Спосіб оброблення дротової заготівки перед протяганням
Номер патенту: 51337
Опубліковано: 15.02.2005
Автори: Алимов Борис Дмитрович, Максаков Анатолій Іванович, Холявченко Леонід Тимофійович, Козлов Сергій Миколайович, Алімов Валерій Іванович

Формула / Реферат
Спосіб ущільнення бетонних сумішей шляхом вібрування, який відрізняється тим, що вібрування здійснюють за переривчастим режимом з тривалістю вібровпливів 5... 18с. та інтервалами між ними 2...3с.
Текст
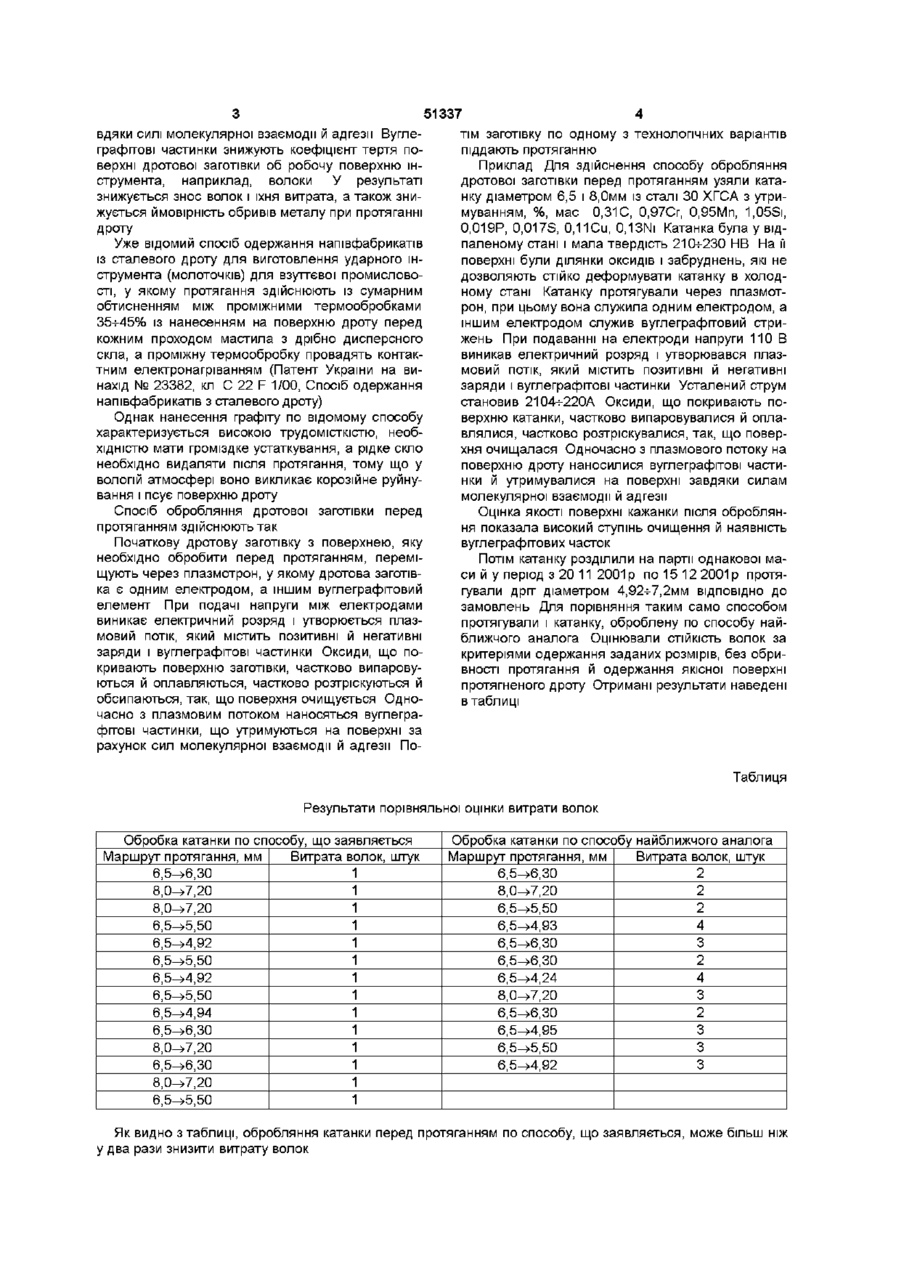
Спосіб обробки дротової заготівки перед протяганням, при якому впливають на її поверхню плазмовим потоком, який відрізняється тим, що плазмовий потік містить вуглеграфітові частинки, які створюють електричним розрядом між вуглеграфітовим електродом і дротовою заготівкою Винахід відноситься до виробництва металевих виробів, а більш конкретно до способів підготування поверхні дротової заготівки до протягання, і може бути використаним при виробництві дроту, а також продукції з цього дроту на сталедротових заводах Відомий спосіб підготування поверхні металу до протягання, що включає видалення оксидів, нанесення підмастильного шару й сушіння (Шахпазов X С , Недовизий И Н , Ориничев В И и др Производство метизов -М Металлургия, 1977 -С 2326) Вадою відомого способу є велика трудомісткість, необхідність підігріву травильних розчинів і розчинів для нанесення підмастильного шар, необхідність сушіння, громіздкість агрегату, забруднення навколишнього середовища агресивними випаровуваними розчинами Відомий також спосіб обробляння виробів, що включає створення між виробом і одним електродом розрядженого чи захисного середовища, збудження електричного розряду джерелом живлення й обробляння тиском безпосередньо після впливу електричного розряду (Патент РФ № 2028841, кл В 21 В 9/00, В 21 В 45/02, 1995 р) Цей спосіб по технічній сутності є найбільш близьким до винаходу, що заявляється, і тому прийнятий як найближчий аналог Вадою відомого способу по найближчому аналогу є високий коефіцієнт тертя поверхні заготівки об робочу поверхню деформуючого інструмента, наприклад, волоки, у результаті чого збільшується знос волок і їхня витрата, а також зростає ймовірність обривів металу при деформуванні В основу пропонованого винаходу поставлено задачу такого удосконалення способу обробляння дротової заготівки перед протяганням, яке дозволило би підвищити СТІЙКІСТЬ волок і зменшити ймовірність обривів металу при протяганні завдяки ЗМІНІ параметрів плазмового потоку, що знижує коефіцієнт тертя між дротовою заготівкою й волокою Поставлена задача вирішується тим, що перед протяганням поверхню дротової заготівки оброблюють плазмовим потоком, якій утримує вуглеграфітові частинки, що утворюються при електричному розряді між вуглеграфітовим електродом і дротовою заготівкою Суттєвими ознаками, які збігаються с суттєвими ознаками найближчого аналога, є вплив плазмовим потоком на поверхню дротової заготівки Нові суттєві ознаки плазмовий потік, містить вуглеграфітові частинки, які створюють електричним розрядом між вуглеграфітовим електродом і дротовою заготівкою Завдяки тому що на поверхню дротової заготівки впливає плазмовий потік, який містить вуглеграфітові частинки, що утворюються при електричному розряді між вуглеграфітовим електродом і дротовою заготівкою, відбувається очищення поверхні й видалення оксидів за рахунок їхнього випаровування, оплавлювання, розтріскування й опадання з одночасним нанесенням вуглеграфітових частинок із плазмового потоку Вуглеграфітові частинки утримуються на поверхні заготівки за 1 СО го Ю 51337 тім заготівку по одному з технологічних варіантів піддають протяганню Приклад Для здійснення способу обробляння дротової заготівки перед протяганням узяли катанку діаметром 6,5 і 8,0мм із сталі ЗО ХГСА з утримуванням, %, мас 0.31С, 0,97Cr, 0,95Mn, 1,05Si, 0.019Р, 0.017S, 0,11Cu, 0,13Ni Катанка була у відпаленому стані і мала твердість 21О230 НВ На її поверхні були ділянки оксидів і забруднень, які не дозволяють стійко деформувати катанку в холодному стані Катанку протягували через плазмотрон, при цьому вона служила одним електродом, а іншим електродом служив вуглеграфітовий стрижень При подаванні на електроди напруги 110 В виникав електричний розряд і утворювався плазмовий потік, який містить позитивні й негативні заряди і вуглеграфітові частинки Усталений струм становив 2104-ь220А Оксиди, що покривають поверхню катанки, частково випаровувалися й оплаОднак нанесення графіту по відомому способу влялися, частково розтріскувалися, так, що поверхарактеризується високою трудомісткістю, необхня очищалася Одночасно з плазмового потоку на хідністю мати громіздке устаткування, а рідке скло поверхню дроту наносилися вуглеграфітові частинеобхідно видаляти після протягання, тому що у нки й утримувалися на поверхні завдяки силам вологій атмосфері воно викликає корозійне руйнумолекулярної взаємодії й адгезії вання і псує поверхню дроту вдяки силі молекулярної взаємодії й адгезії Вуглеграфітові частинки знижують коефіцієнт тертя поверхні дротової заготівки об робочу поверхню інструмента, наприклад, волоки У результаті знижується знос волок і їхня витрата, а також знижується ймовірність обривів металу при протяганні дроту Уже відомий спосіб одержання напівфабрикатів із сталевого дроту для виготовлення ударного інструмента (молоточків) ДЛЯ взуттєвої промисловості, у якому протягання здійснюють із сумарним обтисненням між проміжними термообробками 35-ь45% із нанесенням на поверхню дроту перед кожним проходом мастила з дрібно дисперсного скла, а проміжну термообробку провадять контактним електронагріванням (Патент України на винахід № 23382, кл С 22 F 1/00, Спосіб одержання напівфабрикатів з сталевого дроту) Спосіб обробляння дротової заготівки перед протяганням здійснюють так Початкову дротову заготівку з поверхнею, яку необхідно обробити перед протяганням, переміщують через плазмотрон, у якому дротова заготівка є одним електродом, а іншим вуглеграфітовий елемент При подачі напруги між електродами виникає електричний розряд і утворюється плазмовий потік, який містить позитивні й негативні заряди і вуглеграфітові частинки Оксиди, що покривають поверхню заготівки, частково випаровуються й оплавляються, частково розтріскуються й обсипаються, так, що поверхня очищується Одночасно з плазмовим потоком наносяться вуглеграфітові частинки, що утримуються на поверхні за рахунок сил молекулярної взаємодії й адгезії По Оцінка якості поверхні кажанки після обробляння показала високий ступінь очищення й наявність вуглеграфітових часток Потім катанку розділили на партії однакової маси й у період з 20 11 2001 р по 15 12 2001 р протягували дріт діаметром 4,92-ь7,2мм ВІДПОВІДНО ДО замовлень Для порівняння таким само способом протягували і катанку, оброблену по способу найближчого аналога Оцінювали СТІЙКІСТЬ ВОЛОК за критеріями одержання заданих розмірів, без обривності протягання й одержання якісної поверхні протягненого дроту Отримані результати наведені в таблиці Таблиця Результати порівняльної оцінки витрати волок Обробка катанки по способу, що заявляється Маршрут протягання, мм Витрата волок, штук 1 6,5^6,30 1 8,0^7,20 1 8,0^7,20 1 6,5^5,50 1 6,5^4,92 1 6,5^5,50 1 6,5^4,92 1 6,5^5,50 1 6,5^4,94 1 6,5^6,30 1 8,0^7,20 1 6,5^6,30 1 8,0^7,20 1 6,5^5,50 Обробка катанки по способу найближчого аналога Маршрут протягання, мм Витрата волок, штук 2 6,5^6,30 2 8,0^7,20 2 6,5^5,50 4 6,5^4,93 3 6,5^6,30 2 6,5^6,30 4 6,5^4,24 3 8,0^7,20 2 6,5^6,30 3 6,5^4,95 3 6,5^5,50 3 6,5^4,92 Як видно з таблиці, обробляння катанки перед протяганням по способу, що заявляється, може більш ніж у два рази знизити витрату волок 51337 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing wire billet before drawing
Автори англійськоюMaksakov Anatolii Ivanovych, Alymov Borys Dmytrovych, Kholiavchenko Leonid Tymofiiovych, Alimov Valerii Ivanovych, Kozlov Serhiy Mykolayovych
Назва патенту російськоюСпособ обработки проволочной заготовки перед протягиванием
Автори російськоюМаксаков Анатолий Иванович, Алимов Борис Дмитриевич, Холявченко Леонид Тимофеевич, Алимов Валерий Иванович, Козлов Сергей Николаевич
МПК / Мітки
МПК: B21C 1/02, C21D 9/52, B21B 45/02, B21B 9/00, B21C 9/00, B21C 1/16
Мітки: спосіб, заготівки, протяганням, дротової, оброблення
Код посилання
<a href="https://ua.patents.su/3-51337-sposib-obroblennya-drotovo-zagotivki-pered-protyagannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб оброблення дротової заготівки перед протяганням</a>
Спосіб підготування сталевої дротової заготівки до холодного деформування
Номер патенту: 41746
Опубліковано: 17.05.2004
Автори: Максаков Анатолій Іванович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Борщов Олексій Вікторович, Прядко Любов Давидівна, Кузьмін Олександр Вікторович
МПК: B21B 45/02, B21C 1/00
Мітки: підготування, деформування, сталевої, дротової, спосіб, заготівки, холодного
Формула / Реферат:
Спосіб підготування сталевої дротової заготівки до холодного деформування, що включає очищення заготівки від окалини, нанесення на неї підмастильного шару і сушіння, який відрізняється тим, що одночасно з очищенням електродуговою плазмою виконують нагрівання дротової заготівки до температури, не вищої від критичної точки АС1, на нагріту дротову заготівку наносять підмастильний шар шляхом просовування її через розчин для підмастильного шару,...
Пристрій для підготування дротової заготівки до холодного деформування
Номер патенту: 41745
Опубліковано: 17.05.2004
Автори: Максаков Анатолій Іванович, Пелець Сергій Миколайович, Мельник Станіслав Михайлович, Азін Євген Леонідович
МПК: B21C 43/00, C21D 9/52, B21C 9/00
Мітки: пристрій, дротової, холодного, заготівки, підготування, деформування
Формула / Реферат:
Пристрій для підготування дротової заготівки до холодного деформування, що містить послідовно встановлені плазмотрон і ванну для розчину з підмастильним матеріалом, який відрізняється тим, що він містить вогнетривкий відбивач плазмових газів, установлений між плазмотроном і ванною для розчину з підмастильним матеріалом, з'єднаний каналом з вогнетривким дифузором, встановленим після цієї ванни.
Агрегат для патентування сталевої дротової заготівки
Номер патенту: 49412
Опубліковано: 16.08.2004
Автори: Мельник Станіслав Михайлович, Пелець Сергій Миколайович, Максаков Анатолій Іванович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ
Мітки: агрегат, дротової, сталевої, патентування, заготівки
Формула / Реферат:
1. Агрегат для патентування сталевої дротової заготівки, що містить послідовно встановлені розмотувальний пристрій, нагрівальну піч, селітрову ванну для розпаду переохолодженого аустеніту, водяну ванну і намотувальний пристрій, який відрізняється тим, що водяна ванна виконана з двох сполучуваних між собою частин, перша по ходу технологічного процесу частина водяної ванни встановлена до селітрової ванни, обидві частини водяної ванни з'єднані...
Спосіб термічної обробки дротової заготовки
Номер патенту: 59744
Опубліковано: 15.09.2003
Автори: Туков Володимир Анатолійович, Морозов Ігор Володимирович, Алімов Валерій Іванович
МПК: C21D 9/52
Мітки: дротової, спосіб, термічної, заготовки, обробки
Формула / Реферат:
Спосіб термічної обробки дротової заготовки, що включає нагрівання для аустенітизації й охолодження для розпаду аустеніту в дифузійній області, який відрізняється тим, що нагрівання й охолодження здійснюють в електроліті циклічно, причому тривалість кожного наступного циклу при нагріванні в 1,5 - 2,5 рази коротша за попередню, а тривалість кожного наступного циклу при охолодженні в 2 - 3 рази довша за попередню.
Спосіб оброблення сплавів алюмінію перед нанесенням лакофарбового покриття
Номер патенту: 49248
Опубліковано: 16.09.2002
Автори: Яворський Віктор Теофілович, Мерцало Іванна Павлівна, Масик Орислава Богданівна
МПК: C25D 11/04
Мітки: нанесенням, сплавів, алюмінію, спосіб, лакофарбового, покриття, оброблення
Формула / Реферат:
Спосіб оброблення сплавів алюмінію перед нанесенням лакофарбового покриття, що включає анодування в електроліті на основі сульфатної кислоти, який відрізняється тим, що електроліт додатково містить графіт дисперсністю 1-1,5 мкм, а анодування здійснюють при перемішуванні електроліту складу, г/л: сульфатна кислота 150 - 180, графіт 0,01 -0,5.
Попередній патент: Гусеничний ланцюг транспортного засобу
Наступний патент: Пристрій для ідентифікації оптичних міток
Випадковий патент: Стенд для виготовлення гратчастого прогону