Спосіб виготовлення гірничо-різального інструмента

Формула / Реферат
1. Спосіб виготовлення гірничо-різального інструмента, що включає виконання заглиблення в тримачі і виконання різальної вставки з хвостовиком, близьким за формою і розмірами з заглибленням, установлення і фіксацію хвостовика в заглибленні, який відрізняється тим, що фіксацію вставки в заглибленні здійснюють шляхом обтиснення частини тримача, що охоплює хвостовик вставки.
2. Спосіб за п. 1, який відрізняється тим, що заглиблення в тримачі виконують довільної форми, переважно з постійним поперечним перерізом по висоті, наприклад циліндричної форми, а хвостовик вставки виконують із перемінним поперечним перерізом, що звужується від основи, однакової за формою і розмірами з основою заглиблення, до наконечника вставки по усій висоті хвостовика або на одній окремій ,або декількох ділянках по усій висоті хвостовика.
3. Спосіб за п. 1 , який відрізняється тим, що заглиблення в тримачі виконують у вигляді наскрізного паза, а хвостовик вставки виконують із перемінним поперечним перерізом по висоті і довжині, при цьому по довжині - із поперечним перерізом, який звужується від країв до середини, а по висоті - від основи до наконечника вставки.
4. Спосіб за п. п. 1 - 3, який відрізняється тим, що перед обтисненням частину тримача, що охоплює вставку, попередньо нагрівають.
Текст
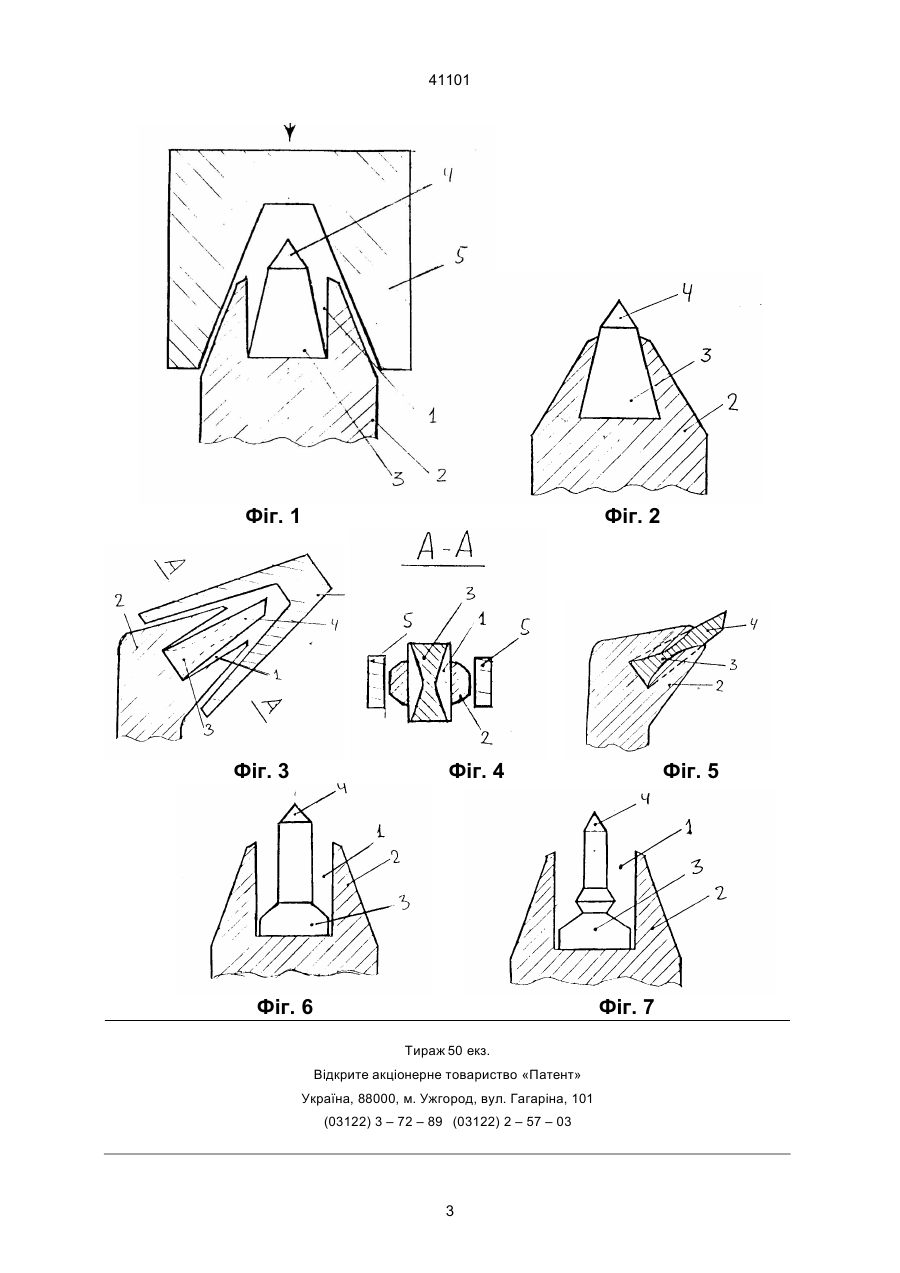
1. Спосіб виготовлення гірничо-різального інструмента, що включає виконання заглиблення в тримачі і виконання різальної вставки з хвостовиком, близьким за формою і розмірами з заглибленням, установлення і фіксацію хвостовика в заглибленні, який відрізняється тим, що фіксацію вставки в заглибленні здійснюють шляхом обтиснення частини тримача, що охоплює хвостовик вставки. 2. Спосіб за п. 1, який відрізняється тим, що заглиблення в тримачі виконують довільної форми, переважно з постійним поперечним перерізом по висоті, наприклад циліндричної форми, а хвостовик вставки виконують із перемінним поперечним перерізом, що звужується від основи, однакової за формою і розмірами з основою заглиблення, до наконечника вставки по усій висоті хвостовика або на одній окремій або декількох ділянках по усій висоті хвостовика. 3. Спосіб за п. 1, який відрізняється тим, що заглиблення в тримачі виконують у вигляді наскрізного паза, а хвостовик вставки виконують із перемінним поперечним перерізом по висоті і довжині, при цьому по довжині - із поперечним перерізом, який звужується від країв до середини, а по висоті - від основи до наконечника вставки. 4. Спосіб за п.п. 1 - 3, який відрізняється тим, що перед обтисненням частину тримача, що охоплює вставку, попередньо нагрівають. Зоя (13) 41101 (11) UA МКВ4 Е21С 25/38, 1986), що включає виконання заглиблення в тримачі у формі зрізаного конуса з кутом нахилу конуса убік основи заглиблення і обробку хвостовика вставки, бічну поверхню якого виконують у вигляді ділянок декількох прямих кругових зрізаних конусів, вісь одного з яких збігається з подовжньою віссю вставки, а осі інших є його утворюючими і розташовані на рівній кутовій відстані один від іншого. Потім хвостовик вставляють у заглиблення і фіксують паянням, у процесі якого зазори заповнюються припоєм. Загальними ознаками прототипу і рішення, що заявляється, є такі: виконання заглиблення в тримачі, виконання ріжучої вставки з хвостовиком, близьким за формою і розмірами з заглибленням, установлення і фіксація хвостовика в заглибленні. Проте, прототип має ті ж недоліки, що й аналог, як-от: висока трудомісткість виготовлення, шкідливе виробництво, необхідність застосування дорогого устаткування і матеріалів, велика можливість зміни структури металу при нагріванні. Задачею цього винаходу є удосконалення відомого способу виготовлення гірничо-різального інструменту шляхом заміни операції фіксації паянням хвостовика ріжучої вставки в тримачі операцією механічного оброблення частини тримача, що (19) Винахід відноситься до гірничої справи, якот до гірничо-різального інструменту, і може бути використаний при виготовленні різального інструменту гірничих машин. Є відомий спосіб виготовлення гірничо-різального інструменту (див. Авт. свід. СРСР № 1291699, МКВ4 Е21С 25/38, 1987), який включає виконання у формі циліндра заглиблення в тримачі і хвостовику ріжучої вставки, близького за формою і розмірами з заглибленням, установку і фіксацію хвостовика вставки в заглибленні, при цьому фіксацію здійснюють паянням, склеюванням і т.п., або з можливістю заміни шляхом розміщення ріжучої вставки в гільзі, яку після установки в заглибленні фіксують запобіжником, наприклад, гнучким штифтом. Проте фіксація паянням має підвищену трудомісткість і є екологічно не чистим виробництвом, що потребує застосування дорогого устаткування і матеріалів. Крім того, метал при нагріванні може змінити свою структуру, що важко проконтролювати при виготовленні і який виявляє себе при роботі комбайна в вибої. Фіксація склеювання, так само, як і з можливістю заміни, має невисоку надійність. Відомий спосіб виготовлення гірничо-різального інструменту (див. Авт. свід. СРСР № 1245696, А ____________________ 41101 охоплює хвостовик вставки, для підвищення надійності фіксації вставки в тримачі, зниження трудомісткості виготовлення, забезпечення чистоти виробництва. Поставлена задача вирішується таким чином. У відомому способі виготовлення гірничо-різального інструменту, що включає виконання заглиблення в тримачі і виконання ріжучої вставки з хвостовиком, близьким за формою і розмірами з заглибленням, установлення і фіксацію хвостовика в заглибленні, згідно з винаходом, фіксацію хвостовика вставки в заглибленні здійснюють шляхом обтиснення частини тримача, що охоплює хвостовик вставки. Крім того, заглиблення в тримачі виконують довільної форми, переважно з постійним поперечним перерізом по висоті, наприклад циліндричної форми, а хвостовик вставки виконують із переміннимпоперечним перерізом, що звужується від основи, однакової за формою і розмірами з основою заглиблення, до наконечника вставки по усій висоті хвостовика або на одній окремій ділянці або на декількох ділянках по висоті хвостовика. Крім того, заглиблення виконують у вигляді наскрізного паза, а хвостовик вставки виконують із перемінним поперечним перерізом по висоті і довжині, при цьому по довжині - із поперечним перерізом, що звужується від бічних зовнішніх країв до середини, а по висоті - від основи до наконечника вставки. Поставлена задача вирішується також тим, що перед обтисненням частину тримача, що охоплює хвостовик вставки, нагрівають. Фіксація хвостовика вставки в заглибленні шляхом обтиснення частини тримача, що охоплює хвостовик вставки, дозволяє надійно закріпити ріжучу вставку в тримачі гірничо-різального інструмента без застосування дорогого екологічно не чистого виробництва, дорогого устаткування і матеріалів. Виконання хвостовика вставки з елементами звуження, тобто з перемінним поперечним перерізом по висоті, що звужується по усій висоті або на окремих ділянках по висоті хвостовика цілком виключає можливість виходу вставки з циліндричного заглиблення. Для заглиблення у вигляді наскрізного паза хвостовик виконують додатково з перемінним перерізом по його довжині для виключення можливості виходу вставки в бічному напрямку. Сутність винаходу пояснюється кресленням, на якому зображені: на фіг. 1 - розташування ріжучої вставки в тримачі гірничо-різального інструменту перед фіксацією (циліндрична форма заглиблення з хвостовиком, що звужується від основи хвостовика до наконечника вставки по усій висоті хвостовика); на фіг. 2 - те ж, що і на фіг. 1 після обтиснення тримача; на фіг. 3 -розташування ріжучої вставки в заглибленні у вигляді наскрізного паза перед обтисненням; на фіг. 4 - те ж, що на фіг. 3 переріз по А-А; на фіг. 5 - те ж, що і на фіг. 3 після обтиснення тримача; на фіг. 6 - те ж, що і на фіг. 1 із зображенням хвостовика вставки, що звужується від основи до наконечника на одній ділянці по висоті хвостовика; на фіг. 7 - те ж, що і на фіг. 6 із зображенням хвостовика вставки, який звужується на декількох ділянках по його висоті. Спосіб реалізується таким чином. Виготовлення гірничо-різального інструмента починають із виконання заглиблення 1 у тримачі 2, що виконують довільної форми, але переважно циліндричної шляхом свердлування. Потім виготовляють ріжучу вставку, хвостовику 3 якої надають форму, близьку формі заглиблення 1. Основні вимоги до форми хвостовика - це перемінний поперечний переріз, який звужується від основи хвостовика 3 до наконечника 4 ріжучої вставки по усій висоті хвостовика 3 (див. фіг. 1), на одній окремій ділянці (див. фіг. 6) або на декількох ділянках (див. фіг. 7) по висоті хвостовика 3. Хвостовик 3 встановлюють у заглиблення 1 і здійснюють його фіксацію шляхом обтиснення частини тримача 2, що охоплює хвостовик 3 вставки. Обтиснення здійснюють спеціальною оправкою 5, із внутрішньою поверхнею, близькою за формою і розмірами з зовнішньою поверхнею частини тримача 2, що охоплює хвостовик 3. У нашому прикладі внутрішня поверхня оправки 5 і зовнішня частина тримача 2 виконані у вигляді зрізаного конуса. Для обтиснення достатньо зробити удар по оправці 5 в напрямку, показаному стрілкою на фіг.1. На оправку 5 можна також діяти пресом, домкратом і т.п. Обтиснення може здійснюватися й іншими шляхами, наприклад за допомогою обтискного ролика, пуансонів і т.п. Перед обтисненням частину тримача 2, що охоплює вставку, попередньо нагрівають до температури 600-800°С (для тримача, виготовленого із сталі 35ХГСА). У іншому прикладі реалізації винаходу (див. фіг. 3, 4) заглиблення 1 виконують у вигляді наскрізного паза, а вставку з хвостовиком 3 - близьким за формою і розмірами із заглибленням 1. При цьому паз виконують з однаковим поперечним перерізом по висоті і довжині, а хвостовик 3 - із перемінним поперечним перерізом по висоті і довжині. По висоті хвостовик 3 виконують з поперечним перерізом, який звужується від основи хвостовика 3 до наконечника 4 ріжучої вставки, а по довжині від країв до середини. Це необхідно для надійної фіксації ріжучої вставки в заглибленні, тобто для запобігання виходу вставки з заглиблення і бічного зсуву. Обтиснення може здійснюватися спеціальною оправкою 5 (див. фіг. 5) за допомогою преса і т.п. 2 41101 Фіг. 1 Фіг. 3 Фіг. 2 Фіг. 4 Фіг. 6 Фіг. 5 Фіг. 7 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3 41101 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of the mining-cutting tools
Автори англійськоюBoiko Mykola hryhorovych
Назва патенту російськоюСпособ изготовления горно-резального инструмента
Автори російськоюБойко Николай Григорьевич
МПК / Мітки
МПК: E21C 35/00
Мітки: спосіб, інструмента, виготовлення, гірничо-різального
Код посилання
<a href="https://ua.patents.su/4-41101-sposib-vigotovlennya-girnicho-rizalnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гірничо-різального інструмента</a>
Спосіб реєстрації присутності та торкання різального інструмента
Номер патенту: 30120
Опубліковано: 15.11.2000
Автори: Скицюк Володимир Іванович, Скицюк Максим Володимирович
МПК: B23Q 17/22
Мітки: присутності, інструмента, різального, реєстрації, торкання, спосіб
Формула / Реферат:
Спосіб реєстрації присутності та торкання різального інструмента, заснований на тому, що різальний інструмент охоплюють осердям індукційного перетворювача, по вихідному сигналу якого реєструють присутність інструмента поблизу деталі та момент фізичного торкання, який відрізняється тим, що поряд з індукційним перетворювачем присутності та торкання встановлюють перетворювач електромагнітних шумів та перешкод, сигналом якого синхронізують струм...
Композиція для виготовлення абразивного інструмента та спосіб його одержання
Номер патенту: 6475
Опубліковано: 29.12.1994
Автори: Багрійчук Василь Олексійович, Козак Степан Іванович, Ключківська Марія Степанівна, Черняк Борис Іванович, Срібний Василь Михайлович, Ключківський Андрій Іванович, Кривошня Наталія Степанівна, Никипанчук Михайло Васильович, Ключківський Юрій Андрійович
МПК: B24D 7/00, C08J 5/14, B24D 5/00
Мітки: інструмента, спосіб, абразивного, композиція, виготовлення, одержання
Формула / Реферат:
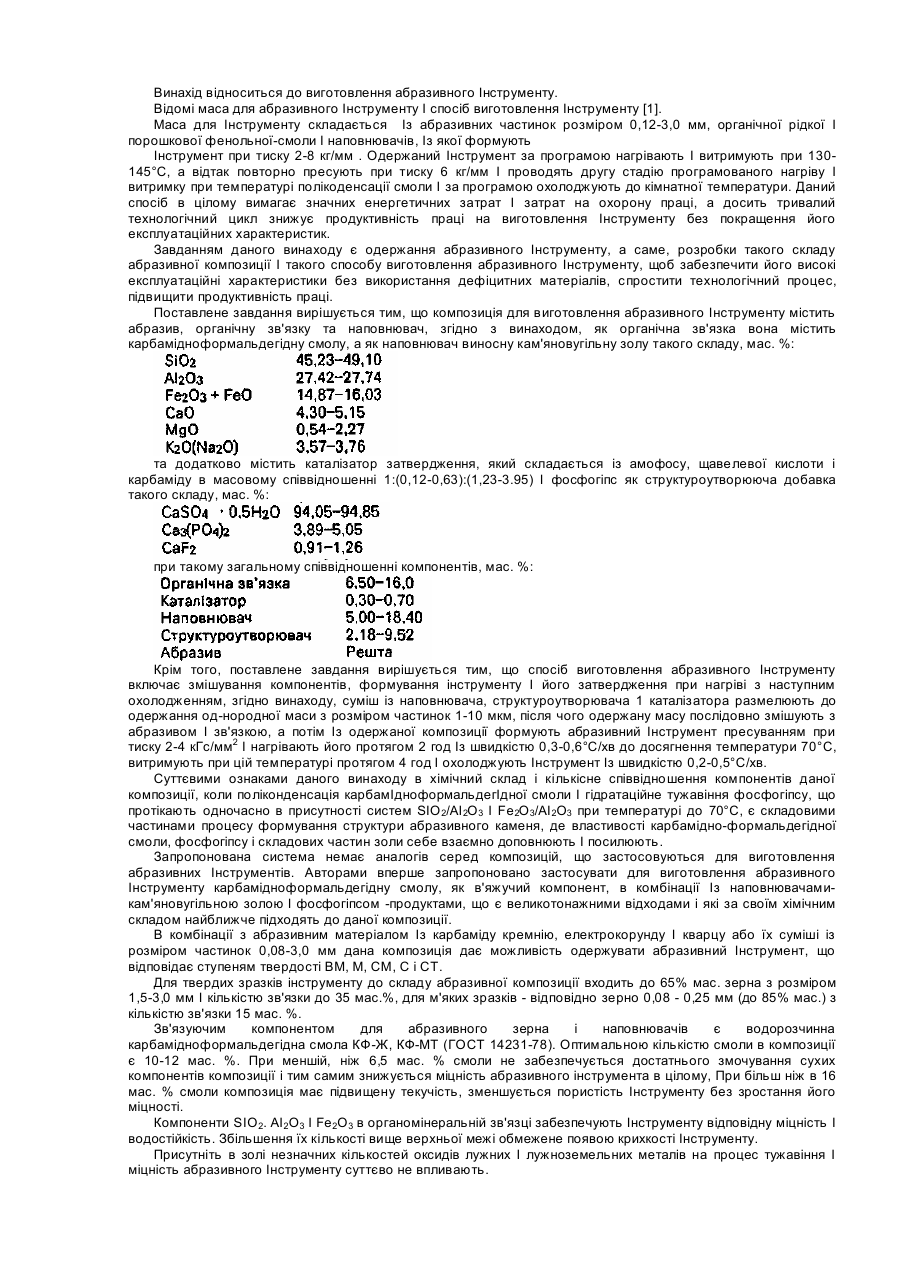
1. Композиція для виготовлення абразивного інструменту, що містить абразив, органічну зв'язку і наповнювач, яка відрізняється тим, що як органічну зв'язку вона містить карбамідноформальдегідну смолу, а як наповнювач - виносну кам'яновугільну золу такого складу, мас. %: SiO2 45,23-49,10 Аl2О3 27,42-27,74 Fе2O3+FеО 14,87-16,03 СаO ...
Шихта для виготовлення електродного інструмента
Номер патенту: 12535
Опубліковано: 28.02.1997
Автори: Філіппов Микола Ігорович, Радченко Петро Якович, Панічкіна Валентина Вікторівна, Скороход Валерій Володимирович
МПК: C22C 1/04
Мітки: електродного, виготовлення, шихта, інструмента
Формула / Реферат:
Шихта для изготовления электродного инструмента, содержащая порошки вольфрама и меди при содержании вольфрама от 1 до 90 % об., остальное - медь, отличающаяся тем, что порошок вольфрама имеет размеры частиц 0,05-1,0 мкм, а порошок меди - 1-10 мкм.
Спосіб управління стріловим виконавчим органом гірничо-прохідницького комбайну
Номер патенту: 7628
Опубліковано: 26.12.1995
Автори: Шумалінський Семен Овсійович, Злодєєв Олександр Васильович, Сіненко Віктор Васильович
МПК: E21C 35/24
Мітки: комбайну, управління, гірничо-прохідницького, виконавчим, спосіб, органом, стріловим
Формула / Реферат:
Способ управлення стреловым исполнительным органом горнопроходческого комбайна, заключающийся в выполнении образцового цикла обработки забоя, записи величины, направления и последовательности перемещений исполнительного органа и управлении перемещениями исполнительного органа при последующих циклах обработки забоя в соответствии с программой перемещений, записанной в течение образцового цикла, отличающийся тем, что, с целью повышения...
Вузол кріплення різального комплекту вовчків
Номер патенту: 17372
Опубліковано: 15.04.1997
Автори: Некоз Олександр Іванович, Литвиненко Олександр Анатолійович, Білий Вячеслав Іванович, Слинько Олександр Іванович
МПК: A22C 5/00, A22C 17/00
Мітки: вузол, комплекту, кріплення, різального, вовчків
Формула / Реферат:
Вузол кріплення різального комплекту вовчків, що складається з послідовно встановлених на вихідному валу ножів і решіток, які розміщено в гільзі вовчка та закріплено через проміжну втулку за допомогою притискної гайки, який відрізняється тим, що на вихідному валу, який має різьбовий хвостовик, за вихідною решіткою встановлено підшипник, який притискнуто до вихідної решітки гайкою і зафіксовано контргайкою.
Попередній патент: Вагінальний супозиторій для лікування запальних захворювань піхви та вульви
Наступний патент: Дискова борона
Випадковий патент: Спосіб виїмки вугільних пластів