Борофосфатне скломастило для гарячої обробки металів тиском
Номер патенту: 52423
Опубліковано: 25.08.2010
Автори: Карасик Тетяна Леонідівна, Гавриленко Катерина Олександрівна
Формула / Реферат
Борофосфатне скломастило для гарячої обробки металів тиском, що містить оксиди алюмінію і бору, яке відрізняється тим, що воно додатково містить оксиди натрію і фосфору при наступному співвідношенні компонентів, мас. %:
оксид алюмінію
1,6-4,9
оксид бору
24-33
оксид натрію
36,3-48,1
оксид фосфору
решта.
Текст
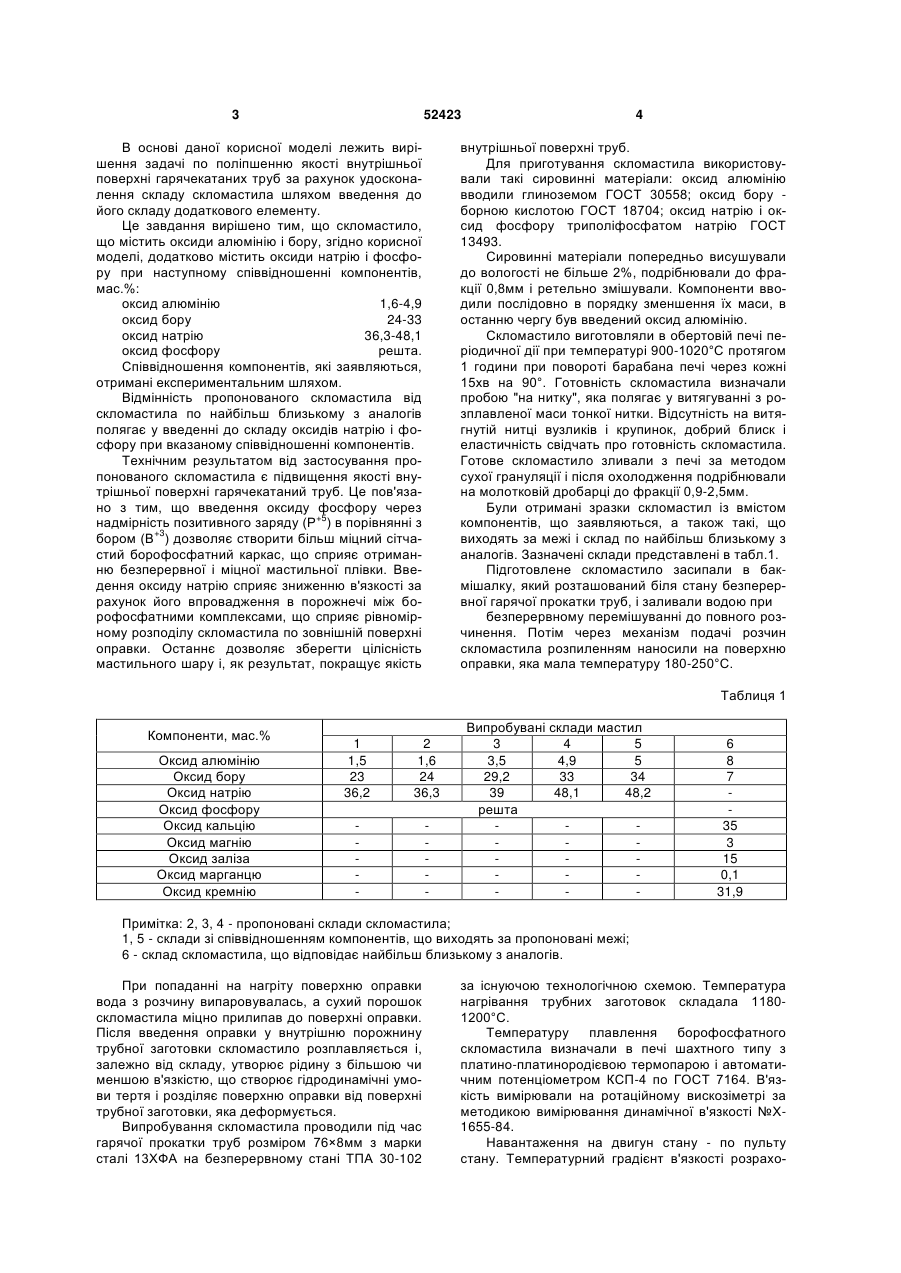
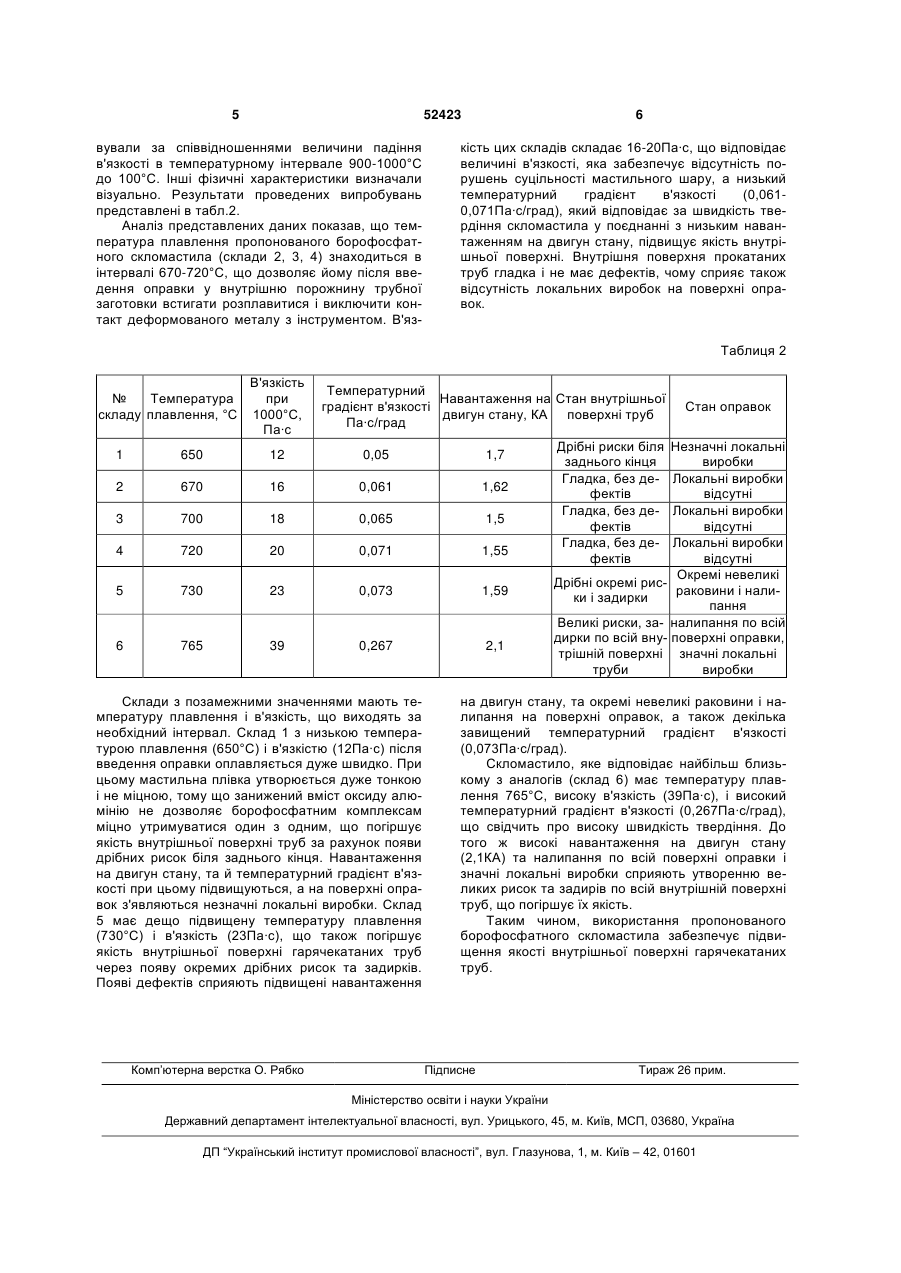
Борофосфатне скломастило для гарячої обробки металів тиском, що містить оксиди алюмінію і бору, яке відрізняється тим, що воно додатково містить оксиди натрію і фосфору при наступному співвідношенні компонентів, мас.%: оксид алюмінію 1,6-4,9 оксид бору 24-33 оксид натрію 36,3-48,1 оксид фосфору решта. (19) (21) u201002328 (22) 01.03.2010 (24) 25.08.2010 (46) 25.08.2010, Бюл.№ 16, 2010 р. (72) КАРАСИК ТЕТЯНА ЛЕОНІДІВНА, ГАВРИЛЕНКО КАТЕРИНА ОЛЕКСАНДРІВНА (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ 3 52423 В основі даної корисної моделі лежить вирішення задачі по поліпшенню якості внутрішньої поверхні гарячекатаних труб за рахунок удосконалення складу скломастила шляхом введення до його складу додаткового елементу. Це завдання вирішено тим, що скломастило, що містить оксиди алюмінію і бору, згідно корисної моделі, додатково містить оксиди натрію і фосфору при наступному співвідношенні компонентів, мас.%: оксид алюмінію 1,6-4,9 оксид бору 24-33 оксид натрію 36,3-48,1 оксид фосфору решта. Співвідношення компонентів, які заявляються, отримані експериментальним шляхом. Відмінність пропонованого скломастила від скломастила по найбільш близькому з аналогів полягає у введенні до складу оксидів натрію і фосфору при вказаному співвідношенні компонентів. Технічним результатом від застосування пропонованого скломастила є підвищення якості внутрішньої поверхні гарячекатаний труб. Це пов'язано з тим, що введення оксиду фосфору через надмірність позитивного заряду (Р+5) в порівнянні з бором (В+3) дозволяє створити більш міцний сітчастий борофосфатний каркас, що сприяє отриманню безперервної і міцної мастильної плівки. Введення оксиду натрію сприяє зниженню в'язкості за рахунок його впровадження в порожнечі між борофосфатними комплексами, що сприяє рівномірному розподілу скломастила по зовнішній поверхні оправки. Останнє дозволяє зберегти цілісність мастильного шару і, як результат, покращує якість 4 внутрішньої поверхні труб. Для приготування скломастила використовували такі сировинні матеріали: оксид алюмінію вводили глиноземом ГОСТ 30558; оксид бору борною кислотою ГОСТ 18704; оксид натрію і оксид фосфору триполіфосфатом натрію ГОСТ 13493. Сировинні матеріали попередньо висушували до вологості не більше 2%, подрібнювали до фракції 0,8мм і ретельно змішували. Компоненти вводили послідовно в порядку зменшення їх маси, в останню чергу був введений оксид алюмінію. Скломастило виготовляли в обертовій печі періодичної дії при температурі 900-1020°С протягом 1 години при повороті барабана печі через кожні 15хв на 90°. Готовність скломастила визначали пробою "на нитку", яка полягає у витягуванні з розплавленої маси тонкої нитки. Відсутність на витягнутій нитці вузликів і крупинок, добрий блиск і еластичність свідчать про готовність скломастила. Готове скломастило зливали з печі за методом сухої грануляції і після охолодження подрібнювали на молотковій дробарці до фракції 0,9-2,5мм. Були отримані зразки скломастил із вмістом компонентів, що заявляються, а також такі, що виходять за межі і склад по найбільш близькому з аналогів. Зазначені склади представлені в табл.1. Підготовлене скломастило засипали в бакмішалку, який розташований біля стану безперервної гарячої прокатки труб, і заливали водою при безперервному перемішуванні до повного розчинення. Потім через механізм подачі розчин скломастила розпиленням наносили на поверхню оправки, яка мала температуру 180-250°С. Таблиця 1 Компоненти, мас.% Оксид алюмінію Оксид бору Оксид натрію Оксид фосфору Оксид кальцію Оксид магнію Оксид заліза Оксид марганцю Оксид кремнію 1 1,5 23 36,2 2 1,6 24 36,3 Випробувані склади мастил 3 4 5 3,5 4,9 5 29,2 33 34 39 48,1 48,2 решта 6 8 7 35 3 15 0,1 31,9 Примітка: 2, 3, 4 - пропоновані склади скломастила; 1, 5 - склади зі співвідношенням компонентів, що виходять за пропоновані межі; 6 - склад скломастила, що відповідає найбільш близькому з аналогів. При попаданні на нагріту поверхню оправки вода з розчину випаровувалась, а сухий порошок скломастила міцно прилипав до поверхні оправки. Після введення оправки у внутрішню порожнину трубної заготовки скломастило розплавляється і, залежно від складу, утворює рідину з більшою чи меншою в'язкістю, що створює гідродинамічні умови тертя і розділяє поверхню оправки від поверхні трубної заготовки, яка деформується. Випробування скломастила проводили під час гарячої прокатки труб розміром 76×8мм з марки сталі 13ХФА на безперервному стані ТПА 30-102 за існуючою технологічною схемою. Температура нагрівання трубних заготовок складала 11801200°С. Температуру плавлення борофосфатного скломастила визначали в печі шахтного типу з платино-платинородієвою термопарою і автоматичним потенціометром КСП-4 по ГОСТ 7164. В'язкість вимірювали на ротаційному вискозіметрі за методикою вимірювання динамічної в'язкості №X1655-84. Навантаження на двигун стану - по пульту стану. Температурний градієнт в'язкості розрахо 5 52423 вували за співвідношеннями величини падіння в'язкості в температурному інтервале 900-1000°С до 100°С. Інші фізичні характеристики визначали візуально. Результати проведених випробувань представлені в табл.2. Аналіз представлених даних показав, що температура плавлення пропонованого борофосфатного скломастила (склади 2, 3, 4) знаходиться в інтервалі 670-720°С, що дозволяє йому після введення оправки у внутрішню порожнину трубної заготовки встигати розплавитися і виключити контакт деформованого металу з інструментом. В'яз 6 кість цих складів складає 16-20Па·с, що відповідає величині в'язкості, яка забезпечує відсутність порушень суцільності мастильного шару, а низький температурний градієнт в'язкості (0,0610,071Па·с/град), який відповідає за швидкість твердіння скломастила у поєднанні з низьким навантаженням на двигун стану, підвищує якість внутрішньої поверхні. Внутрішня поверхня прокатаних труб гладка і не має дефектів, чому сприяє також відсутність локальних виробок на поверхні оправок. Таблиця 2 № Температура складу плавлення, °С В'язкість при 1000°С, Па·с Температурний Навантаження на Стан внутрішньої градієнт в'язкості двигун стану, КА поверхні труб Па·с/град 1 650 12 0,05 1,7 2 670 16 0,061 1,62 3 700 18 0,065 1,5 4 720 20 0,071 1,55 5 730 23 0,073 1,59 6 765 39 0,267 2,1 Склади з позамежними значеннями мають температуру плавлення і в'язкість, що виходять за необхідний інтервал. Склад 1 з низькою температурою плавлення (650°С) і в'язкістю (12Па·с) після введення оправки оплавляється дуже швидко. При цьому мастильна плівка утворюється дуже тонкою і не міцною, тому що занижений вміст оксиду алюмінію не дозволяє борофосфатним комплексам міцно утримуватися один з одним, що погіршує якість внутрішньої поверхні труб за рахунок появи дрібних рисок біля заднього кінця. Навантаження на двигун стану, та й температурний градієнт в'язкості при цьому підвищуються, а на поверхні оправок з'являються незначні локальні виробки. Склад 5 має дещо підвищену температуру плавлення (730°С) і в'язкість (23Па·с), що також погіршує якість внутрішньої поверхні гарячекатаних труб через появу окремих дрібних рисок та задирків. Появі дефектів сприяють підвищені навантаження Комп’ютерна верстка О. Рябко Стан оправок Дрібні риски біля заднього кінця Гладка, без дефектів Гладка, без дефектів Гладка, без дефектів Незначні локальні виробки Локальні виробки відсутні Локальні виробки відсутні Локальні виробки відсутні Окремі невеликі Дрібні окремі рисраковини і налики і задирки пання Великі риски, за- налипання по всій дирки по всій вну- поверхні оправки, трішній поверхні значні локальні труби виробки на двигун стану, та окремі невеликі раковини і налипання на поверхні оправок, а також декілька завищений температурний градієнт в'язкості (0,073Па·с/град). Скломастило, яке відповідає найбільш близькому з аналогів (склад 6) має температуру плавлення 765°С, високу в'язкість (39Па·с), і високий температурний градієнт в'язкості (0,267Па·с/град), що свідчить про високу швидкість твердіння. До того ж високі навантаження на двигун стану (2,1КА) та налипання по всій поверхні оправки і значні локальні виробки сприяють утворенню великих рисок та задирів по всій внутрішній поверхні труб, що погіршує їх якість. Таким чином, використання пропонованого борофосфатного скломастила забезпечує підвищення якості внутрішньої поверхні гарячекатаних труб. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBorophosphate glass lubricant for hot metal forming
Автори англійськоюKarasyk Tetiana Leonidivna, Havrylenko Kateryna Oleksandrivna
Назва патенту російськоюБорофосфатная стеклосмазка для горячей обработки металлов давлением
Автори російськоюКарасик Татьяна Леонидовна, Гавриленко Катерина Александровна
МПК / Мітки
МПК: C10M 125/00
Мітки: металів, борофосфатне, гарячої, тиском, обробки, скломастило
Код посилання
<a href="https://ua.patents.su/3-52423-borofosfatne-sklomastilo-dlya-garyacho-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Борофосфатне скломастило для гарячої обробки металів тиском</a>
Скломастило для гарячого пресування труб
Номер патенту: 13658
Опубліковано: 17.04.2006
Автори: Карасик Тетяна Леонідівна, Лубе Ігорь Івановіч, Восходов Валєрій Борісовіч, Медведєв Михайло Іванович, Ляльков Алєксандр Грігорьєвіч
МПК: C10M 125/10
Мітки: труб, скломастило, пресування, гарячого
Формула / Реферат:
Скломастило для гарячого пресування труб, що містить оксиди алюмінію, кальцію, бору і кремнію, яке відрізняється тим, що воно додатково містить оксиди натрію, титану і кобальту, а також кріоліт при наступному співвідношенні компонентів, мас. %: оксид алюмінію 4-7 оксид кальцію 15-23 оксид бору 6-10 оксид натрію ...
Мастило для гарячої обробки металів тиском
Номер патенту: 86730
Опубліковано: 12.05.2009
Автори: Закопко Олександр Вікторович, Турбар Валерій Павлович, Іванов Костянтин Олександрович, Корольков Сергій Ігорович, Стеба Володимир Костянтинович, Панасенко Станіслав Панасович, Чуєв Анатолій Васильович, Польський Георгій Миколайович
МПК: C10M 169/04, C10M 103/00, C10N 40/20, C10M 173/00
Мітки: металів, тиском, мастило, гарячої, обробки
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить графіт, полімерні фосфати металів, поверхнево-активну речовину та воду, яке відрізняється тим, що додатково містить рідке скло, кремнійорганічну рідину ГКЖ-11К та дигідроксостеарат алюмінію при такому співвідношенні компонентів, % мас: графіт 20,0-30,0 полімерні фосфати металів 5,0-20,0 рідке скло ...
Мастило для гарячої обробки металів тиском та спосіб його одержання
Номер патенту: 83779
Опубліковано: 11.08.2008
Автори: Мінін Василь Анатольович, Стеба Володимир Костянтинович, Єсаулов Геннадій Олександрович, Залеський Олександр Іванович, Панасенко Станіслав Панасович, Корольков Сергій Ігорович, Польський Георгій Миколайович, Чуєв Анатолій Васильович, Іванов Костянтин Олександрович
МПК: C10M 125/26, C10M 103/00
Мітки: мастило, обробки, одержання, металів, спосіб, тиском, гарячої
Формула / Реферат:
1. Мастило для гарячої обробки металів тиском на основі фосфатів металів, яке відрізняється тим, що додатково містить тетраборат натрію при такому співвідношенні компонентів, % мас.:фосфати металів 90-98,тетраборат натрію 2-10,причому фосфати металів мають склад, % мас.:Р2О5 46-62,Na2O 20-27,К2О 18-24,ZnO 1-2.2. Спосіб одержання мастила для гарячої обробки...
Мастило для гарячої обробки металів тиском
Номер патенту: 46175
Опубліковано: 10.12.2009
Автори: Риженіна Ганна Сергіївна, Каргін Борис Сергійович, Мошкін Семен Андрійович, Ткачов Ростислав Олегович
МПК: C10M 173/02
Мітки: мастило, обробки, тиском, металів, гарячої
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить воду, триполіфосфат натрію, триетаналомін і лігносульфанат амонію, яке відрізняється тим, що мастило додатково містить фторамоній, Етнас і NaCl, при наступному співвідношенні компонентів, мас. %: триполіфосфат натрію 9-11 триетаналомін 0,4-0,6 лігносульфанат амонію 4-6 ...
Основа технологічних мастил для гарячої обробки металів тиском
Номер патенту: 13443
Опубліковано: 15.09.2000
Автори: Діамантопуло Костянтин Костянтинович, Каргін Борис Сергійович
МПК: C10M 103/00
Мітки: основа, металів, тиском, мастил, гарячої, технологічних, обробки
Формула / Реферат:
Основа технологических смазок для горячей обработки металлов давлением, содержащая воду и триэтаноламин, отличающаяся тем, что основа дополнительно содержит натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5-С16, диэтаноламиды синтетических жирных кислот фракции С10-С13, полифосфат натрия, аммонийные соли лигносульфоновых кислот, триполифосфат натрия и мыльный клей, полученный при окислении парафиновых...
Попередній патент: Спосіб визначення стану металоконструкцій мостового крана
Наступний патент: Вимірювач механічної роботи і витрати палива дизеля
Випадковий патент: Пристрій для викопування коренеплодів