Спосіб виготовлення гранул з прутка металу або сплаву
Формула / Реферат
Спосіб виготовлення гранул з прутка металу або сплаву, що включає оплавлення прутка, відділення крапель металу під дією дугового розряду, охолоджування крапель, який відрізняється тим, що оплавлення електрода і відділення крапель здійснюють пульсуючим струмом, який змінюють в таких межах величини і часу, що забезпечують безперервне горіння дуги та домінування сили пінч-ефекту, при цьому кут між напрямком дуги і прутком може вибиратись в межах 0¸90°.
Текст
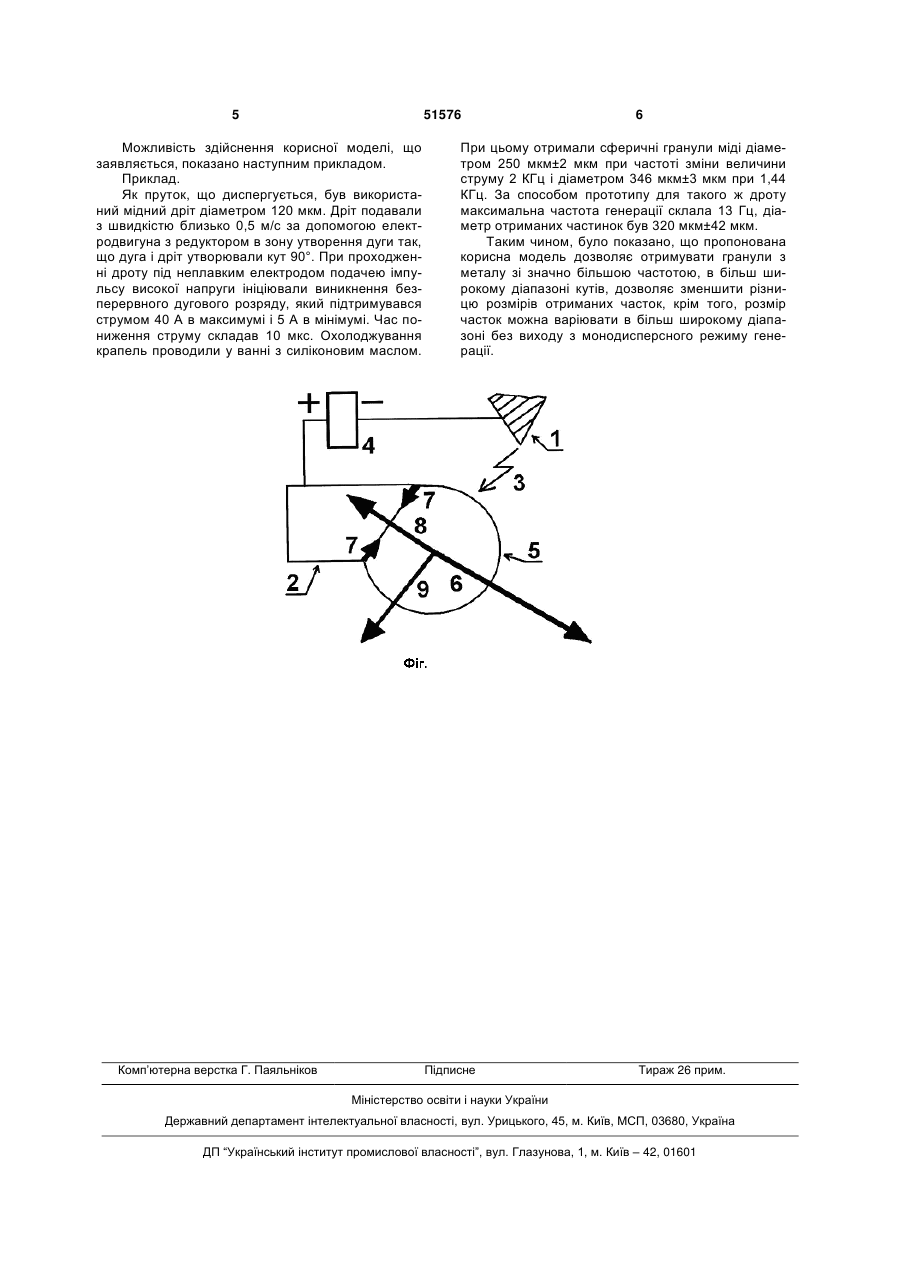
Спосіб виготовлення гранул з прутка металу або сплаву, що включає оплавлення прутка, відді 3 нодійної перерахованих сил. Після відділення і руху в газі краплі уловлюють в судину з рідиною, що охолоджує краплі. До недоліків способу слід віднести обмеження продуктивності по причині великої тривалості часу генерації однієї частки порядку десятків мілісекунд (до 100 мс). Відомий вибраний спосіб здобуття металевих порошків [Suslov A. V., Dreyzin E. L., Trunov M. A. Formation of Monodispersed Refractory Metal Particles by Impulse Discharge // J. Powder Technology. 1993. - V.74. - P. 23-30.] (прототип), який полягає в тому, що між кінцем металевого прутка і масивним неплавким електродом запалюють електричну дугу на термін порядку сотень мікросекунд, ініціацію якої проводять за допомогою високовольтної іскри між прутком і неплавким масивним електродом після кожного акту генерації краплі розплавленого металу. При цьому к масивному неплавкому електроду приєднують негативний полюс джерела току. Між металевим прутком, що диспергується, і дугою вигримують кут 30 90°. Вибір кута між напрямом формування стовпа дуги і електродом, що витрачається, в межах 30 90° обумовлений напрямом сил поверхневого натягнення, електронного тиску, пінч-ефекту, що діють на розплавлену краплю металу. Підтримка кута в заданих межах забезпечує стабільний відрив краплі, що сформувалася, від розплаву під дією рівнодійної перерахованих сил. Після відділення і руху в газі краплі металу уловлюють в судину з рідиною, яка їх охолоджує. Відділення краплі відбувається при домінуванні сили електронного тиску. До недоліків прототипу слід віднести обмеження продуктивності по причині витрат часу на проміжок між імпульсами, підпал і гасіння дуги, обмеження, яке накладається на кут між напрямом дуги і електродом, що диспергується, викликане домінуванням сили електронного тиску, а також відносно великий розкид по розмірах отримуваних частинок металу. Задачі, на вирішення яких спрямована корисна модель, є збільшення продуктивності, розширення діапазону кутів, під котрими здійснюється диспергування, більш широкий вибір розмірів отримуваних крапель та зменшення розкиду їх по розмірам. Поставлені задачі вирішуються в способі виготовлення гранул з прутка металу або сплаву, що включає оплавлення пругка, відділення крапель металу під дією дугового розряду, охолоджування крапель, і відрізняється тим, що оплавлення електроду і відділення крапель здійснюють пульсуючим струмом, який змінюють в таких межах величини і часу, що забезпечують безперервне горіння дуги та домінування сили пінч-ефекту, при цьому кут між направленням дуги і прутком, може вибиратись в межах 0 90°. Суть запропонованого способу полягає в наступному. Між неплавким масивним металевим електродом 1 і металевим прутком 2 утворюють електричну дугу 3 за допомогою джерела струму 4 (рис. 1). При цьому максимальну силу струму дуги підбирають так (використовують відоме рівняння теплового балансу), щоб енергії, що виділяється, вистачало для утворення оплавленої частини прутка 5, а термін зменшення струму та співвідно 51576 4 шення максимального та мінімального струму так, щоб проходило відділення краплі металу з прутка, при домінуванні сили пінч-ефекту. Мінімальну силу струму та відстань між електродами обумовлюють відомими співвідношеннями, які виражають умови підтримки горіння дуги. При цьому вибирають кут між прутком і дугою в межах 0 90°, оскільки при усіх цих кутах пінч-ефект спричиняє появу сил осьової 6 і радіальної 7 складових сили пінчефекту, що перевищують сили поверхневого натягнення 8, електронного тиску 9, що спричиняє відділення оплавленої частини прутка 5, до того моменту часу, як сила електронного тиску 9 виросте до величини, при якій почнеться відділення оплавленої частини прутка 5 (як у прототипі). При цьому використовують той факт, що при різкій зміні струму в провіднику щільність струму змінюється по радіусу провідника за рахунок скін-ефекту, при цьому збільшується як осьовий напрям сили пінч ефекту (Тепло- и массообмен. Теплотехнический эксперимент: Справочник/ Под общ. ред. В. A. Григорьева и В. М. Зорина. М.: Энергоиздат, 1982. 512 с], так і радіальний, що різко збільшує тиск на поверхні прутка і його оплавленої частини [Арцимович Л. А. Избранные труды. Атомная фізика и фізика плазмы. М.. «Наука». 1978, с. 234] і може перевищувати силу електронного тиску в десятки разів. При цьому тиск підвищується пропорційно радіусу проволоки у мінус другої ступені [Дробышевский Э. М., Жуков Б. Г.. Куракин P. O. и др. Письма в ЖТФ, 1999, том 25, вип. 6. С. 89-94.], що приводить до різкого прискорення відділення оплавленої частини, на відміну від сили електронного тиску, яка зменшується по мірі відділення оплавленої частини. Це веде к зменшенню часу генерації однієї частки (за другим законом Ньютона). Для домінування сили пінч - ефекту час спаду струму вибирають такий, щоб глибина скін - шару (глибина проникнення струму у провідник) була менша ніж радіус пругка. Наприклад, розрахунок по відомим співвідношенням дає, що за час спаду імпульсу порядку 0,1 3 мкс глибина проникнення струму сягає 10 мкм, що дає змогу диспергувати пруток діаметром більшим, ніж 20 мкм. Управляють величиною струму за допомогою електронного ключа, що дозволяє виробляти необхідні зміни струму, для цього використовують, наприклад, таке джерело живлення, як ВС-24 з двома електронними ключами (транзисторами з опором, що обмежує струм), які перемикають імпульсним двоканальним генератором, наприклад Г5-56. Корисна модель дозволяє збільшити діапазон кутів, за якими здійснюється диспергування, дозволяє збільшити швидкість диспергування за рахунок безперервного горіння дути більш ніж в 10 разів, дозволяє зменшити розкид по розмірах крапель металу за рахунок більш різкого відділення оплавленої частини (за рахунок сили електронного тиску відділення відбувається більш повільно, при цьому утворюється рідка перемичка між прутком і оплавленою частиною, ця перемичка переривається випадковим чином, і її об'єм може приєднатися як до оплавленої частини, що відділяється, так і залишитися на прутку). 5 51576 Можливість здійснення корисної моделі, що заявляється, показано наступним прикладом. Приклад. Як пруток, що диспергується, був використаний мідний дріт діаметром 120 мкм. Дріт подавали з швидкістю близько 0,5 м/с за допомогою електродвигуна з редуктором в зону утворення дуги так, що дуга і дріт утворювали кут 90°. При проходженні дроту під неплавким електродом подачею імпульсу високої напруги ініціювали виникнення безперервного дугового розряду, який підтримувався струмом 40 А в максимумі і 5 А в мінімумі. Час пониження струму складав 10 мкс. Охолоджування крапель проводили у ванні з силіконовим маслом. Комп’ютерна верстка Г. Паяльніков 6 При цьому отримали сферичні гранули міді діаметром 250 мкм±2 мкм при частоті зміни величини струму 2 КГц і діаметром 346 мкм±3 мкм при 1,44 КГц. За способом прототипу для такого ж дроту максимальна частота генерації склала 13 Гц, діаметр отриманих частинок був 320 мкм±42 мкм. Таким чином, було показано, що пропонована корисна модель дозволяє отримувати гранули з металу зі значно більшою частотою, в більш широкому діапазоні кутів, дозволяє зменшити різницю розмірів отриманих часток, крім того, розмір часток можна варіювати в більш широкому діапазоні без виходу з монодисперсного режиму генерації. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of granules from rods of metal or alloy
Автори англійськоюSemenov Kostiantyn Ivanovych
Назва патенту російськоюСпособ изготовления гранул из прутка металла или сплава
Автори російськоюСеменов Константин Иванович
МПК / Мітки
МПК: B22F 9/02
Мітки: спосіб, виготовлення, гранул, металу, прутка, сплаву
Код посилання
<a href="https://ua.patents.su/3-51576-sposib-vigotovlennya-granul-z-prutka-metalu-abo-splavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гранул з прутка металу або сплаву</a>
Спосіб виготовлення вигнутих деталей з прутка
Номер патенту: 87167
Опубліковано: 25.06.2009
Автори: Жученко Олександр Миколайович, Гришин Микола Савелійович, Малєєва Тетяна Олександрівна
МПК: B21D 53/00, B21D 7/00, B21D 35/00
Мітки: деталей, спосіб, вигнутих, прутка, виготовлення
Формула / Реферат:
1. Спосіб виготовлення вигнутих деталей із прутка, що мають три петлі, який виконують у штампі шляхом первинного гнуття на оправках кінцевих ділянок заготовки до утворення двох петель обкаткою по прутку парою роликів, що переміщуються по криволінійних траєкторіях, та наступного гнуття іншої частини заготовки в тому ж напрямку до утворення третьої петлі, який відрізняється тим, що здійснюють гнуття одночасно двох заготовок на двох позиціях...
Спосіб електрошлакового наплавлення металу або сплаву та легкоплавкий шлак для його здійснення
Номер патенту: 69455
Опубліковано: 15.09.2004
Автори: Шевченко Віталій Юхимович, Цикуленко Анатолій Костянтинович, Ус Василь Іванович, Патон Борис Євгенович, Федоровський Борис Борисович, Цикуленко Костянтин Анатолійович, Саєнко Володимир Якович, Медовар Лев Борисович, Чернець Олександр Владиславович
МПК: B22D 11/04, B22D 19/10, B22D 19/16
Мітки: сплаву, легкоплавкий, наплавлення, здійснення, електрошлакового, шлак, спосіб, металу
Формула / Реферат:
1. Спосіб електрошлакового наплавлення металу або сплаву, у якому створюють шлакову ванну, поміщають виріб, що підлягає наплавленню, у шлакову ванну, нагрівають його без оплавлення теплом, яке генерують у шлаковій ванні пропусканням крізь неї електричного струму, і потім подають присадний метал або сплав на шлакову ванну, який відрізняється тим, що створюють шлакову ванну з легкоплавкого шлаку, вимірюють температуру шлакової ванни пірометром...
Спосіб одержання гранул металу
Номер патенту: 74905
Опубліковано: 15.02.2006
Автори: Цуге Осаму, Іто Сузо
МПК: C22B 1/245, C22B 5/10, C21B 13/10
Мітки: спосіб, гранул, одержання, металу
Формула / Реферат:
1. Спосіб одержання гранул металу, який включає нагрівання матеріалу, що включає речовину, яка містить оксид металу, і вуглецевмісний відновник, для відновлення оксиду металу, що міститься в матеріалі, і додаткове нагрівання одержаного металу для розплавлення металу з одночасним забезпеченням можливості відділення металу від побічного продукту шлакового компонента і забезпеченням можливості піддавання когезії побічного продукту - шлакового...
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Сесеке-Коуро Ульріх, Фрехсе Йоахім, Бекер Андреас
МПК: B23K 35/362, C23C 20/00
Мітки: отримані, алюмінію, з'єднання, деталей, виготовлення, алюмінієвого, покриття, використанням, покриттям, спосіб, сплаву, деталі, варіанти, суміш
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Спосіб виготовлення вигнутих деталей з прутка
Номер патенту: 58938
Опубліковано: 15.02.2006
Автори: Жученко Олександр Миколайович, Гришин Микола Савелійович, Малєєва Тетяна Олександрівна
МПК: B21D 53/00, B21D 35/00
Мітки: вигнутих, виготовлення, деталей, спосіб, прутка
Формула / Реферат:
Корисна модель відноситься до гірничої, промисловості і може бути використана в засобах для ударно-обертального буріння глибоких свердловин.Відомий заглибний пневмоударник [по патенту Росії №93042561, МПК 7 Е21С3/24, опубл. 10.27.1996] що включає корпус з передньою і задньою земними кришками, ударник з розподільною трубкою, одним кінцем закріпленою в задній кришці, а іншим кінцем зв'язаною з породоруйнуючим інструментом, розміщеним у...
Попередній патент: Клапанна тарілка
Наступний патент: Горілка особлива “франківська дзвінка”
Випадковий патент: Фреза для обработки сотових наповнювачів