Спосіб виготовлення вигнутих деталей з прутка
Номер патенту: 87167
Опубліковано: 25.06.2009
Автори: Жученко Олександр Миколайович, Гришин Микола Савелійович, Малєєва Тетяна Олександрівна
Формула / Реферат
1. Спосіб виготовлення вигнутих деталей із прутка, що мають три петлі, який виконують у штампі шляхом первинного гнуття на оправках кінцевих ділянок заготовки до утворення двох петель обкаткою по прутку парою роликів, що переміщуються по криволінійних траєкторіях, та наступного гнуття іншої частини заготовки в тому ж напрямку до утворення третьої петлі, який відрізняється тим, що здійснюють гнуття одночасно двох заготовок на двох позиціях штампа, на першій з яких гнуть дві петлі однієї заготовки, а на другій - третю петлю іншої заготовки, при цьому в інтервалі часу між гнуттям заготовку з двома петлями зсувають з першої на другу позицію вздовж оправок з одночасним видаленням готової деталі.
2. Спосіб за п. 1, який відрізняється тим, що видалення готової деталі виконують натиском на неї первинно вигнутої заготовки.
3. Спосіб за п. 1, який відрізняється тим, що перед первинним гнуттям в штампі виконують рубку прутка на заготовки мірної довжини.
4. Спосіб за п. 1, який відрізняється тим, що наприкінці гнуття на першій позиції виконують клеймування переднього кінця наступної заготовки.
5. Спосіб за п. 1, який відрізняється тим, що деталь, яка видаляється і має три петлі, передають на третю позицію штампа, де гнуть її в іншій площині.
Текст
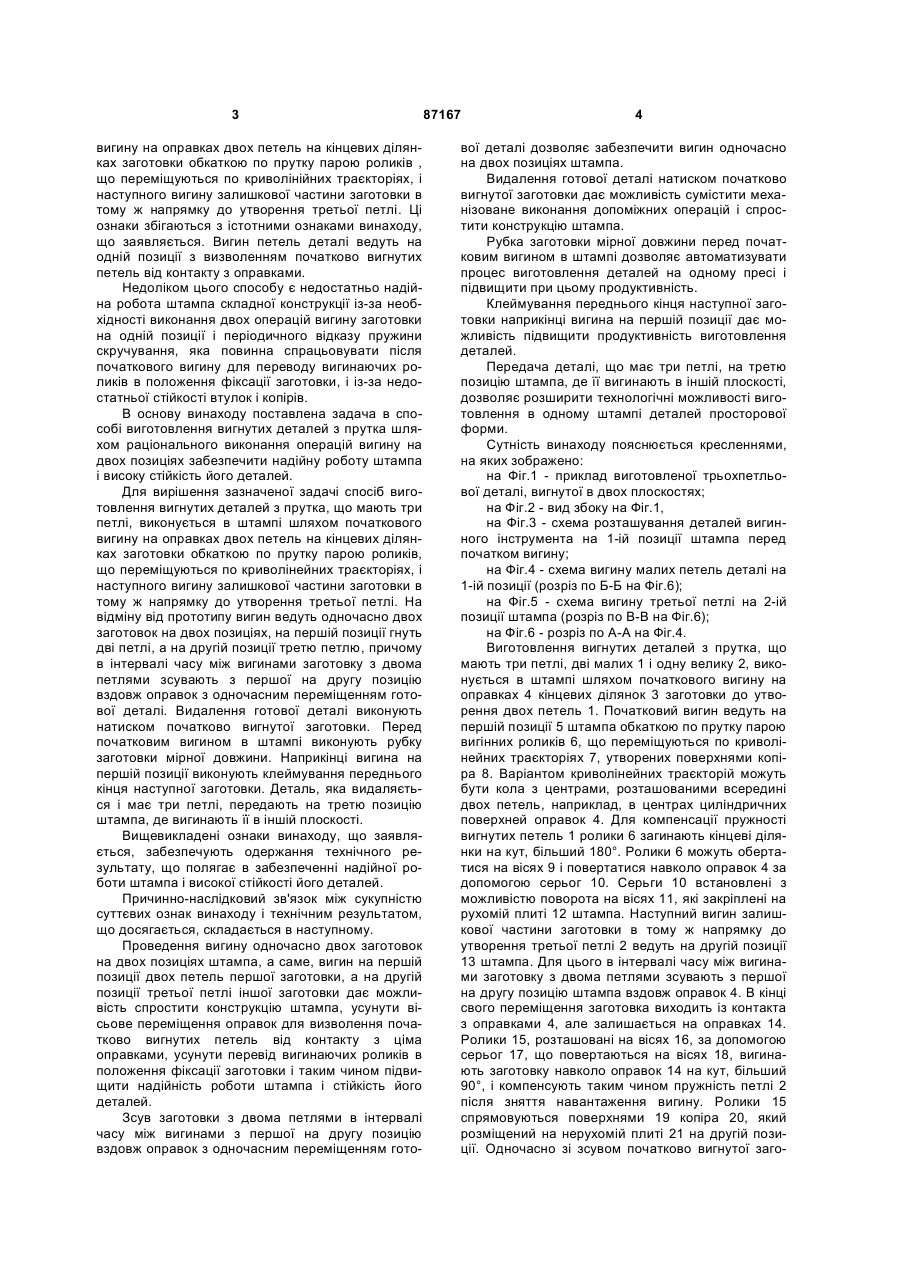
1. Спосіб виготовлення вигнутих деталей із прутка, що мають три петлі, який виконують у штампі шляхом первинного гнуття на оправках кінцевих ділянок заготовки до утворення двох петель обкаткою по прутку парою роликів, що переміщуються по криволінійних траєкторіях, та наступного гнуття іншої частини заготовки в тому ж C2 2 (19) 1 3 вигину на оправках двох петель на кінцевих ділянках заготовки обкаткою по прутку парою роликів , що переміщуються по криволінійних траєкторіях, і наступного вигину залишкової частини заготовки в тому ж напрямку до утворення третьої петлі. Ці ознаки збігаються з істотними ознаками винаходу, що заявляється. Вигин петель деталі ведуть на одній позиції з визволенням початково вигнутих петель від контакту з оправками. Недоліком цього способу є недостатньо надійна робота штампа складної конструкції із-за необхідності виконання двох операцій вигину заготовки на одній позиції і періодичного відказу пружини скручування, яка повинна спрацьовувати після початкового вигину для переводу вигинаючих роликів в положення фіксації заготовки, і із-за недостатньої стійкості втулок і копірів. В основу винаходу поставлена задача в способі виготовлення вигнутих деталей з прутка шляхом раціонального виконання операцій вигину на двох позиціях забезпечити надійну роботу штампа і високу стійкість його деталей. Для вирішення зазначеної задачі спосіб виготовлення вигнутих деталей з прутка, що мають три петлі, виконується в штампі шляхом початкового вигину на оправках двох петель на кінцевих ділянках заготовки обкаткою по прутку парою роликів, що переміщуються по криволінейних траєкторіях, і наступного вигину залишкової частини заготовки в тому ж напрямку до утворення третьої петлі. На відміну від прототипу вигин ведуть одночасно двох заготовок на двох позиціях, на першій позиції гнуть дві петлі, а на другій позиції третю петлю, причому в інтервалі часу між вигинами заготовку з двома петлями зсувають з першої на другу позицію вздовж оправок з одночасним переміщенням готової деталі. Видалення готової деталі виконують натиском початково вигнутої заготовки. Перед початковим вигином в штампі виконують рубку заготовки мірної довжини. Наприкінці вигина на першій позиції виконують клеймування переднього кінця наступної заготовки. Деталь, яка видаляється і має три петлі, передають на третю позицію штампа, де вигинають її в іншій плоскості. Вищевикладені ознаки винаходу, що заявляється, забезпечують одержання технічного результату, що полягає в забезпеченні надійної роботи штампа і високої стійкості його деталей. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу і технічним результатом, що досягається, складається в наступному. Проведення вигину одночасно двох заготовок на двох позиціях штампа, а саме, вигин на першій позиції двох петель першої заготовки, а на другій позиції третьої петлі іншої заготовки дає можливість спростити конструкцію штампа, усунути вісьове переміщення оправок для визволення початково вигнутих петель від контакту з ціма оправками, усунути перевід вигинаючих роликів в положення фіксації заготовки і таким чином підвищити надійність роботи штампа і стійкість його деталей. Зсув заготовки з двома петлями в інтервалі часу між вигинами з першої на другу позицію вздовж оправок з одночасним переміщенням гото 87167 4 вої деталі дозволяє забезпечити вигин одночасно на двох позиціях штампа. Видалення готової деталі натиском початково вигнутої заготовки дає можливість сумістити механізоване виконання допоміжних операцій і спростити конструкцію штампа. Рубка заготовки мірної довжини перед початковим вигином в штампі дозволяє автоматизувати процес виготовлення деталей на одному пресі і підвищити при цьому продуктивність. Клеймування переднього кінця наступної заготовки наприкінці вигина на першій позиції дає можливість підвищити продуктивність виготовлення деталей. Передача деталі, що має три петлі, на третю позицію штампа, де її вигинають в іншій плоскості, дозволяє розширити технологічні можливості виготовлення в одному штампі деталей просторової форми. Сутність винаходу пояснюється кресленнями, на яких зображено: на Фіг.1 - приклад виготовленої трьохпетльової деталі, вигнутої в двох плоскостях; на Фіг.2 - вид збоку на Фіг.1, на Фіг.3 - схема розташування деталей вигинного інструмента на 1-ій позиції штампа перед початком вигину; на Фіг.4 - схема вигину малих петель деталі на 1-ій позиції (розріз по Б-Б на Фіг.6); на Фіг.5 - схема вигину третьої петлі на 2-ій позиції штампа (розріз по В-В на Фіг.6); на Фіг.6 - розріз по А-А на Фіг.4. Виготовлення вигнутих деталей з прутка, що мають три петлі, дві малих 1 і одну велику 2, виконується в штампі шляхом початкового вигину на оправках 4 кінцевих ділянок 3 заготовки до утворення двох петель 1. Початковий вигин ведуть на першій позиції 5 штампа обкаткою по прутку парою вигінних роликів 6, що переміщуються по криволінейних траєкторіях 7, утворених поверхнями копіра 8. Варіантом криволінейних траєкторій можуть бути кола з центрами, розташованими всередині двох петель, наприклад, в центрах циліндричних поверхней оправок 4. Для компенсації пружності вигнутих петель 1 ролики 6 загинають кінцеві ділянки на кут, більший 180°. Ролики 6 можуть обертатися на вісях 9 і повертатися навколо оправок 4 за допомогою серьог 10. Серьги 10 встановлені з можливістю поворота на вісях 11, які закріплені на рухомій плиті 12 штампа. Наступний вигин залишкової частини заготовки в тому ж напрямку до утворення третьої петлі 2 ведуть на другій позиції 13 штампа. Для цього в інтервалі часу між вигинами заготовку з двома петлями зсувають з першої на другу позицію штампа вздовж оправок 4. В кінці свого переміщення заготовка виходить із контакта з оправками 4, але залишається на оправках 14. Ролики 15, розташовані на вісях 16, за допомогою серьог 17, що повертаються на вісях 18, вигинають заготовку навколо оправок 14 на кут, більший 90°, і компенсують таким чином пружність петлі 2 після зняття навантаження вигину. Ролики 15 спрямовуються поверхнями 19 копіра 20, який розміщений на нерухомій плиті 21 на другій позиції. Одночасно зі зсувом початково вигнутої заго 5 87167 товки з оправок 14 на другій позиції через виріз в копірі 20 переміщується готова деталь натиском на неї цією заготовкою. Переміщення заготовки виконують штовхачі 22, які розташовані в пазах 23 і синхронно пов'язані з ходом повзуна преса. Заготовку для вигину можна рубати в цьому ж штампі з прутка, який задається над оправками 4 і 14 через виріз в підставці 24 до упора 25. Рубка виконується ножом 26, який змонтований на стійці 27, що взаємодіє з прутком в початковий момент вигину. Другий кінець прутка вигинається сіметрично розташованою стійкою 28, яка виконана без ножа. В кінці вигину на першій позиції можливе клейміння переднього кінця наступної заготовки на підставці 24 за допомогою пуансона 29. Якщо у деталей, які мають три петлі, петлі розташовані не в одній плоскості, а мають просторову форму, вигнуту плоску заготовку не видаля Комп’ютерна верстка Л. Купенко 6 ють, а передають на третю позицію штампа, де гнуть її в іншій плоскості. Приклад. На пресі зусиллям 1000 кН з прутка діаметром 17мм ведуть вигин клем рейкового скріплення одночасно на двох позиціях. На першій позиції вигинають на кінцях заготовки дві петлі, а на другій позиції третю петлю. В кінці зворотнього ходу преса штовхачами, які пов'язані з повзуном, зсувають першу заготовку на другу позицію, а готову деталь видаляють натиском першої заготовки. Джерела інформації: 1. Патент СРСР №1817723, кл. В 21 D 35/00,22/02. Бюллетень изобретений №19, 1993. 2. Патент Росії №2157291, кл. В 21 D 53/36, 7/06, 35/00. Бюл. №28, 2000. 3. Патент Росії №2233205, кл. В 21 D 7/06,22/02. Бюл. №21, 2004. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing convex components from bar
Автори англійськоюZhuchenko Oleksandr Mykolaiovych, Malieieva Tetiana Oleksandrivna, Hryshyn Mykola Saveliiovych
Назва патенту російськоюСпособ изготовления выгнутых деталей из прутка
Автори російськоюЖученко Александр Николаевич, Малеева Татьяна Александровна, Гришин Николай Савельевич
МПК / Мітки
МПК: B21D 7/00, B21D 35/00, B21D 53/00
Мітки: деталей, виготовлення, прутка, спосіб, вигнутих
Код посилання
<a href="https://ua.patents.su/3-87167-sposib-vigotovlennya-vignutikh-detalejj-z-prutka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вигнутих деталей з прутка</a>
Спосіб виготовлення вигнутих деталей з прутка
Номер патенту: 58938
Опубліковано: 15.02.2006
Автори: Малєєва Тетяна Олександрівна, Гришин Микола Савелійович, Жученко Олександр Миколайович
МПК: B21D 53/00, B21D 35/00
Мітки: виготовлення, вигнутих, прутка, спосіб, деталей
Формула / Реферат:
Корисна модель відноситься до гірничої, промисловості і може бути використана в засобах для ударно-обертального буріння глибоких свердловин.Відомий заглибний пневмоударник [по патенту Росії №93042561, МПК 7 Е21С3/24, опубл. 10.27.1996] що включає корпус з передньою і задньою земними кришками, ударник з розподільною трубкою, одним кінцем закріпленою в задній кришці, а іншим кінцем зв'язаною з породоруйнуючим інструментом, розміщеним у...
Штамп для гнуття деталей з прутка
Номер патенту: 49146
Опубліковано: 16.09.2002
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: гнуття, прутка, штамп, деталей
Формула / Реферат:
Штамп для гнуття деталей з прутка, який включає центральний пуансон, дві нерухомі оправки і два бокових пуансони, який відрізняється тим, що він споряджений двома додатковими оправками, кожна з яких виконана з можливістю переміщення в нерухомій оправці під кутом до напрямку переміщення пуансона.
Штамп для виготовлення деталей з прутка
Номер патенту: 20704
Опубліковано: 07.10.1997
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: штамп, виготовлення, прутка, деталей
Формула / Реферат:
1. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки, отличающийся тем, что в узле окончательной гибки фиксатор заготовки установлен на подпружиненной в направлении гибки траверсе и выполнен в виде опорной пластины с выступом,...
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Жученко Олександр Миколайович, Сазонов Владімір Ніколаєвіч, Нестеров Дмитро Кузьмич, Стєпанов Владімір Андрєєвіч
МПК: B21D 22/02, B21D 35/00
Мітки: спосіб, пристрій, деталей, виготовлення, здійснення, прутка
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Штамп для виготовлення деталей з прутка
Номер патенту: 19725
Опубліковано: 25.12.1997
Автори: Гришин Микола Савелійович, Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: штамп, деталей, прутка, виготовлення
Формула / Реферат:
1. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки, отличающийся тем, что узел окончательной гибки снабжен траверсой, установленной концентрично оправке с возможностью возвратно-поступательного перемещения параллельно оси правки, а...
Попередній патент: Логарифмічна оцінка правдоподібності, основана на помилках оцінки каналу, зумовлених захисними піддіапазонами
Наступний патент: Струменево-механічна форсунка з примусовою вентиляцією розпиленого рідинно-краплинного потоку
Випадковий патент: Керамічний двигун внутрішнього згоряння з еліпсною або овальною формою перетину циліндра і поршня