Спосіб обробки колісних пар рухомого складу на колесотокарному верстаті
Номер патенту: 51951
Опубліковано: 10.08.2010
Автори: Пономаренко Олександр Валерійович, Бєлов Микита Олександрович, Васильченко Яна Василівна, Ковальов Віктор Дмитрович, Гаков Сергій Олександрович
Формула / Реферат
Спосіб обробки колісних пар рухомого складу на колесотокарному верстаті, який полягає у вимірюванні геометричних параметрів колісної пари та виявленні повзунів на поверхні кочення, який відрізняється тим, що визначається повний припуск за допомогою вимірювальних та датчиків зворотного зв'язку верстата, формується тривимірна модель поверхонь коліс пари, розраховується припуск в кожній точці поверхні логічно з'єднаного з математичною моделлю профілю відповідного стандарту в блоці формування еталонних поверхонь деталі, визначається глибина різання, обчислюється геометрія дефекту та порівнюється з базою даних геометричних та фізико-механічних параметрів дефектів; призначається режимна частина та формується програма ЧПК.
Текст
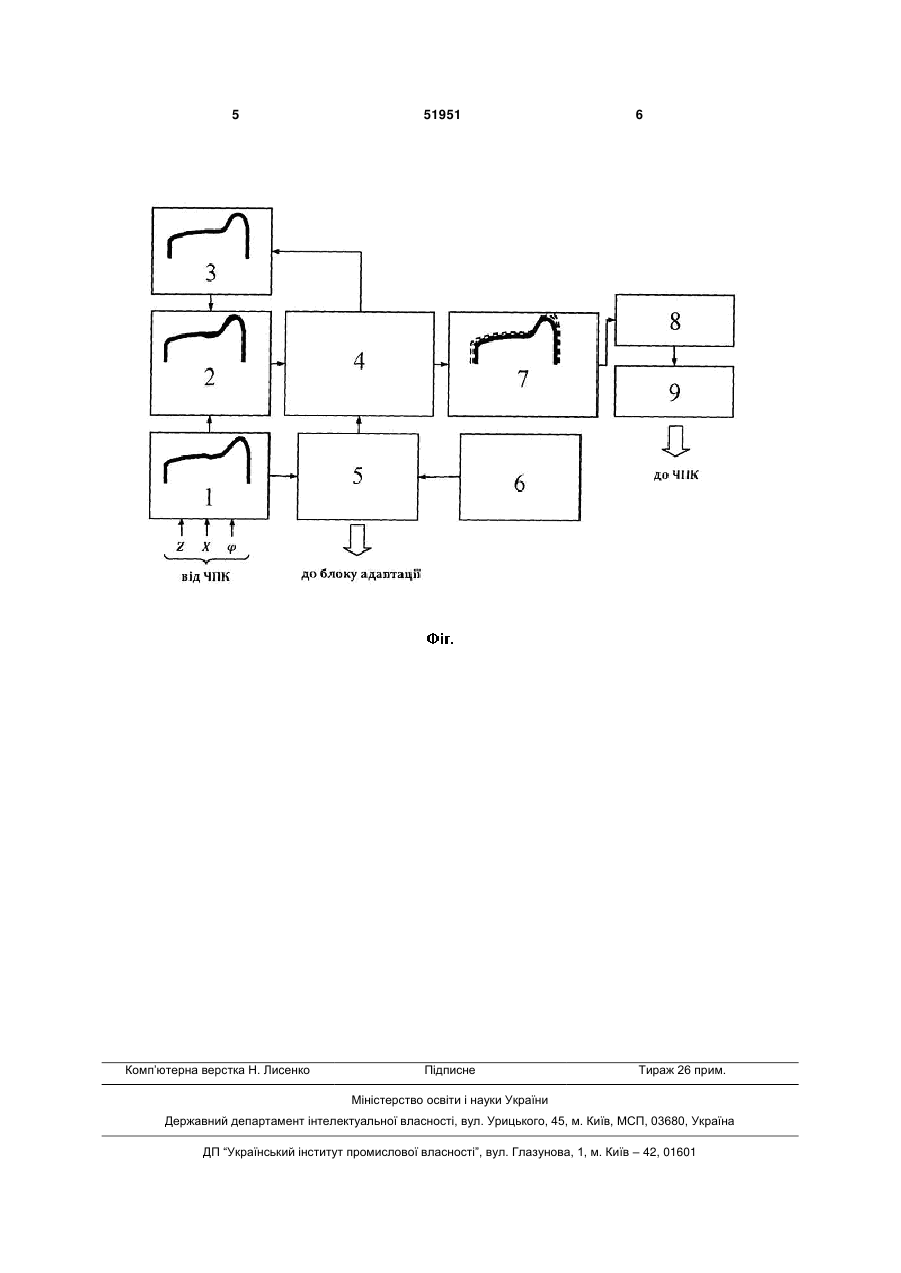
Спосіб обробки колісних пар рухомого складу на колесотокарному верстаті, який полягає у вимірюванні геометричних параметрів колісної пари 3 го збільшується максимальна кількість переточувань колісної пари та продуктивність її обробки. Поставлена задача вирішується тим, що у способі обробки колісних пар рухомого складу на колесотокарному верстаті визначається повний припуск за допомогою вимірювальних та датчиків зворотного зв'язку верстата, формується тривимірна модель поверхонь коліс пари, розраховується припуск в кожній точці поверхні логічно з'єднаного з математичною моделлю профілю відповідного стандарту в блоці формування еталонних поверхонь деталі, визначається глибина різання, обчислюється геометрія дефекту та порівнюється з базою даних геометричних та фізико-механічних параметрів дефектів; призначається режимна частина та формується програма ЧПК. Запропонований спосіб обробки колісних пар рухомого складу на колесотокарному верстаті забезпечує збільшення продуктивності обробки та збереження матеріалу колісної пари за рахунок того, що відбувається повне вимірювання геометрії поверхонь коліс пари з визначенням повної картини припуску під обробку з урахуванням присутніх зношувань та дефектів на поверхнях коліс. Заявлений спосіб здійснюється таким чином: 1) на холостому ходу виконується вимірювання форми поверхонь коліс оброблюваної пари та формуються їх тривимірні моделі; 2) визначаються величини необхідного зміщення розрахункового профілю (визначається стандартизованою моделлю) колісної пари відносно виміряного; 3) корегуються величини зміщення профілю відповідно до банку даних видів та параметрів дефектів та зношувань, а також згідно умови прийнятої оптимальності продуктивності та за критерієм максимальної кількості переточувань колісної пари; 4) визначається повний припуск у кожній точці поверхні колісної пари, відніманням з виміряного профілю зміщеного до розрахованого відповідно стандартної моделі; 5) розраховується кількість проходів та величина розбивки припуску відповідно до структури розподілу припуску за профілем колісної пари та властивостей оброблюваного матеріалу, наявності ймовірних зношувань і дефектів на поверхні, та умов максимальної продуктивності; 6) за розрахованими параметрами величини припуску, відповідно до кількості проходів, властивостей матеріалу оброблюваного колеса та матеріалу ділянок зі зношеннями та дефектами, розраховується режимна частина, враховуючи умови зміни продуктивності на ділянках з зношеннями та дефектами; 7) за визначеною траєкторією, яка відповідає стандартизованій моделі колеса зміщеній на повний припуск, та режимною частиною формується базова програма обробки для системи ЧПК. Структурний алгоритм способу пояснюється схемою (Фіг.). 51951 4 Приклад: Цифрова модель геометрії поверхонь колісної пари формується у блоці 1, до якого надходять сигнали від датчиків зворотного зв'язку, що встановлені на приводах подач колесотокарного верстата - повздовжніх (Z) та поперечних (X) переміщень, та сигнал з датчика, що виміряє відстань до поверхні колеса ( ) і встановленого на супорті в місці захищеному від дії шкідливих виробничих факторів; припуск обчислюється в блоці 2 методом відніманням геометрії еталонної моделі стандартизованого профілю, що обчислена за математичною моделлю відповідного стандарту в блоці 3, від виміряного профілю з блока 1, враховуючи геометрії дефектів та зношувань, лінійний розмір глибини впровадження в матеріал колеса, що розраховані в блоці 5 та скоректовані відповідно до бази даних геометричних та фізико-механічних параметрів дефектів 6. Після обчислення повного припуску за поверхнею коліс колісної пари в блоку 2, обчислюється кількість проходів та величина припуску на прохід в блоку 4. За визначеними та обчисленими параметрами режимної частини у блоці 7 призначаються швидкість різання та подача, повздовж всього профілю колеса з урахуванням параметрів зношувань та дефектів, їх розташування на поверхнях колеса та властивостей оброблюваного матеріалу. Дані о режимах обробки та траєкторії руху різального інструменту надходять до блоку 8, в якому відбувається формування програми для ЧПК. При переточці колісних пар в кількості 4шт., здійснювали вимірювання двох з них за методикою, що викладена в [1], та інших за запропонованим способом. Проведені дослідження виявили, що точність вимірювання середнього діаметрального відхилення за профілем у першому випадку складає 0,5-1мм, у другому - близько 0,1мм. Внаслідок цього об'єм матеріалу, що зрізується, зменшується на 15% та збільшується продуктивність обробки та ресурс колісної пари на 80%. Запропонований спосіб забезпечує збільшення кількості ремонтних обточувань пари та продуктивності обробки, визначення повного припуску безпосередньо на верстаті та врахуванням картини положення дефектів, що дозволить зменшувати режимну частини, тим самим, запобігати поломкам різального інструменту, через що зменшити допоміжний час. Джерела інформації: 1. Інструкція з формування, ремонту і утримання колісних пар локомотивів колії 1520мм //ВНД 32.0.07.001.2001. Міністерство транспорту України. - №305-Ц. -Донецьк: ТОВ «Лебідь», 2001 .-152с. 2. Пат. 2280577С1 Российская Федерация, МПК В61К9/12 Способ обнаружения дефектов на поверхности катания колеса подвижного состава и устройство для его реализации / Венедиктов А.З., Доков Д.С, Тирешкин В.Н.; заявитель и патентообладатель ООО «АГРОЭЛ» №2004139158/11; заявл. 31.12.2004; опубл. 27.07.2006 Бюл. №21. 5 Комп’ютерна верстка Н. Лиcенко 51951 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of treatment of wheel pairs of rolling stock on wheel-turning lathe
Автори англійськоюKovaliov Viktor Dmytrovych, Hakov Serhii Oleksandrovych, Vasylchenko Yana Vasylivna, Ponomarenko Oleksandr Valeriiovych, Bielov Mykyta Oleksandrovych
Назва патенту російськоюСпособ обработки колесных пар подвижного состава на колесотокарном станке
Автори російськоюКовалев Виктор Дмитриевич, Гаков Сергей Александрович, Васильченко Яна Васильевна, Пономаренко Александр Валериевич, Белов Никита Александрович
МПК / Мітки
МПК: B61B 12/00
Мітки: пар, колісних, спосіб, рухомого, верстаті, обробки, складу, колесотокарному
Код посилання
<a href="https://ua.patents.su/3-51951-sposib-obrobki-kolisnikh-par-rukhomogo-skladu-na-kolesotokarnomu-verstati.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки колісних пар рухомого складу на колесотокарному верстаті</a>
Верстат для обточування колісних пар рухомого складу без викочування
Номер патенту: 1157
Опубліковано: 15.02.2002
Автори: Цвеюк Михайло Петрович, Калачинський Олександр Васильович, Дорошенко Станіслав Михайлович
МПК: B23B 3/00, B23B 19/00, B23B 23/00, B23B 21/00
Мітки: викочування, колісних, пар, рухомого, складу, обточування, верстат
Формула / Реферат:
Верстат для обточування колісних пар рухомого складу без викочування який складається зі станини, поворотних столів супортів, супортів, різцетримачів, пневмогідродомкратів підйому колісних пар, електроприводу супортів, електроприводу обертання колісної пари з редуктором, електрошафи, пультів керування, який відрізняється тим, що плунжерна пара поршень-циліндр виконана діаметром 125 мм, ущільнюючі елементи в ній - гумовими, в системі...
Пристрій для діагностики колісних пар рухомого складу
Номер патенту: 13085
Опубліковано: 15.03.2006
Автори: Войтенко Галина Олегівна, Осенін Юрій Іванович
МПК: B61K 9/00
Мітки: рухомого, пристрій, колісних, діагностики, складу, пар
Формула / Реферат:
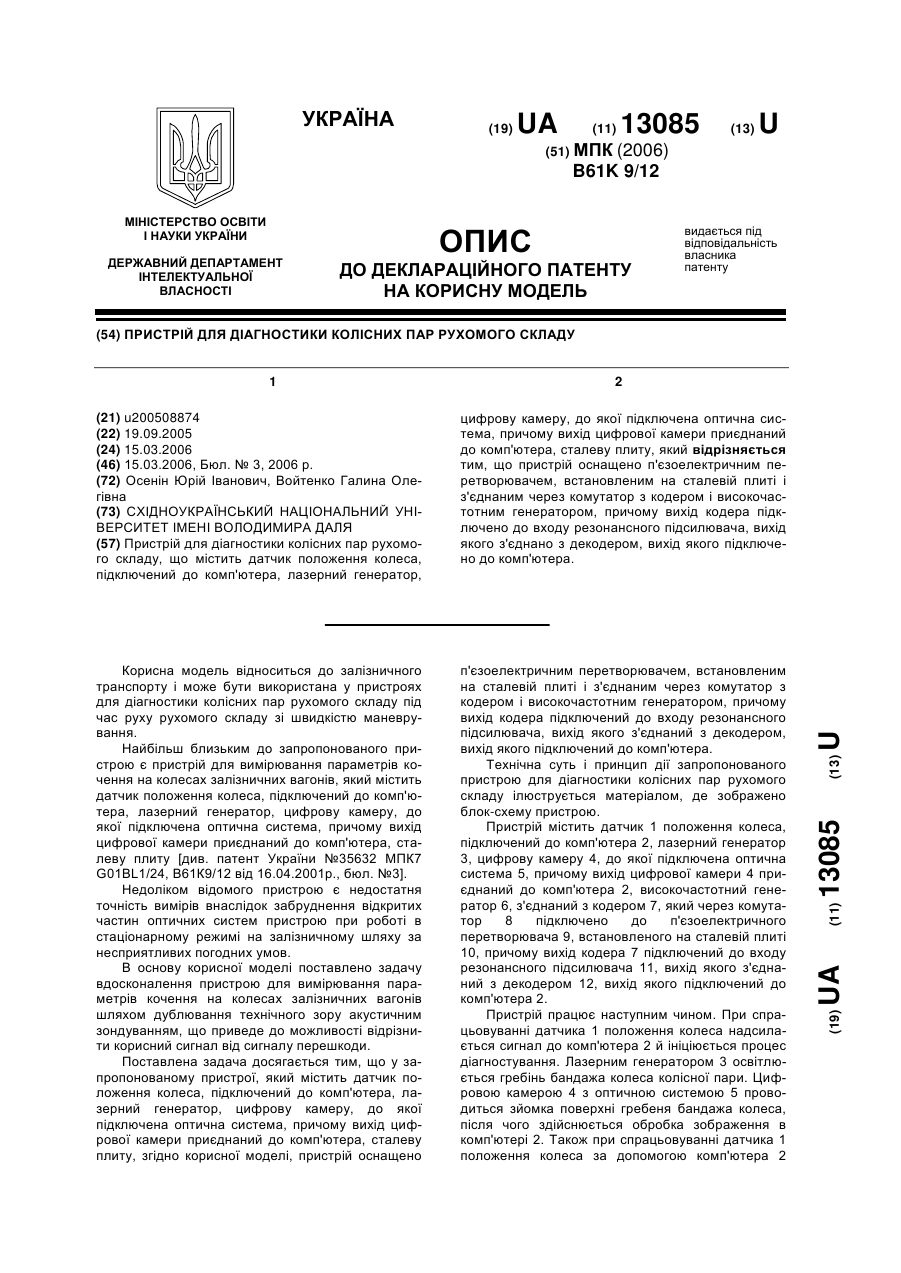
Пристрій для діагностики колісних пар рухомого складу, що містить датчик положення колеса, підключений до комп'ютера, лазерний генератор, цифрову камеру, до якої підключена оптична система, причому вихід цифрової камери приєднаний до комп'ютера, сталеву плиту, який відрізняється тим, що пристрій оснащено п'єзоелектричним перетворювачем, встановленим на сталевій плиті і з'єднаним через комутатор з кодером і високочастотним генератором, причому...
Спосіб автоматичного контролю технічного стану колісних пар рухомого складу

Номер патенту: 13087
Опубліковано: 15.03.2006
Автори: Войтенко Галина Олегівна, Осенін Юрій Іванович
МПК: B61K 9/00
Мітки: автоматичного, колісних, пар, спосіб, рухомого, стану, складу, технічного, контролю
Формула / Реферат:
Спосіб автоматичного контролю технічного стану колісних пар рухомого складу, згідно з яким в контрольованому виробі, під кутом до його поверхні, збуджують ультразвукові коливання у вигляді нормальних хвиль асиметричної нульової моди за критичним кутом падіння Релея, приймають віддзеркалені від зерен метала та дефектів сигнали і визначають їх величину за результатами порівняння амплітуд віддзеркалених сигналів з еталонним значенням, збуджують...
Пристрій для автоматичного контролю технічного стану колісних пар рухомого складу

Номер патенту: 13088
Опубліковано: 15.03.2006
Автори: Войтенко Галина Олегівна, Осенін Юрій Іванович
МПК: B61K 9/00
Мітки: стану, технічного, складу, пристрій, пар, автоматичного, колісних, контролю, рухомого
Формула / Реферат:
Пристрій для автоматичного контролю технічного стану колісних пар рухомого складу, що містить генератор потужних імпульсів, з'єднаний з випромінювачем, ключ, приймач, генератор опорної частоти, підсилювач, синхронізатор, вихід якого підключений до входів тригера й лічильника імпульсів, формувач імпульсів, вихід якого з'єднаний із входом тригера, оснащений попереднім підсилювачем, до входу якого підключений приймач, а вихід з'єднаний через...
Пристрій для захисту від надлишкового проковзування колісних пар рухомого складу при гальмуванні
Номер патенту: 82134
Опубліковано: 11.03.2008
Автори: Яцько Сергій Іванович, Яцько Роман Сергійович
МПК: B61C 15/00, B60L 3/10
Мітки: проковзування, рухомого, складу, гальмуванні, надлишкового, пристрій, захисту, пар, колісних
Формула / Реферат:
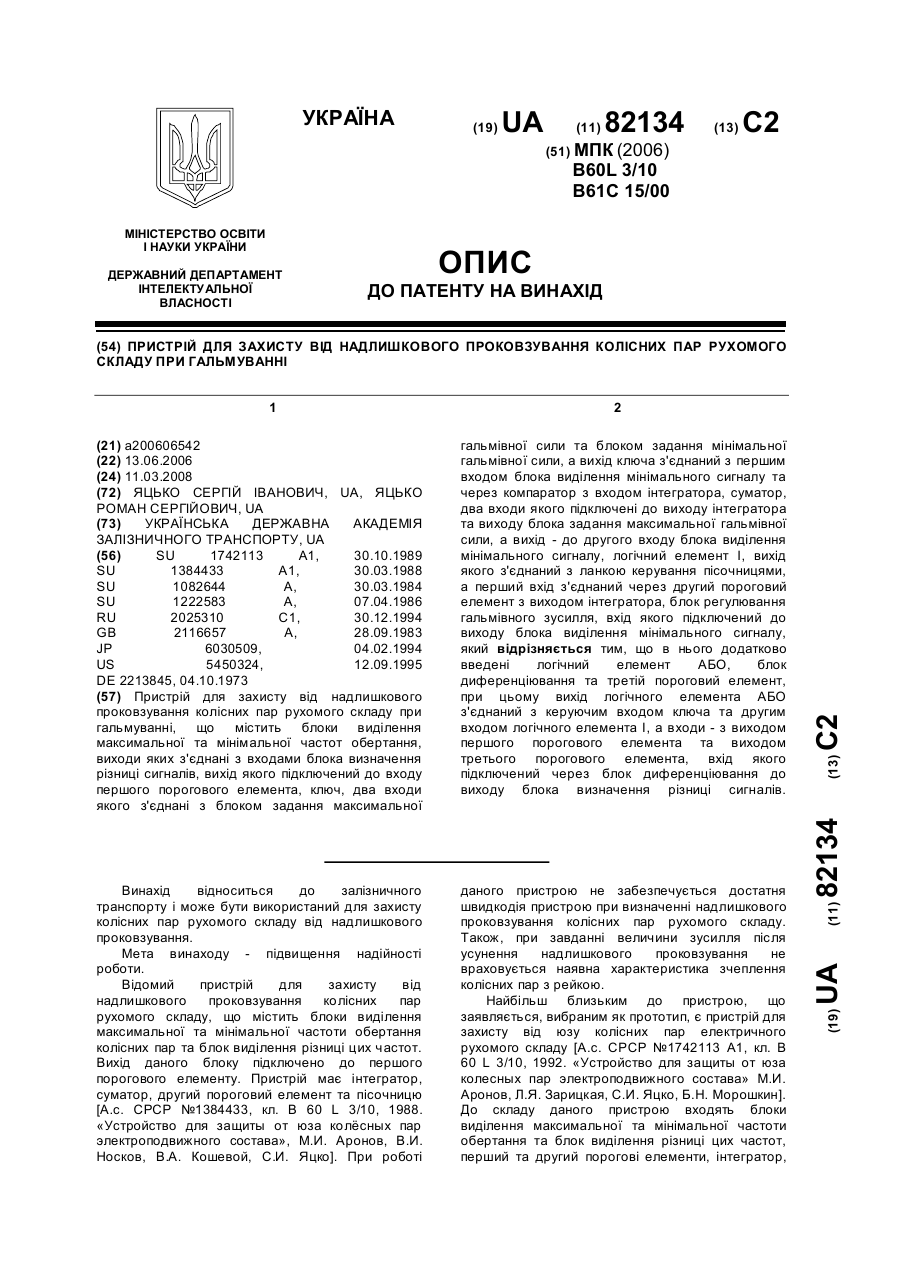
Пристрій для захисту від надлишкового проковзування колісних пар рухомого складу при гальмуванні, що містить блоки виділення максимальної та мінімальної частот обертання, виходи яких з'єднані з входами блока визначення різниці сигналів, вихід якого підключений до входу першого порогового елемента, ключ, два входи якого з'єднані з блоком задання максимальної гальмівної сили та блоком задання мінімальної гальмівної сили, а вихід ключа з'єднаний...
Попередній патент: Спосіб отримання кухонної солі
Наступний патент: Адсорбуючий наповнювач для туалетів для тварин
Випадковий патент: Пристрій для контролю біморфних п'єзоелементів