Спосіб виготовлення руйнівного інструменту для машин
Номер патенту: 53137
Опубліковано: 15.01.2003
Автори: Олейниченко Ігор Вікторович, Олейниченко Віктор Григорович, Олейниченко Олег Вікторович
Формула / Реферат
Спосіб виготовлення руйнівного інструменту для машин, що включає виготовлення тримача з заглибленням, різальної вставки, установлення вставки в заглиблення, нагрів тримача або його частини і фіксацію, який відрізняється тим, що тримач в зоні заглиблення нагрівають до температури початку гарячої деформації металу, виконують осадку стінок заглиблення в пластичному стані до утворення нерухомого з'єднання вставки і тримача і в цей час проводять загартування тримача в зоні заглиблення.
Текст
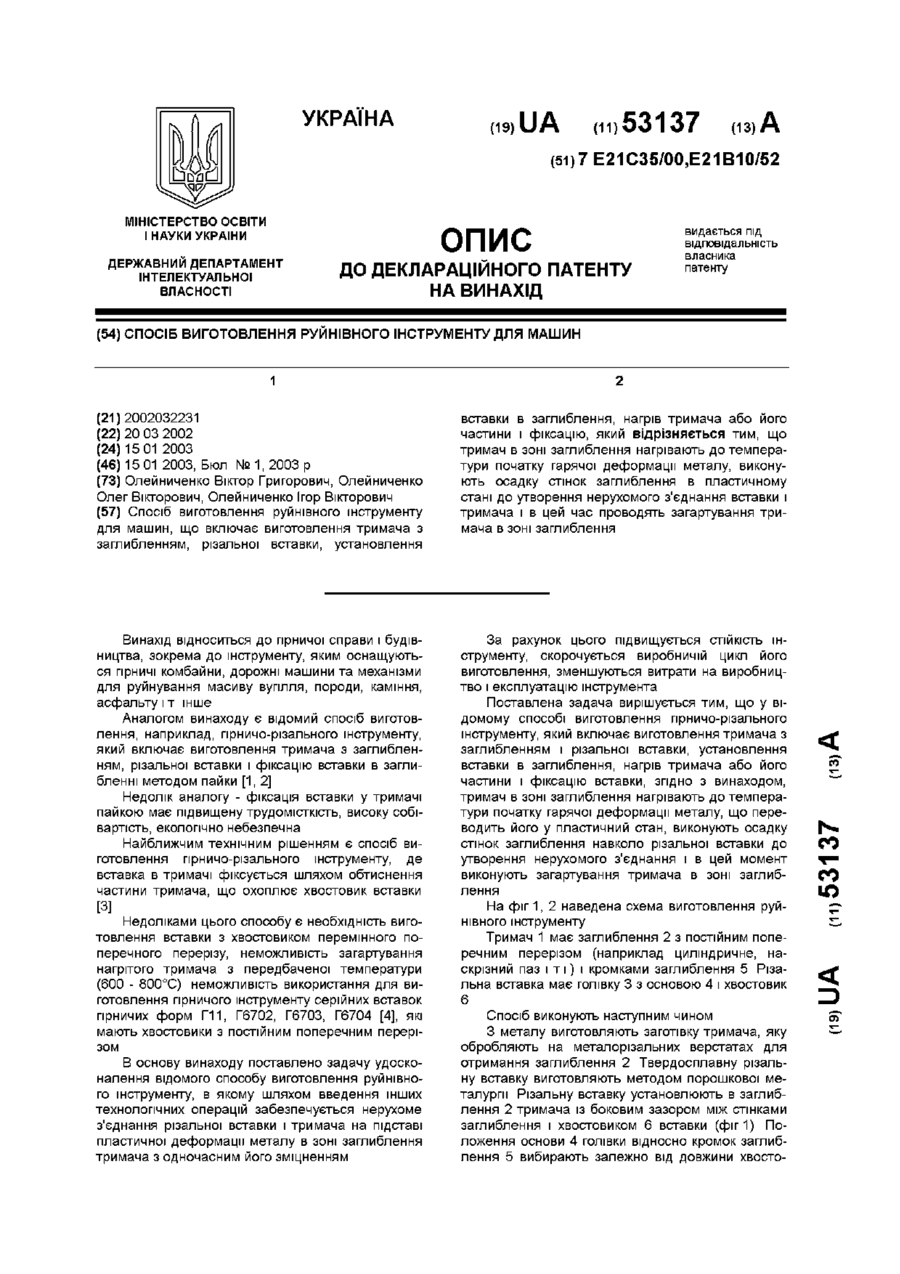
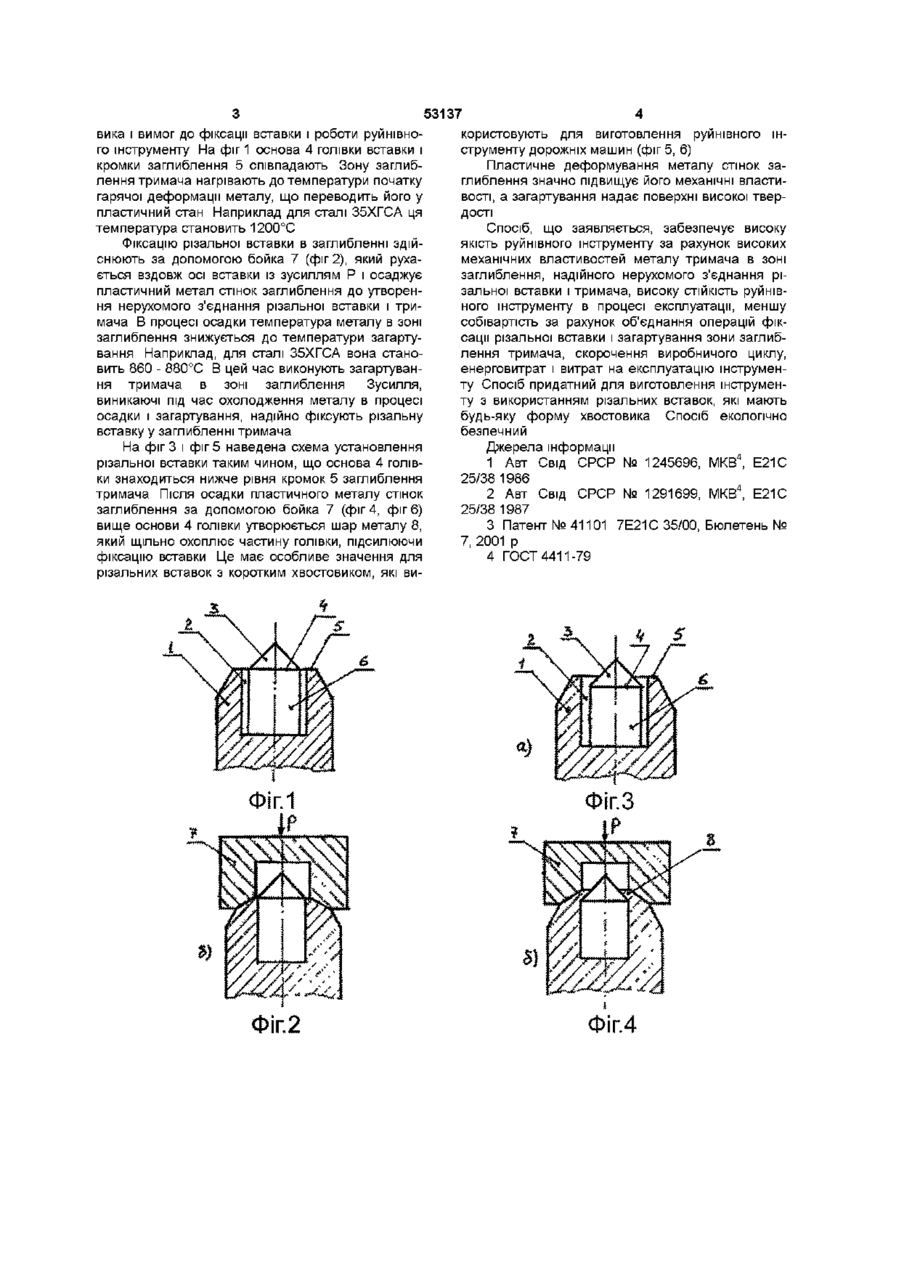
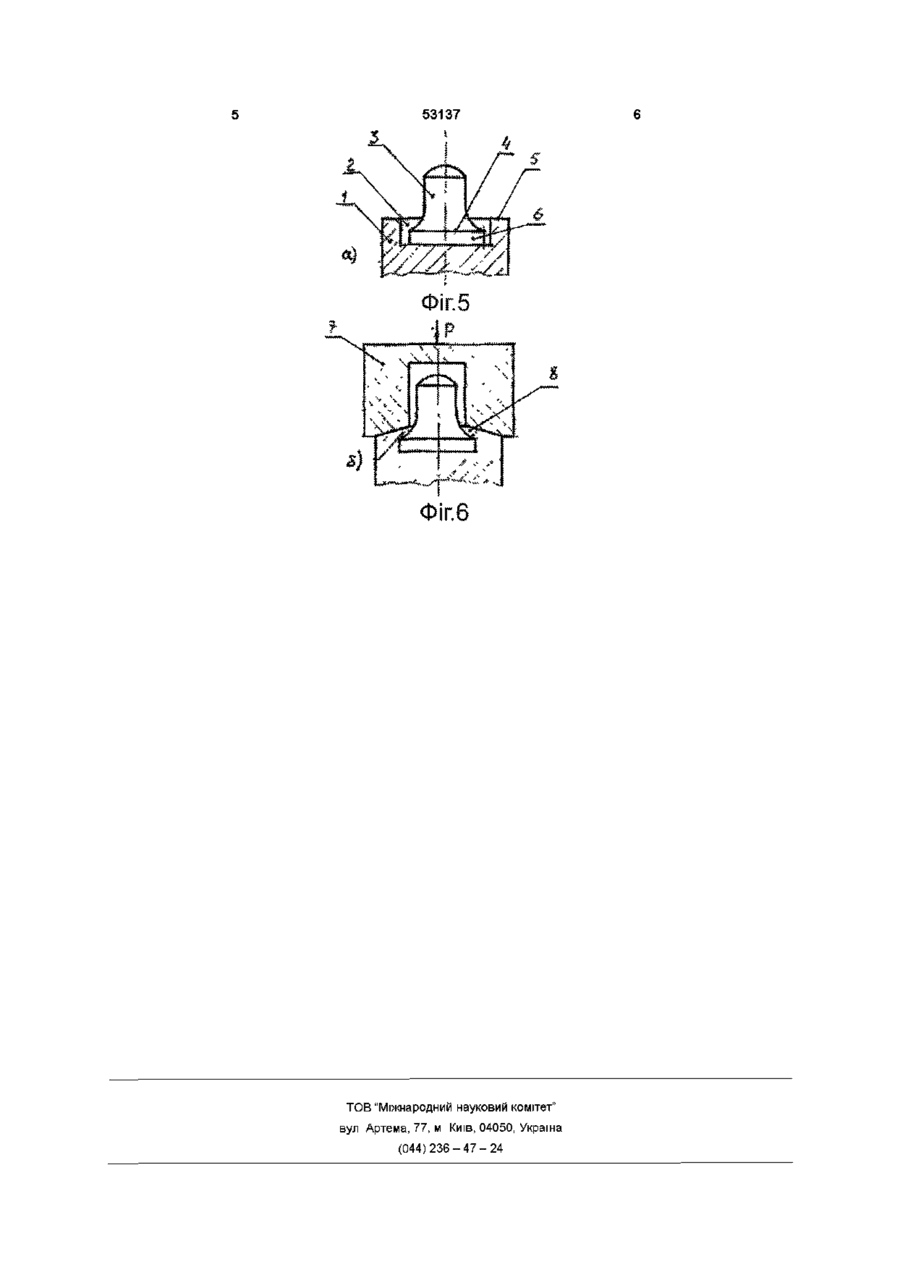
Спосіб виготовлення руйнівного інструменту для машин, що включає виготовлення тримача з заглибленням, різальної вставки, установлення вставки в заглиблення, нагрів тримача або його частини і фіксацію, який відрізняється тим, що тримач в зоні заглиблення нагрівають до температури початку гарячої деформації металу, виконують осадку стінок заглиблення в пластичному стані до утворення нерухомого з'єднання вставки і тримача і в цей час проводять загартування тримача в зоні заглиблення Винахід відноситься до гірничої справи і будівництва, зокрема до інструменту, яким оснащуються гірничі комбайни, дорожні машини та механізми для руйнування масиву вугілля, породи, каміння, асфальту і т інше Аналогом винаходу є відомий спосіб виготовлення, наприклад, гірничо-різального інструменту, який включає виготовлення тримача з заглибленням, різальної вставки і фіксацію вставки в заглибленні методом пайки [1, 2] Недолік аналогу - фіксація вставки у тримачі пайкою має підвищену трудомісткість, високу собівартість, екологічно небезпечна Найближчим технічним рішенням є спосіб виготовлення гірничо-різального інструменту, де вставка в тримачі фіксується шляхом обтиснення частини тримача, що охоплює хвостовик вставки [3] Недоліками цього способу є необхідність виготовлення вставки з хвостовиком перемінного поперечного перерізу, неможливість загартування нагрітого тримача з передбаченої температури (600 - 800°С) неможливість використання для виготовлення гірничого інструменту серійних вставок гірничих форм Г И , Г6702, Г6703, Г6704 [4], які мають хвостовики з постійним поперечним перерізом В основу винаходу поставлено задачу удосконалення відомого способу виготовлення руйнівного інструменту, в якому шляхом введення інших технологічних операцій забезпечується нерухоме з'єднання різальної вставки і тримача на підставі пластичної деформації металу в зоні заглиблення тримача з одночасним його зміцненням За рахунок цього підвищується СТІЙКІСТЬ інструменту, скорочується виробничій цикл його виготовлення, зменшуються витрати на виробництво і експлуатацію інструмента Поставлена задача вирішується тим, що у відомому способі виготовлення гірничо-різального інструменту, який включає виготовлення тримача з заглибленням і різальної вставки, установлення вставки в заглиблення, нагрів тримача або його частини і фіксацію вставки, згідно з винаходом, тримач в зоні заглиблення нагрівають до температури початку гарячої деформації металу, що переводить його у пластичний стан, виконують осадку стінок заглиблення навколо різальної вставки до утворення нерухомого з'єднання і в цей момент виконують загартування тримача в зоні заглиблення На фіг 1, 2 наведена схема виготовлення руйнівного інструменту Тримач 1 має заглиблення 2 з постійним поперечним перерізом (наприклад циліндричне, наскрізний паз і т і ) і кромками заглиблення 5 Різальна вставка має голівку 3 з основою 4 і хвостовик 6 Спосіб виконують наступним чином З металу виготовляють заготівку тримача, яку обробляють на металорізальних верстатах для отримання заглиблення 2 Твердосплавну різальну вставку виготовляють методом порошкової металурги Різальну вставку установлюють в заглиблення 2 тримача із боковим зазором між стінками заглиблення і хвостовиком 6 вставки (фиг 1) Положення основи 4 голівки відносно кромок заглиблення 5 вибирають залежно від довжини хвосто 1 СО го Ю 53137 вика і вимог до фіксації вставки і роботи руйнівного інструменту На фіг 1 основа 4 голівки вставки і кромки заглиблення 5 співпадають Зону заглиблення тримача нагрівають до температури початку гарячої деформації металу, що переводить його у пластичний стан Наприклад для сталі 35ХГСА ця температура становить 1200°С Фіксацію різальної вставки в заглибленні здійснюють за допомогою бойка 7 (фіг 2), який рухається вздовж осі вставки із зусиллям Р і осаджує пластичний метал стінок заглиблення до утворення нерухомого з'єднання різальної вставки і тримача В процесі осадки температура металу в зоні заглиблення знижується до температури загартування Наприклад, для сталі 35ХГСА вона становить 860 - 880°С В цей час виконують загартування тримача в зоні заглиблення Зусилля, виникаючі під час охолодження металу в процесі осадки і загартування, надійно фіксують різальну вставку у заглибленні тримача На фіг 3 і фіг 5 наведена схема установлення різальної вставки таким чином, що основа 4 голівки знаходиться нижче рівня кромок 5 заглиблення тримача Після осадки пластичного металу стінок заглиблення за допомогою бойка 7 (фіг 4, фіг 6) вище основи 4 голівки утворюється шар металу 8, який щільно охоплює частину голівки, підсилюючи фіксацію вставки Це має особливе значення для різальних вставок з коротким хвостовиком, які ви Фіг.2 користовують для виготовлення руйнівного інструменту дорожніх машин (фіг 5, 6) Пластичне деформування металу стінок заглиблення значно підвищує його механічні властивості, а загартування надає поверхні високої твердості Спосіб, що заявляється, забезпечує високу якість руйнівного інструменту за рахунок високих механічних властивостей металу тримача в зоні заглиблення, надійного нерухомого з'єднання різальної вставки і тримача, високу СТІЙКІСТЬ руйнівного інструменту в процесі експлуатації, меншу собівартість за рахунок об'єднання операцій фіксації різальної вставки і загартування зони заглиблення тримача, скорочення виробничого циклу, енерговитрат і витрат на експлуатацію інструменту Спосіб придатний для виготовлення інструменту з використанням різальних вставок, які мають будь-яку форму хвостовика Спосіб екологічно безпечний Джерела інформації 1 Авт Свід СРСР № 1245696, МКВ4, Е21С 25/38 1986 2 Авт Свід СРСР № 1291699, МКВ4, Е21С 25/38 1987 3 Патент № 41101 7Е21С 35/00, Бюлетень № 7, 2001 р 4 ГОСТ 4411-79 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making destroying mechanism for machines
Назва патенту російськоюСпособ изготовления разрушающего инструмента для машин
МПК / Мітки
МПК: E21C 35/00, E21B 10/52
Мітки: руйнівного, спосіб, інструменту, виготовлення, машин
Код посилання
<a href="https://ua.patents.su/3-53137-sposib-vigotovlennya-rujjnivnogo-instrumentu-dlya-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення руйнівного інструменту для машин</a>
Спосіб оцінки якості різального інструменту і деталей машин
Номер патенту: 40077
Опубліковано: 16.07.2001
Автори: Кліменко Галина Петрівна, Васильченко Яна Василівна, Мірошніченко Юрій Вікторович, Ковальов Віктор Дмитрович
МПК: C21D 6/04
Мітки: спосіб, деталей, машин, оцінки, різального, якості, інструменту
Формула / Реферат:
Спосіб оцінки якості різального інструменту і деталей машин, при якому комплексно оцінюють якість вихідних матеріалів, процесів виготовлення різального інструменту і деталей машин, який відрізняється тим, що різальний інструмент або деталі машин піддають обробці імпульсним магнітним полем, визначають їхні експлуатаційні характеристики, при цьому, якщо обробка імпульсним магнітним полем призводить до підвищення експлуатаційних характеристик -...
Спосіб виготовлення гірничо-різального інструмента
Номер патенту: 41101
Опубліковано: 15.08.2001
Автор: Бойко Микола Григорович
МПК: E21C 35/00
Мітки: спосіб, гірничо-різального, інструмента, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гірничо-різального інструмента, що включає виконання заглиблення в тримачі і виконання різальної вставки з хвостовиком, близьким за формою і розмірами з заглибленням, установлення і фіксацію хвостовика в заглибленні, який відрізняється тим, що фіксацію вставки в заглибленні здійснюють шляхом обтиснення частини тримача, що охоплює хвостовик вставки.2. Спосіб за п. 1, який відрізняється тим, що...
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Гогаєв Казбек Олександрович, Сорокін Юрій Володимирович, Штакун Володимир Анатолійович, Бондар Володимир Григорович, Ульшин Віктор Іванович
МПК: B21K 5/00, B22F 7/06, B23P 15/28, B22F 3/20
Мітки: біметалевого, виготовлення, конструкційної, сталі, різального, швидкорізальної, спосіб, інструменту
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб виготовлення абразивного інструменту
Номер патенту: 35371
Опубліковано: 15.03.2001
Автори: Кравченко Борис Васильович, Бабічєв Анатолій Прокопович, Мєльнікова Олена Павлівна, Пєтухова Олена Володимирівна
МПК: C08L 25/00, B24D 18/00, C08J 5/14, B24D 17/00
Мітки: спосіб, виготовлення, інструменту, абразивного
Формула / Реферат:
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче, перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із...
Спосіб виготовлення полірувального інструменту
Номер патенту: 51196
Опубліковано: 15.11.2002
Автори: Рогов Валентин Васильович, Троян Олександр Васильович, Рубльов Олег Миколайович, Рубльов Микола Дмитрович
МПК: B24D 3/34
Мітки: виготовлення, спосіб, полірувального, інструменту
Формула / Реферат:
1. Спосіб виготовлення полірувального інструменту, який передбачає змішування полірувального порошку з органічним зв'язуючим і формування, який відрізняється тим, що перед змішуванням органічне зв'язуюче розплавляють, а формування здійснюють шляхом полімеризації отриманого після змішування полірувального порошку і розплавленого органічного зв'язуючого композита, при цьому компоненти беруть при наступному співвідношенні, мас. %: ...
Попередній патент: Установка для добування сірководню з морської води
Наступний патент: Захисне укриття
Випадковий патент: Спосіб оцінки якості виробів неруйнівним методом