Спосіб виготовлення вигнутих деталей з прутка
Номер патенту: 58938
Опубліковано: 15.02.2006
Автори: Жученко Олександр Миколайович, Гришин Микола Савелійович, Малєєва Тетяна Олександрівна

Формула / Реферат
Корисна модель відноситься до гірничої, промисловості і може бути використана в засобах для ударно-обертального буріння глибоких свердловин.
Відомий заглибний пневмоударник [по патенту Росії №93042561, МПК 7 Е21С3/24, опубл. 10.27.1996] що включає корпус з передньою і задньою земними кришками, ударник з розподільною трубкою, одним кінцем закріпленою в задній кришці, а іншим кінцем зв'язаною з породоруйнуючим інструментом, розміщеним у передній кришці, і систему каналів, проточок і розподільних вікон.
Найбільш близьким аналогом по сукупності ознак і очікуваному технічному результату до заявленого заглибного пневмоударнику є заглибний пневмоударник, що включає корпус з передньою і задньою з'ємними кришками, ударник з розподільною трубкою, одним кінцем закріпленою в задній кришці, а іншим кінцем зв'язаною з породоруйнучим інструментом, розміщеним у передній кришці і систему каналів, проточок і розподільних вікон [див. Заглибні пневматичні машини ударної дії для буріння свердловин. Вид. Наука, Сибірське вітд., Новосибірськ, стор.50, 1976р.].
Загальним недоліком приведених пневмоударників є те, що підвищений знос ударного торця і передньої частини зовнішньої поверхні ударника, так само як і сполученої з нею, передньої частини внутрішньої поверхні корпуса, характерний для всіх пневмоударників, приводить до його вибракуванню, у той час як ці поверхні в задній частині корпуса й ударника цілком придатні до роботи.
В основу корисної моделі поставлена задача удосконалити заглибний пневмоударник шляхом уніфікації елементів конструкції і за рахунок цього продовжити його ресурс.
Задача вирішена тим, що в заглибному пневмоударнику, що включає корпус з передньою і задньою земними кришками, ударник з розподільною трубкою, одним кінцем закріпленою в задній кришці, а іншим кінцем зв'язаною з породоруйнуючим інструментом, розміщеним у передній кришці, і систему каналів, проточок і розподільних вікон, відповідно до корисної моделі, форма корпуса і ударника виконані симетричними щодо площини, перпендикулярної їхній подовжній осі, що проходить відповідно через середину їх довжин, при цьому елементи з'єднання передньої і задньої кришок з корпусом уніфіковані з можливістю їх переустановки з одного кінця корпуса на іншій.
Виконання форми корпуса й ударника, тобто контурів їх подовжніх перетинів, симетричними щодо площини, перпендикулярної їх подовжньої осі, що проходить відповідно через середину їх довжин, і уніфікації елементів з'єднання кришок з корпусом дало можливість переустановлювати породоруйнуючий інструмент з одного кінця корпуса на іншій, що дозволило перенести зношені робочі поверхні корпуса й ударника в менш чутливу до їх зносу зону і за рахунок цього збільшити ресурс пневмоударника.
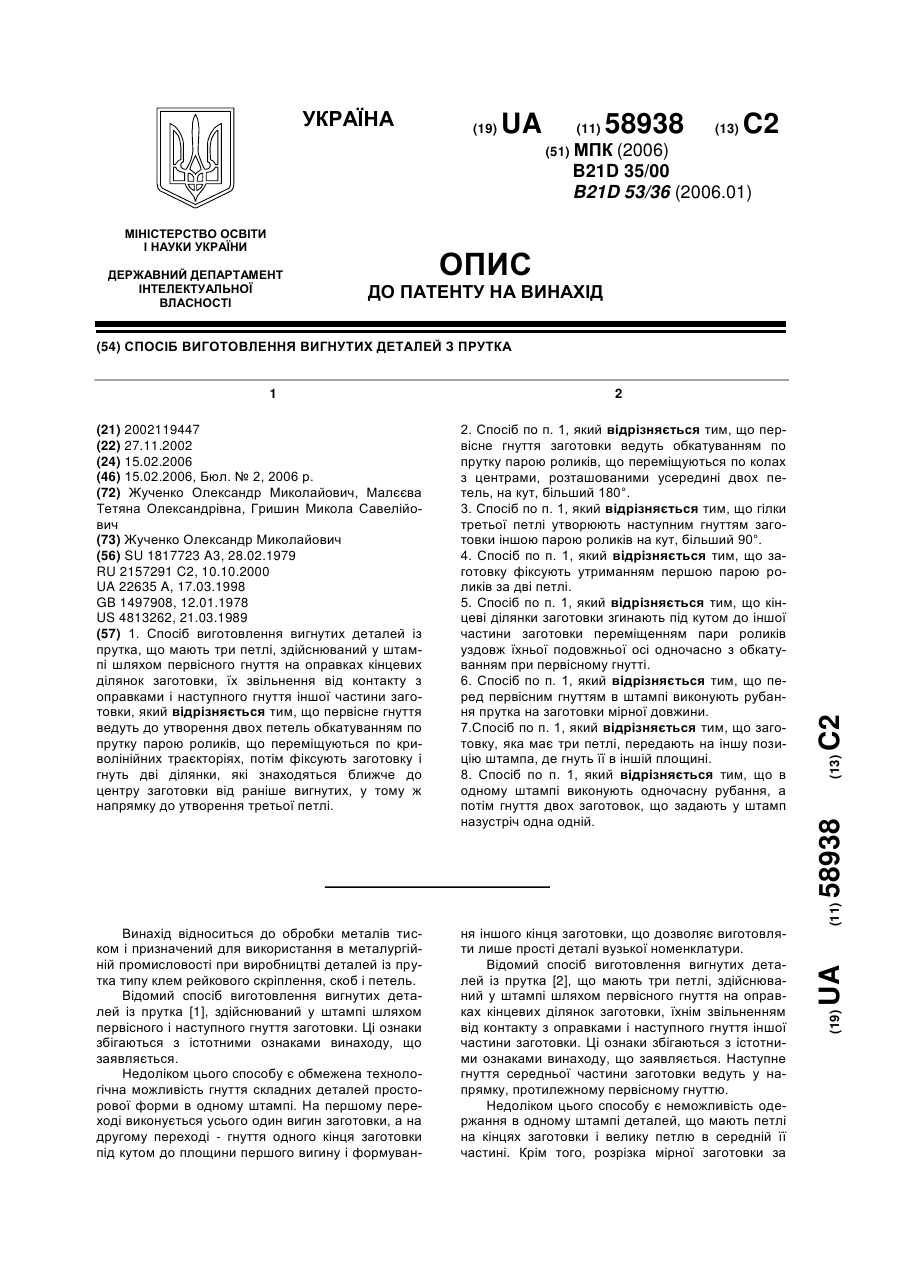
Сутність заглибного пневмоударника пояснюється кресленнями, де на:
Фіг.1 - представлений заглиблений пневмоударник у подовжньому перетині;
Фіг.2 - вид ударника у подовжньому перетині;
Фіг.3 - вид корпуса у подовжньому перетині.
Заглибний пневмоударник включає корпус 1, передню 2 і задню 3 з'ємні кришки, ударник 4 з проточками 5 і 6 на внутрішній поверхні, розподільну трубку 7, що одним кінцем закріплена в задній кришці 3 за допомогою втулки 8, стопорного кільця 9 і ущільнень 10, а іншим кінцем входить в інструмент 11. У розподільній трубці 7 соосно виконані впускний 12 і вихлопний 13 канали, розділені перемичкою, з розподільними вікнами 14 і 15. Проточки 5 і 6 ударника 4 сполучені з протилежними його торцями каналами відповідно 16 і 17. Ударник 4 разом з корпусом 1, передньою 2 і задньою 3 кришками утворюють передню 18 і задню 19 робочі камери, а у своєму крайньому задньому положенні з втулкою 8 - демпфуючу камеру 20.
Сутність корисної моделі заглибного пневмоударника реалізується таким чином.
При досягненні граничного зносу поверхонь корпуса 1 і ударника 4 з боку породоруйнуючого інструменту 11, останній переустановлюють на інший кінець корпуса 1. Спочатку вигвинчують різьбові кришки 3 і 2. З'ємну кришку 2 знімають разом з породоруйнуючим інструментом 11 і таким чином звільняють один кінець корпуса 1. Інший кінець корпуса 1 звільняють, виймаючи втулку 8 разом з розподільною трубкою 7, ущільненнями 10 і стопорним кільцем 9. Після чого витягнутий комплект з одного кінця корпуса вводять вільним кінцем розподільної трубки 7 в корпус 1 із протилежного кінця і загвинчують з'ємною кришкою 3. З іншого кінця корпусу 1 закручують з'ємну кришку 2 та вставляють в неї породоруйнуючий інструмент 11. Таким чином, породоруйнуючий інструмент переустановлюється стосовно корпуса 1 та ударника 4 на інший кінець, на якому робочі поверхні менш зношені в порівнянні з робочими поверхнями з другого кінця.
Приведену переустановку породоруйнуючого інструмента 11 з одного кінця корпуса 1 на іншій дозволило те, що ударник 4 і корпус 1 виконані симетричними щодо площини, перпендикулярної їх подовжній осі, що проходить відповідно через середину їх довжин, а елементи з'єднання передньої і задньої кришок з корпусом уніфіковані з можливістю їхньої переустановки з одного кінця корпуса на іншій.
Таким чином, зношена частина корпуса 1 і ударника 4 виводиться з зони підвищених ударних навантажень, в зону де зазор у їхньому сполученні менше впливає на роботу пневмоударника, завдяки чому продовжується його ресурс.
Після здійснення переустановки породоруйнуючого інструмента відповідно до заявленої корисної моделі заглибний пневмоударник працює за загальновідомою схемою.
У момент удару стиснене повітря по впускному каналу 12 розподільної трубки 7 і каналам 17 надходить у передню робочу камеру 18, надаючи ударнику 4 рух назад - холостий хід. При цьому з задньої робочої камери 19 по каналах 16, проточці 5 через вікна 15, канал 13 і центральний канал інструмента 11 забезпечується вихлоп відпрацьованого стиснутого повітря з задньої робочої камери 19 в свердловину. Впуск стиснутого повітря в передню робочу камеру 18 закінчується при припиненні сполучення проточки 6 з вікнами 14, і подальший рух ударника 4 назад здійснюється за рахунок розширення в передній робочій камері 18 стиснутого повітря і набраної ударником 4 інерції. Наприкінці розширювальної частини циклу ударний торець ударника 4 відкриває вікна 15, забезпечуючи вихлоп відпрацьованого стиснутого повітря з передньої робочої камери 18. Перед цим проточка 5 ударника сполучається через вікна 14 з впускним каналом 12, і стиснене повітря починає надходити в задню робочу камеру 19, гальмуючи ударник 4 у його холостому ході і підготовляючи робочий хід. Остаточна зупинка ударника 4 настає при входженні його в камеру 20, що демпфує і забезпечує додатковий імпульс ударнику на початку його робочого ходу.
При робочому ході стиснене повітря надходить у задню робочу камеру 19 до закінчення сполучення проточки 6 з вікнами 14, потім рух ударника 4 продовжується за рахунок розширення стиснутого повітря і набраної ударником інерції. Наприкінці розширювальної частини циклу при подальшому ході ударника вперед проточка 5 через вікна 15 і канали 16 забезпечує вихлоп відпрацьованого стиснутого повітря з задньої робочої камери 19, а проточка 6, сполучаючись з вікном 14, через канали 17 здійснює підведення стиснутого повітря в передню робочу камеру 18, підготовляючи холостий хід ударника 4. Після нанесення останнім удару по інструменту 11 робочий цикл повторюється.
Текст
1. Спосіб виготовлення вигнутих деталей із прутка, що мають три петлі, здійснюваний у штампі шляхом первісного гнуття на оправках кінцевих ділянок заготовки, їх звільнення від контакту з оправками і наступного гнуття іншої частини заготовки, який відрізняється тим, що первісне гнуття ведуть до утворення двох петель обкатуванням по прутку парою роликів, що переміщуються по криволінійних траєкторіях, потім фіксують заготовку і гнуть дві ділянки, які знаходяться ближче до центру заготовки від раніше вигнутих, у тому ж напрямку до утворення третьої петлі. C2 2 (19) 1 3 58938 4 межами штампа на окремому пресі вимагає викоПричинно-наслідковий зв'язок між сукупністю ристання спеціальних передавальних пристроїв, істотних ознак винаходу, що заявляється, і технічсинхронізованих з роботою штампа. ним результатом, що досягається, складається в Найбільш близьким по технічній сутності до наступному. способу, що заявляється, є спосіб виготовлення Первісне гнуття заготовки до утворення двох вигнутих деталей із прутка /3/, що мають три петлі, петель обкатуванням по прутку парою роликів, що здійснюваний у штампі шляхом первісного гнуття переміщуються по криволінійних траєкторіях, дає на оправках кінцевих ділянок заготовки, їхнім звіможливість синхронізувати гнуття кінцевих ділянок льненням від контакту з оправками і наступного заготовки й одержати симетричні петлі. гнуття іншої частини заготовки. Ці ознаки збігаютьФіксація заготовки і гнуття двох ділянок, що ся з істотними ознаками винаходу, що заявляєтьвіддалені до центра заготовки від раніше вигнутих ся. Наступне гнуття середньої частини заготовки у тому ж напрямку до утворення третьої петлі доведуть у напрямку, протилежному первісному. зволяє точно зцентрувати заготовку, не торкаюНедоліком цього способу є неможливість одечись її руками, і цілком здійснити формоутворення ржання в одному штампі деталей, що мають петлі деталі за один хід штампа. на кінцях заготовки і велику петлю в середній її Первісне гнуття заготовки обкатуванням по частині, через неприйнятну схему виконання техпрутку парою роликів, що переміщуються по колах нологічних переходів гнуття. з центрами, розташованими усередині двох пеДля аналогів і прототипу загальною причиною, тель, на кут, більший 180°, дає можливість точно що перешкоджає виготовленню деталей, що мавитримати задану конфігурацію петель і компенсують петлі на кінцях заготовки і велику петлю в севати пружну деформацію вигнутих ділянок заготівредній її частині, є неприйнятна схема виконання лі. технологічних переходів. Утворення гілки третьої петлі наступним гнутВ основу винаходу поставлена задача в спотям заготовки іншою парою роликів на кут, більсобі виготовлення вигнутих деталей із прутка шляший 90°, дозволяє мінімізувати тертя гнуттєвого хом раціонального виконання операцій гнуття заінструменту по заготовці і компенсувати пружну безпечити можливість виготовлення в одному деформацію середньої петлі деталі після зняття штампі з високою продуктивністю деталей, що зусилля гнуття. мають петлі на кінцях заготовки і велику петлю в Фіксація заготовки утриманням її першою пасередній її частині. рою роликів за дві петлі дає можливість корисно Для вирішення зазначеної задачі спосіб виговикористовувати зворотний хід гнуттєвих роликів і товлення вигнутих деталей із прутка, що мають зменшити загальний хід штампа при гнутті загототри петлі, здійснюють у штампі шляхом первісного вки. гнуття на оправках кінцевих ділянок заготовки, Вигин кінцевих ділянок заготовки під кутом до їхнім звільненням від контакту з оправками і наіншої частини заготовки переміщенням пари ролиступного гнуття іншої частини заготовки. На відміків уздовж подовжньої вісі при первісному гнутті ну від прототипу первісне гнуття ведуть до утводозволяє виготовляти деталі просторової форми рення двох петель обкатуванням по прутку парою за один хід штампа, поєднуючи гнуття петель із роликів, що переміщуються по криволінійних траєгнуттям в плоскості, розташованої під кутом до кторіях, потім фіксують заготовку і гнуть дві ділянплоскості розміщення решти частини заготовки. ки, які віддалені ближче до центру заготовки від Рубка заготовки мірної довжини перед первісраніше вигнутих, у тому ж напрямку до утворення ним гнуттям в штампі дозволяє автоматизувати третьої петлі. Первісне гнуття заготовки ведуть процес виготовлення деталей на одному пресі і обкатуванням по прутку парою роликів, що перепідвищити при цьому продуктивність праці. міщуються по колах з центрами, розташованими Передача заготовки, що має три петлі, на іншу усередині двох петель, на кут, більший 180°. Гілки позицію штампа, де заготовку гнуть в іншій плостретьої петлі утворюють наступним гнуттям загокості, дає можливість розширити технологічні мотовки іншою парою роликів на кут, більший 90°. жливості виготовлення в одному штампі деталей Заготовку фіксують утриманням першою парою просторової форми. роликів за дві петлі. Кінцеві ділянки заготовки згиОдночасна рубка, а потім гнуття двох заготонають під кутом до іншої частини заготовки перевок, що задають у штамп назустріч одну одній, міщенням пари роликів уздовж їхньої подовжньої дозволяє виготовляти дві деталі за один хід штамвісі одночасно з обкатуванням при первісному па й одночасно уникнути несиметричного навангнутті. Перед первісним гнуттям в штампі роблять таження машини при рубці заготовки, з огляду на рубку заготовки мірної довжини. Заготовку, яка те, що зусилля рубки в кілька разів більше зусилля має три петлі, передають на іншу позицію штампа, гнуття. де гнуть її в іншій площині. В одному штампі робСутність винаходу пояснюється кресленнями лять одночасну рубку, а потім гнуття двох заготона який зображено: вок, що задають у штамп назустріч одну одній. на фіг. 1 - розташування деталей інструмента Вищевикладені ознаки винаходу, що заявляперед початком гнуття деталі; ється, забезпечують одержання технічного рена фіг. 2 - схема гнуття двох малих петель дезультату, що полягає у виготовленні на одному талі; штампі з видачею за кожен хід преса готової детана фіг. 3 - розташування деталей інструмента лі, що має петлі на кінцях заготівлі і велику петлю перед початком гнуття великої петлі деталі; в середній її частині. на фіг. 4 - схема гнуття великої петлі деталі; 5 58938 6 на фіг. 5 - схема з'єднання гнуттєвого і допоутворення третьої петлі 2. Наступне гнуття заготоміжних роликів із втулкою, що охоплює оправку; вки ведуть навколо оправок 14 переміщуваними на фіг. 6 - приклад виготовленої трьохпетльоповзуном 15 преса двома роликами 16, що прохової деталі з кінцевими ділянками, розташованими дять між роликами 5, не торкаючись їх. Ролики 16 під кутом до іншої частини деталі; при насуванні на нерухомі похилі поверхні 17 зміна фіг. 7 - приклад виготовленої трьохпетльощуються назустріч один одному по горизонтальних вої деталі, вигнутої в іншій плоскості; пазах, виконаних у стійках 18 по формі вісей ролина фіг. 8 - вид зверху на деталі на фіг. 6 і 7; ків 16, згинають ділянки заготовки на кут, більший на фіг. 9 - схема гнуття двох петель деталі, 90° і компенсують у такий спосіб пружність петлі 2 зображеної на фіг. 6; після зняття навантаження. Після розвантаження на фіг. 10 - схема гнуття деталі, зображеної на заготовки гілки петель 1 залишаються паралельфіг. 7; ними. на фіг. 11 - схема виготовлення одночасно При виготовленні вигнутих деталей, що мають двох деталей. три петлі, у яких кінцеві ділянки 3 нахилені до інВиготовлення вигнутих деталей із прутка, що шої частини заготовки, кінцеві ділянки 3 згинають мають три петлі, дві малих 1 і одну велику 2, здійпід кутом до іншої частини заготовки переміщенснюється в штампі шляхом первісного гнуття на ням пари роликів 5 уздовж їхньої подовжньої вісі оправках 4 кінцевих ділянок З заготовки до утвоодночасно з обкатуванням при первісному гнутті. рення двох петель 1. Первісне гнуття ведуть обкаВісьове переміщення роликів 5 здійснюється при туванням по прутку парою роликів для гнуття 5, що насуванні їхніх торцевих поверхнь 19 у процесі переміщуються по криволінійних траєкторіях 6. обертання на похилі плоскості 20 нерухомих стійок Варіантом криволінійних траєкторій можуть бути 21. Наступне гнуття здійснюється також, як при кола з центрами, розташованими усередині двох гнутті плоских деталей. петель. Для компенсації пружності вигнутих кінців При виготовленні вигнутих деталей, що мають петель 1, щоб витримати паралельність їхніх кінтри петлі, у яких петлі розташовані не в одній плоцевих ділянок 3, ролики 5 повертають на кут, біскості, а мають просторову форму, вигнуту плоску льший 180°. Ролики 5 можуть обертатися навколо заготовку передають на іншу позицію штампа, де оправок 4 разом із втулками 7, що охоплюють гнуть її в іншій плоскості пуансоном 22 у матриці оправки 4, за допомогою допоміжних роликів 8 і 9, 23. що спільно змонтовані під різними кутами з двох У цьому ж штампі роблять рубку заготовки місторін від роликів 5 на різних рівнях з можливістю рної довжини для гнуття деталі з прутка, що задаобертання навколо оправок 4. Це дає можливість ється між оправками 4 і 14 і роликами 5 через циобертати допоміжні ролики 8 і 9, отже, і ролики для ліндричну втулку 24 до упора 25. Рубка гнуття 5 за допомогою копірів 10 і 11, що прямоліздійснюється ножем 26, який змонтований на іннійно переміщуються і розташовані один над інструменті для гнуття 27, що взаємодіє з прутком у шим відповідно на рівнях роликів 8 і 9. Копіри 10 початковий момент гнуття. Інший кінець прутка виступами 12 повертають допоміжні ролики 8 а з згинається симетрично розташованим інструменними ролики для гнуття 5 і допоміжні ролики 9. том для гнуття 28, виконаним без ножа. Наступні Потім у роботу вступають виступи 13 копірів 11, операції гнуття виконуються також, як описано що повертають допоміжні ролики 9 до закінчення вище при задачі в штамп штучної мірної заготівлі. первісного гнуття прутка роликами 5. Після закінВ одному штампі можна робити одночасну ручення первісного гнуття ролики для гнуття 5 викобку, а потім гнуття двох заготовок 29 і 30, що заристовуються для фіксації заготовки до початку дають у штамп назустріч одну одній. У цьому винаступного гнуття. Для цього допоміжні ролики 8 і падку циліндричні втулки 24 розташовані по краях 9 за допомогою копірів 10 і 11, а також пружин (на штампа, а упор 25 має дві робочі сторони 31 і 32. фігурах пружини не показані) повертаються навкоПриклад. Початковий пруток діаметром 17 мм ло оправок 4 у зворотному напрямку до заняття задають у прес зусиллям 1000 кН для виготовленроликами 5 положення контакту з крайніми найня пружинної клеми рейкового скріплення, що має більш віддаленими одна від іншої ділянками петри петлі. На позиції попереднього гнуття заготовтель 1. Фіксоване положення роликів 5 досягаєтька доходить до упора, рубається на початку ходу ся завдяки переміщенню допоміжних роликів 9 по преса ножем і згинаються її кінцеві ділянки до прямолінійних ділянках копірів 11, до. яких вони утворення двох петель. Потім у цьому ж напрямку притиснуті згаданими пружинами. Звільнення перзгинається третя велика петля деталі. Заготовка вісне вигнутої заготовки від контакту з оправками 4 передасться на другу позицію штампа, де гнеться для наступного гнуття виконується переміщенням в іншій плоскості. Усі операції гнуття виконуються оправок 4 уздовж своєї подовжньої вісі усередині за один хід преса. втулок 7 за допомогою колірного пристрою (на Джерела інформації: фігурах не показаний), розташованого в штампі 1. Авт. свід. СРСР № 649488, кл. В 21 D 35/00. поза зоною гнуття. Виведення роликів 4 із зони Бюллетень изобретений № 8, 1979. гнуття дозволяє здійснити гнуття петлі 2. Наступне 2. Патент СРСР № 1817723, кл. В 21 D 35/00, гнуття двох ділянок заготовки, що віддалені ближ22/02. Бюллетень изобретений № 19, 1993. че до центру заготовки від раніше вигнутих, здійс3. Патент Росії № 2157291, кл. В 21 D 53/36, нюється в тому ж напрямку що і первісне гнуття до 7/06, 35/00. Бюл. № 28, 2000. 7 58938 8 9 Комп’ютерна верстка М. Клюкін 58938 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of convex details from the bar
Автори англійськоюZhuchenko Oleksandr Mykolaiovych, Malieieva Tetiana Oleksandrivna, Hryshyn Mykola Saveliiovych
Назва патенту російськоюСпособ изготовления гнутых деталей из прутка
Автори російськоюЖученко Александр Николаевич, Малеева Татьяна Александровна, Гришин Николай Савельевич
МПК / Мітки
МПК: B21D 53/00, B21D 35/00
Мітки: спосіб, прутка, деталей, виготовлення, вигнутих
Код посилання
<a href="https://ua.patents.su/5-58938-sposib-vigotovlennya-vignutikh-detalejj-z-prutka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вигнутих деталей з прутка</a>
Штамп для гнуття деталей з прутка
Номер патенту: 49146
Опубліковано: 16.09.2002
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: гнуття, штамп, деталей, прутка
Формула / Реферат:
Штамп для гнуття деталей з прутка, який включає центральний пуансон, дві нерухомі оправки і два бокових пуансони, який відрізняється тим, що він споряджений двома додатковими оправками, кожна з яких виконана з можливістю переміщення в нерухомій оправці під кутом до напрямку переміщення пуансона.
Штамп для виготовлення деталей з прутка
Номер патенту: 20704
Опубліковано: 07.10.1997
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: виготовлення, деталей, прутка, штамп
Формула / Реферат:
1. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки, отличающийся тем, что в узле окончательной гибки фиксатор заготовки установлен на подпружиненной в направлении гибки траверсе и выполнен в виде опорной пластины с выступом,...
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Жученко Олександр Миколайович, Стєпанов Владімір Андрєєвіч, Сазонов Владімір Ніколаєвіч, Нестеров Дмитро Кузьмич
МПК: B21D 22/02, B21D 35/00
Мітки: здійснення, виготовлення, пристрій, деталей, прутка, спосіб
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Штамп для виготовлення деталей з прутка
Номер патенту: 19725
Опубліковано: 25.12.1997
Автори: Гришин Микола Савелійович, Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: штамп, виготовлення, деталей, прутка
Формула / Реферат:
1. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки, отличающийся тем, что узел окончательной гибки снабжен траверсой, установленной концентрично оправке с возможностью возвратно-поступательного перемещения параллельно оси правки, а...
Спосіб виготовлення гнутих деталей із профільного прокату
Номер патенту: 54061
Опубліковано: 17.02.2003
Автори: Миронов Василь Ігорович, Квасницький Вячеслав Федорович
МПК: B21D 7/02
Мітки: виготовлення, гнутих, профільного, спосіб, прокату, деталей
Формула / Реферат:
Спосіб виготовлення гнутих деталей із профільного прокату, що включає розмічувальні роботи і розкрій заготовок без припусків на гнуття, приварку до заготовок допоміжних елементів, гнуття заготовок та їх контроль, відрізання допоміжних елементів і контуровку вигнутих деталей, який відрізняється тим, що в процесі розмічувальних робіт укладання деталей на сортові смуги виконують попарно таким чином, щоб суміжні ділянки сформованих пар деталей...
Попередній патент: Масообмінний пристрій
Наступний патент: Спіральна антена
Випадковий патент: Пристрій термовентиляційний для економії електроенергії в холодильній установці