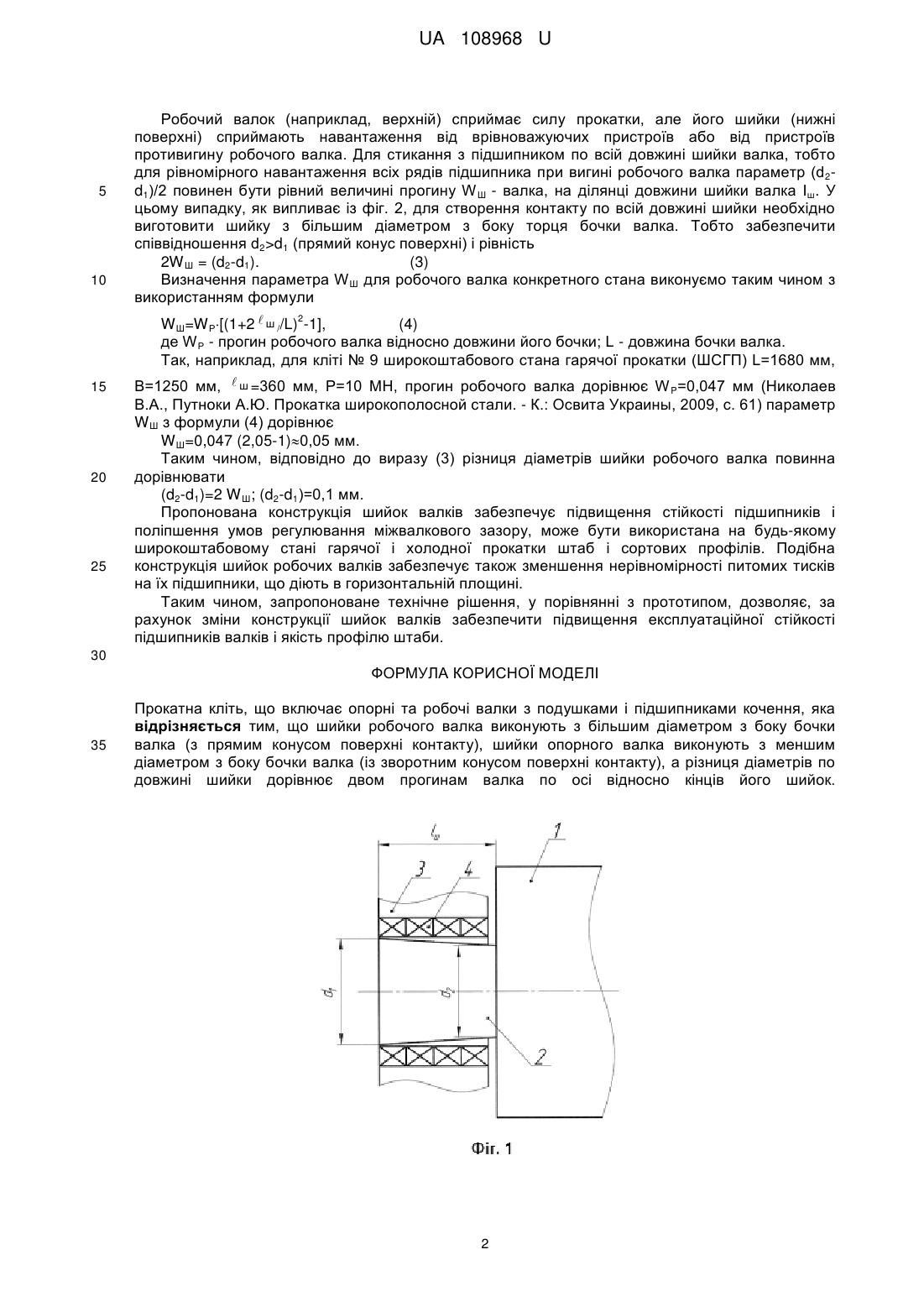
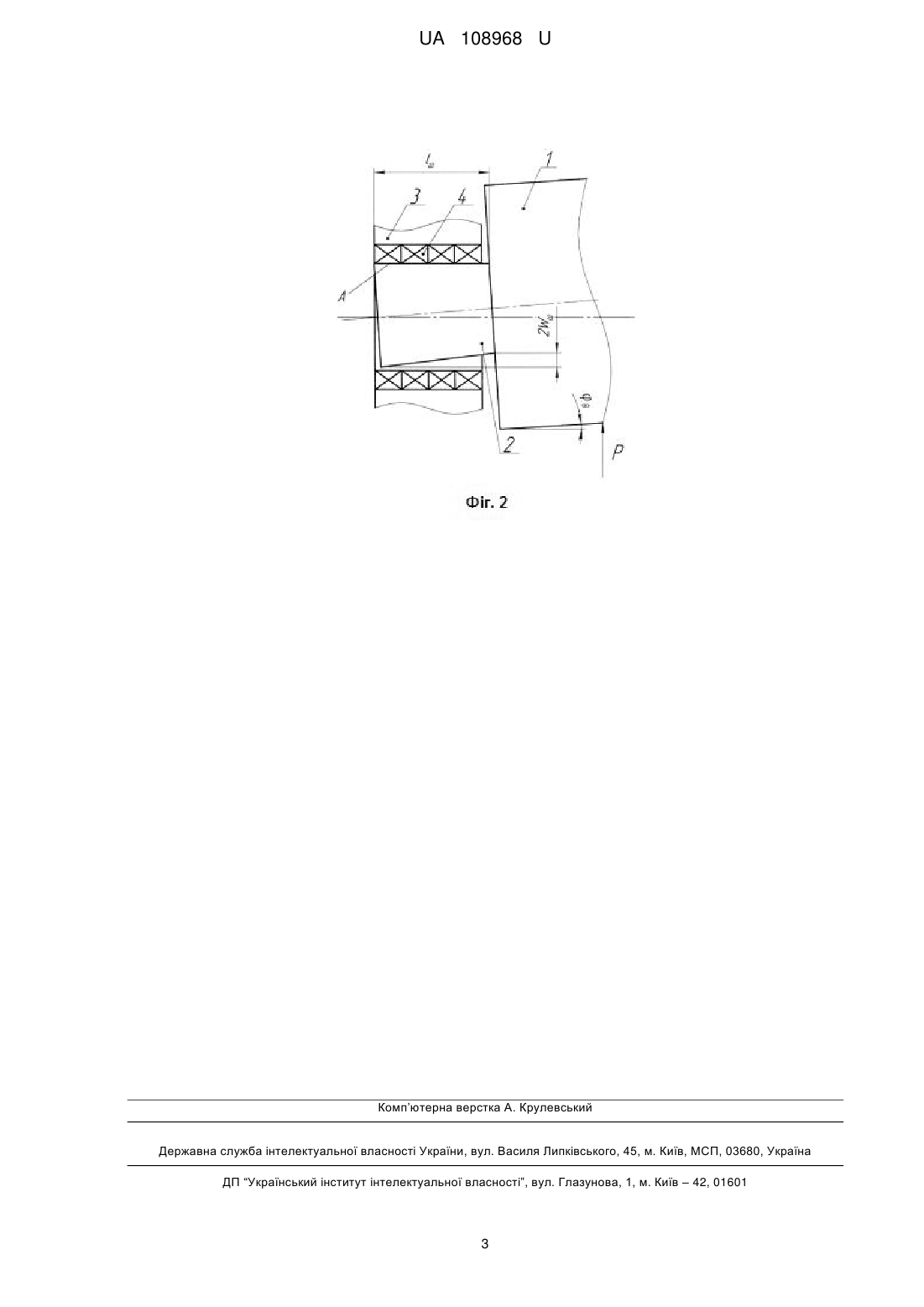
Реферат: Прокатна кліть включає опорні та робочі валки з подушками і підшипниками кочення. Шийки робочого валка виконують з більшим діаметром з боку бочки валка (з прямим конусом поверхні контакту), шийки опорного валка виконують з меншим діаметром з боку бочки валка (із зворотним конусом поверхні контакту). Різниця діаметрів по довжині шийки дорівнює двом прогинам валка по осі відносно кінців його шийок. UA 108968 U (12) UA 108968 U UA 108968 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до прокатного виробництва, зокрема до конструкції валків для гарячої і холодної прокатки штаб. Корисна модель призначена для поліпшення умов експлуатації підшипників прокатних валків і зниження їх витрати. Відома прокатна кліть, що включає опорні валки з конічними шийками зі зменшенням діаметра до торця шийки (з прямим конусом), які працюють в парі з підшипниками рідинного тертя (ПРТ), і робочі валки з циліндричними шийками, що працюють в парі з підшипниками кочення. (Королев А.А. Конструкция и расчет машин и механизмов прокатних станов - М.: Металлургия, 1969. - С. 136, рис. 63, с. 137, рис. 64). Недоліком комплекту конічна шийка - ПРТ на опорних валках є складність виготовлення монтажу і ремонту підшипникового вузла. Особливо якщо це стосується робочих валків, заміну яких виконують через кожні 8-24 години. Недоліком комплекту циліндрична шийка - роликовий підшипник кочення (працюють із зазором між їх поверхнями =0,2-0,3 мм) на робочих валках є перекіс шийки відносно підшипника внаслідок вигину робочого валка при прокатуванні і часте руйнування підшипників кочення. Як прототип прийнята прокатна кліть, що включає опорні та робочі прокатні валки з циліндричними опорними шийками, які встановлюють у подушки з підшипниками кочення (зазвичай чотирирядні) (Королев А.А. Конструкция и расчет машин и механизмов прокатних станов - М .: Металлургия , 1969. - С. 138, рис. 65, с. 137, рис. 64). Зазори =0,2-0,4 мм на діаметр між шийкою і підшипником забезпечують вільний монтаж і демонтаж подушок валків з підшипниками з циліндричними шийками прокатних валків під час їх зміни. Недоліком такого комплекту циліндрична шийка - роликовий підшипник кочення на опорних і робочих валках є перекіс шийки відносно підшипника внаслідок вигину валка при прокатуванні і часте руйнування підшипників кочення. При цьому виникає нерівномірний розподіл погонної сили, коли при вигині валка його шийка спирається на перший і четвертий ряди, а другий і третій ряди підшипника не сприймають навантаження. Тобто все навантаження сприймають два крайніх ряди підшипників. В основу корисної моделі поставлена задача створення такої прокатної кліті, в якій забезпечується зменшення виходу з ладу підшипників кочення опорних і робочих валків. Поставлена задача вирішується тим, що включає опорні та робочі валки з подушками і підшипниками кочення, згідно з корисною моделлю, шийки робочого валка виконують з більшим діаметром з боку бочки валка (з прямим конусом поверхні контакту), шийки опорного валка виконують з меншим діаметром з боку бочки валка (із зворотним конусом поверхні контакту), а різниця діаметрів по довжині шийки дорівнює двом прогинам валка по осі відносно кінців його шийок. На фіг. 1, 2 представлені опорний валок 1 із шийкою 2, з різницею діаметрів по довжині шийки, що утворює зворотний конус, подушку 3 валка з встановленими в ній підшипниками кочення 4. Шийки опорного валка сприймають силу прокатки штаби. Для верхнього валка навантаження сприймається верхньою поверхнею шийки. Внутрішній діаметр кільця підшипника кочення валка має постійний розмір по довжині шийки ш , а діаметр шийки зменшується від d до d (d >d ), утворюючи зворотний конус (тобто 1 2 1 2 діаметр на кінці шийки більше діаметра біля торця бочки). Для стикання з підшипником по всій довжині шийки валка, тобто для рівномірного навантаження усіх рядів підшипника при вигині опорного валка, параметр (d 1-d2 )/2 повинен бути рівний величині прогину W ш - валка на ділянці довжини шийки валка ш . Тобто W Ш=(d1-d2)/2, (1) де d1 і d2 - діаметри шийки валка на кінці і з боку торця бочки. 2 W Ш=W ОП[(1+2 ш /L) -1], (2) де W ОП - прогин опорного валка відносно довжини його бочки; L - довжина бочки валка. Прогин валка визначається експериментально або теоретично за відомими формулами. Так, наприклад, для кліті № 9 широкоштабового стана гарячої прокатки (ШСГП) 1680, L=1680 мм, ш =650 мм, В=1250 мм, сила прокатки Р=10 МН, прогин опорного валка дорівнює W ОП=0,056 мм (Николаев В.А., Путноки А.Ю. Прокатка широкополосной стали. - К.: Освита Украины, 2009. - С. 61) параметр W Ш з формули (2) дорівнює W Ш=0,056(3,05-1,0)0,115 мм. Таким чином, відповідно до виразу (1) різниця діаметрів шийки опорного валка повинна дорівнювати (d1-d2)=2W Ш; (d1-d2)=0,23 мм. 1 UA 108968 U 5 10 Робочий валок (наприклад, верхній) сприймає силу прокатки, але його шийки (нижні поверхні) сприймають навантаження від врівноважуючих пристроїв або від пристроїв противигину робочого валка. Для стикання з підшипником по всій довжині шийки валка, тобто для рівномірного навантаження всіх рядів підшипника при вигині робочого валка параметр (d2d1)/2 повинен бути рівний величині прогину W Ш - вaлкa, на ділянці довжини шийки валка Іш. У цьому випадку, як випливає із фіг. 2, для створення контакту по всій довжині шийки необхідно виготовити шийку з більшим діаметром з боку торця бочки валка. Тобто забезпечити співвідношення d2>d1 (прямий конус поверхні) і рівність 2W Ш = (d2-d1). (3) Визначення параметра W Ш для робочого валка конкретного стана виконуємо таким чином з використанням формули W Ш=W Р[(1+2 ш //L) -1], (4) де W Р - прогин робочого валка відносно довжини його бочки; L - довжина бочки валка. Так, наприклад, для кліті № 9 широкоштабового стана гарячої прокатки (ШСГП) L=1680 мм, 2 15 20 25 В=1250 мм, ш =360 мм, Р=10 МН, прогин робочого валка дорівнює W P=0,047 мм (Николаев В.А., Путноки А.Ю. Прокатка широкополосной стали. - К.: Освита Украины, 2009, с. 61) параметр W Ш з формули (4) дорівнює W Ш=0,047 (2,05-1)0,05 мм. Таким чином, відповідно до виразу (3) різниця діаметрів шийки робочого валка повинна дорівнювати (d2-d1)=2 W Ш; (d2-d1)=0,1 мм. Пропонована конструкція шийок валків забезпечує підвищення стійкості підшипників і поліпшення умов регулювання міжвалкового зазору, може бути використана на будь-якому широкоштабовому стані гарячої і холодної прокатки штаб і сортових профілів. Подібна конструкція шийок робочих валків забезпечує також зменшення нерівномірності питомих тисків на їх підшипники, що діють в горизонтальній площині. Таким чином, запропоноване технічне рішення, у порівнянні з прототипом, дозволяє, за рахунок зміни конструкції шийок валків забезпечити підвищення експлуатаційної стійкості підшипників валків і якість профілю штаби. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Прокатна кліть, що включає опорні та робочі валки з подушками і підшипниками кочення, яка відрізняється тим, що шийки робочого валка виконують з більшим діаметром з боку бочки валка (з прямим конусом поверхні контакту), шийки опорного валка виконують з меншим діаметром з боку бочки валка (із зворотним конусом поверхні контакту), а різниця діаметрів по довжині шийки дорівнює двом прогинам валка по осі відносно кінців його шийок. 2 UA 108968 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 31/00
Код посилання
<a href="https://ua.patents.su/5-108968-prokatna-klit.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть</a>
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Боде Торстен, Клекнер Юрген, Вайнгартен Людвіг
МПК: B21B 13/14
Мітки: кліть, штаби, прокатна, виготовлення, катаної
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Прокатна кліть для прокатки, зокрема, металевого прокату
Номер патенту: 100613
Опубліковано: 10.01.2013
Автори: Йєпсен Олаф Норман, Зайдель Юрген
МПК: B21B 13/14, B21B 27/02
Мітки: прокату, прокатки, зокрема, металевого, кліть, прокатна
Формула / Реферат:
1. Прокатна кліть для прокатки, зокрема, металевого прокату (1), яка має пару перших валків (2), що контактують з підтримуючими перші валки другими валками (3), причому перші валки (2), а також другі валки (3) забезпечені виконаною асиметрично відносно середньої площини (4) характеристикою радіуса (CVC-профілем), причому характеристика радіуса перших валків (2) задовольняє умову:RAW(х) = a0 + а1∙х + а2∙х2 + а3∙x3,...
Прокатна кліть
Номер патенту: 89406
Опубліковано: 25.01.2010
Автори: Мазур Владлен Олегович, Артюх Віктор Геннадійович, Артюх Геннадій Васильович
МПК: B21B 31/00, B21B 31/16
Формула / Реферат:
1. Прокатна кліть, що включає встановлені в станинах опорні й робочі валки з подушками, оснащеними облицювальними планками, та вузли горизонтального клинового розпору кліті із гідравлічними приводами, розташовані з боку приводу й завалки по обох боках від її вертикальної осі, яка відрізняється тим, що гідроциліндри приводів верхніх вузлів горизонтального клинового розпору кліті жорстко закріплені в установних пазах подушок верхнього опорного...
Прокатна кліть
Номер патенту: 31848
Опубліковано: 25.04.2008
Автори: Артюх Віктор Геннадійович, Артюх Геннадій Васильович, Мазур Владлен Олегович
МПК: B21B 31/00
Формула / Реферат:
1. Прокатна кліть, що містить станини, опорні й робочі валки з подушками, оснащеними облицювальними планками, й вузли горизонтального клинового розпору кліті із приводами, розташованими по обидва боки від її осі, яка відрізняється тим, що гідроциліндри приводу верхніх вузлів горизонтального клинового розпору кліті жорстко закріплені в установних пазах подушок верхнього опорного валка, а гідроциліндри приводу нижніх вузлів горизонтального...
Прокатна кліть з парою робочих cvc-валків
Номер патенту: 57692
Опубліковано: 10.03.2011
Автори: Кисельов Олександр Григорович, Білобров Юрій Миколайович, Панасенко Андрій Миколайович, Барабаш Андрій Володимирович, Вольвач Олександр Євгенійович, Кулаченко Алла Аркадіївна
МПК: B21B 13/12
Мітки: кліть, парою, прокатна, cvc-валків, робочих
Формула / Реферат:
Прокатна кліть з парою робочих CVC-валків, що містить нижній і верхній опорні валки, які взаємодіють з CVC-валками, встановленими з можливістю осьового переміщення і виконаними з S-подібним профілем, що формує на їхній робочій поверхні опуклі й увігнуті ділянки, яка відрізняється тим, що згаданий профіль валків в осьовому перерізі визначений з експонентного виразу:,...
Попередній патент: Спосіб холодної прокатки штаб
Наступний патент: Спосіб визначення повздовжніх та поперечних параметрів рейкового кола
Випадковий патент: Спосіб виробництва молочно-білкового концентрату