Спосіб виготовлення візка конвеєрної машини
Формула / Реферат
1. Пристрій очищення питної води, розміщений у водонапірній башті, що включає бак з дахом і дном та ствол, в якому знаходиться контактне завантаження, розташоване у приймальній обичайці з перфорацією у нижній частині, перегородку, крізь яку проходить трубопровід подачі вихідної води, оснащений аератором, і під якою знаходиться плаваюче фільтруюче завантаження з дренажно-розподільчою системою, який відрізняється тим, що плаваюче фільтруюче завантаження розміщено в баці водонапірної башти.
2. Пристрій за п. 1, який відрізняється тим, що його оснащено аератором у вигляді стакана, над яким, з можливістю регулювання, встановлено другий стакан, поверхні яких, що обернуті одна до одної, утворюють по ходу води кільцевий канал, що звужується, а на виході розширюється.
3. Пристрій по пп. 1 або 2, який відрізняється тим, що кільцевий канал аератора направлено на дах з встановленою обичайкою.
4. Пристрій по пп. 1 або 2, або 3, який відрізняється тим, що плаваюче фільтруюче завантаження утримується у затопленому стані суцільною перегородкою.
Текст
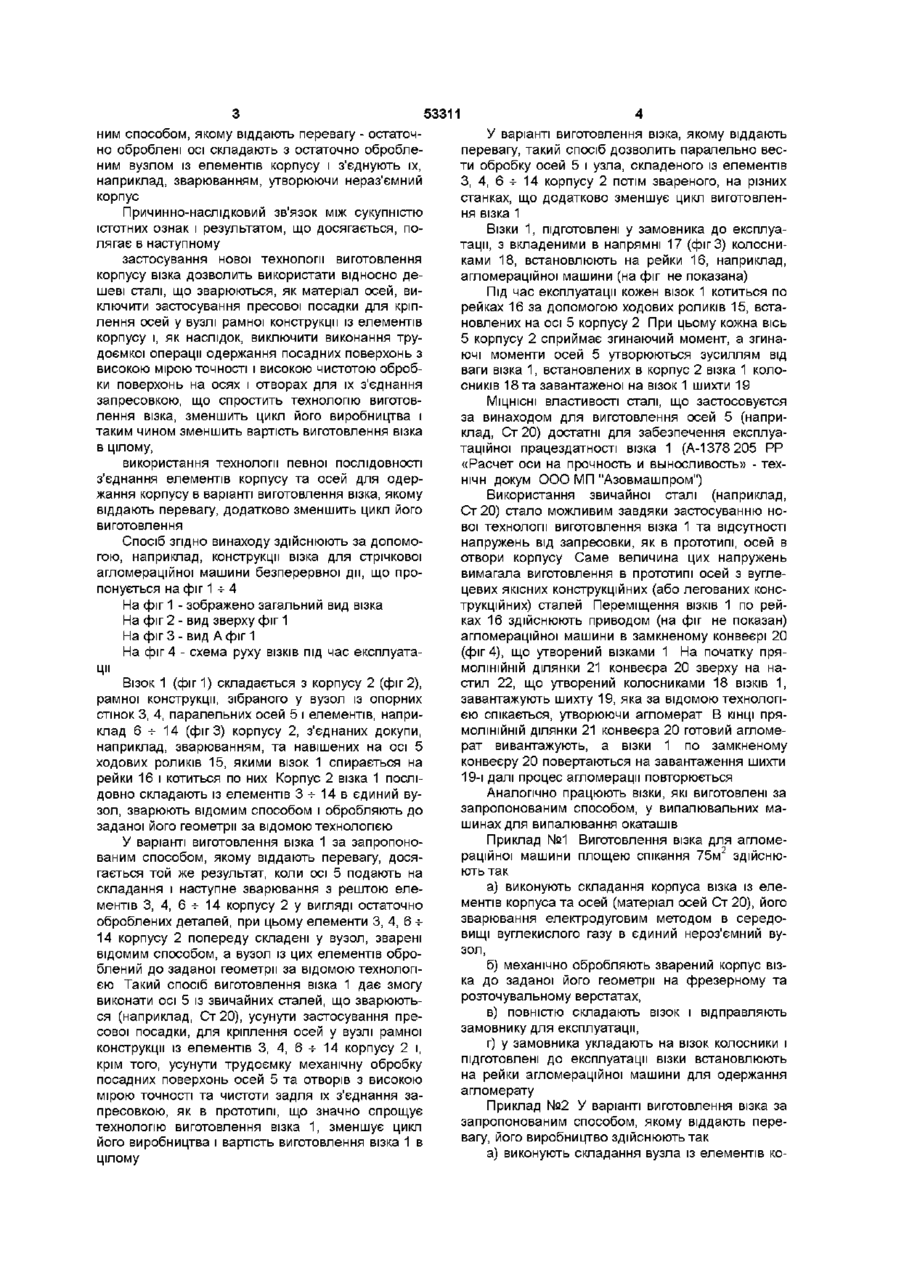
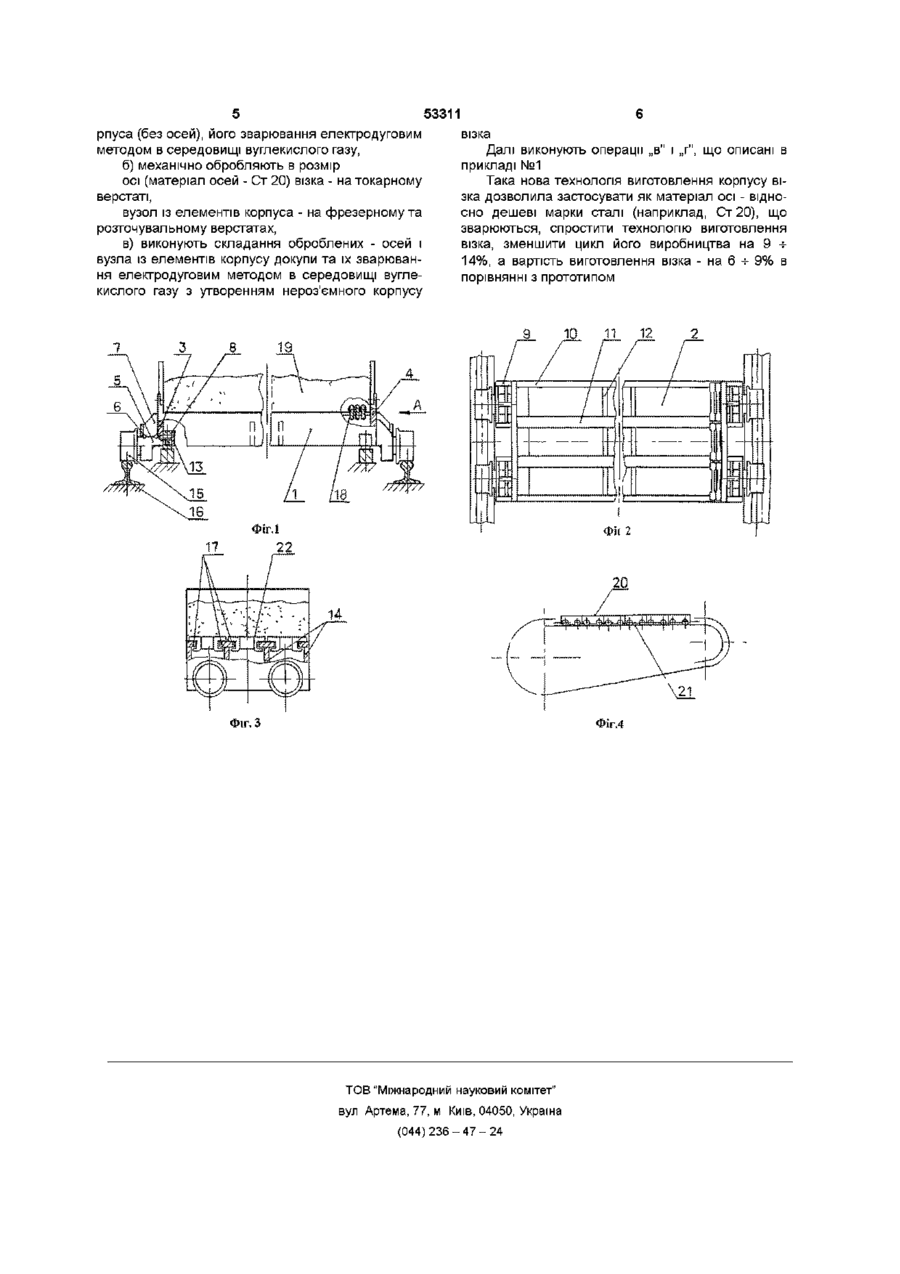
1 Спосіб виготовлення візка конвеєрної машини, що включає виконання корпусу візка рамної конструкції із елементів, з'єднаних у вузол, кріплення осей в корпусі і встановлення на них вузлів пересування, якими візок спирається на рейки, який відрізняється тим, що елементи корпусу і осі послідовно з'єднують в єдиний вузол, наприклад зварюванням, утворюючи нероз'ємний корпус 2 Спосіб виготовлення візка конвеєрної машини за п 1, який відрізняється тим, що для здійснення з'єднання осей та елементів корпусу в єдиний вузол зварюванням використовують як матеріал сталі, що зварюються Винахід належить до металургійної галузі, зокрема до конвеєрних машин чорної та кольорової металургії і може бути використаний для термічної обробки рудних та нерудних матеріалів Широко відомий спосіб виготовлення візка, наприклад, стрічкової агломераційної машини, корпус якої відпивається із сталі і встановлюється на ходові ролики, які смонтовані на осях, що запресовані в корпус (Д П Притыкин, М А Тылкин «Ремонт механического оборудования для производства агломерата и окатышей» Москва, Металлургия, 1976, стр 57) До недоліків цього способу слід віднести 1 Велику енергоємність виробництва корпуса візка, 2 Відносно велику вагу візка через технічні складності лиття корпусу, 3 Застосування для лиття корпусу відносно дорогих високовуглецевих марок сталі, що мають кращу рідинотекучість, 4 Застосування пресової посадки для кріплення осей в корпусі, що вимагає використовувати спеціальне обладнання для її виконання та викликає додаткові енергетичні витрати До запропонованого способу з технічної сутності та результату, що досягається, найближчим є спосіб виготовлення візка, що включає виконання корпусу візка із елементів, з'єднаних у вузол, і кріплення осей в корпусі їх запресовкой в масивні плити, що вварені в корпус (робочі кресл "Азовмашпром" А-1378 000-І - прототип) Недоліком відомого способу є те, що використання пресової посадки для кріплення осей в кор пусі вимагає виготовлення осей із вуглецевих якісних конструкційних (або легованих конструкційних) сталей, тому що високі напруження, що виникають в з'єднанні вісь-отвір корпусу при пресовій посадці не дозволяють використання менш твердих сталей як матеріала осей із-за їх відносно низьких МІЦНІШИХ властивостей В основу винаходу поставлена задача знайти спосіб виготовлення візка конвеєрної машини шляхом застосування нової технології виготовлення корпусу візка, яка дозволить використати як матеріал осей відносно дешеві марки сталі, що зварюються, що спростить технологію виготовлення візка, зменшить цикл його виробництва і, як наслідок, зменшить вартість виготовлення візка в цілому, застосування технології певної ПОСЛІДОВНОСТІ з'єднання елементів корпусу та осей в єдиний вузол для одержання корпусу рамної конструкції, що додатково зменшить цикл виготовлення візка Поставлена задача вирішується запропонованим способом виготовлення візка конвеєрної машини, що включає виконання корпусу візка рамної конструкції із елементів, з'єднаних у вузол, кріплення осей в корпусі і встановлення на них вузлів пересування, якими візок спирається на рейки, та, згідно з винаходом, елементи корпусу і осі послідовно з'єднують в єдиний вузол, наприклад, зварюванням, утворюючи нераз'ємний корпус, при цьому для здійснення з'єднання осей та елементів корпусу в єдиний вузол зварюванням використовують як матеріал сталі, що зварюються У варіанті виготовлення візка за запропонова СО го Ю 53311 ним способом, якому віддають перевагу - остаточно оброблені осі складають з остаточно обробленим вузлом із елементів корпусу і з'єднують їх, наприклад, зварюванням, утворюючи нераз'ємний корпус Причинно-наслідковий зв'язок між сукупністю істотних ознак і результатом, що досягається, полягає в наступному застосування нової технології виготовлення корпусу візка дозволить використати відносно дешеві сталі, що зварюються, як матеріал осей, виключити застосування пресової посадки для кріплення осей у вузлі рамної конструкції із елементів корпусу і, як наслідок, виключити виконання трудоємкої операції одержання посадних поверхонь з високою мірою точності і високою чистотою обробки поверхонь на осях і отворах для їх з'єднання запресовкою, що спростить технологію виготовлення візка, зменшить цикл його виробництва і таким чином зменшить вартість виготовлення візка в цілому, використання технології певної ПОСЛІДОВНОСТІ з'єднання елементів корпусу та осей для одержання корпусу в варіанті виготовлення візка, якому віддають перевагу, додатково зменшить цикл його виготовлення Спосіб згідно винаходу здійснюють за допомогою, наприклад, конструкції візка для стрічкової агломераційної машини безперервної дії, що пропонується на фіг 1 -ь 4 На фіг 1 - зображено загальний вид візка На фіг 2 - вид зверху фіг 1 На фіг 3 - вид А фіг 1 На фіг 4 - схема руху ВІЗКІВ ПІД час експлуатації Візок 1 (фиг 1) складається з корпусу 2 (фіг 2), рамної конструкції, зібраного у вузол із опорних стінок 3, 4, паралельних осей 5 і елементів, наприклад 6 -ь 14 (фігЗ) корпусу 2, з'єднаних докупи, наприклад, зварюванням, та навішених на осі 5 ходових роликів 15, якими візок 1 спирається на рейки 16 і котиться по них Корпус 2 візка 1 послідовно складають із елементів З -М4 в єдиний вузол, зварюють відомим способом і обробляють до заданої його геометрії за відомою технологією У варіанті виготовлення візка 1 за запропонованим способом, якому віддають перевагу, досягається той же результат, коли осі 5 подають на складання і наступне зварювання з рештою елементів 3, 4, 6 -ь 14 корпусу 2 у вигляді остаточно оброблених деталей, при цьому елементи 3, 4, 6 + 14 корпусу 2 попереду складені у вузол, зварені відомим способом, а вузол із цих елементів оброблений до заданої геометрії за відомою технологією Такий спосіб виготовлення візка 1 дає змогу виконати осі 5 із звичайних сталей, що зварюються (наприклад, Ст20), усунути застосування пресової посадки, для кріплення осей у вузлі рамної конструкції із елементів 3, 4, 6 -ь 14 корпусу 2 і, крім того, усунути трудоємку механічну обробку посадних поверхонь осей 5 та отворів з високою мірою точності та чистоти задля їх з'єднання запресовкою, як в прототипі, що значно спрощує технологію виготовлення візка 1, зменшує цикл його виробництва і вартість виготовлення візка 1 в цілому У варіанті виготовлення візка, якому віддають перевагу, такий спосіб дозволить паралельно вести обробку осей 5 і узла, складеного із елементів З, 4, 6 -ь 14 корпусу 2 потім звареного, на різних станках, що додатково зменшує цикл виготовлення візка 1 Візки 1, підготовлені у замовника до експлуатації, з вкладеними в напрямні 17 (фіг 3) колосниками 18, встановлюють на рейки 16, наприклад, агломераційної машини (на фіг не показана) Під час експлуатації кожен візок 1 котиться по рейках 16 за допомогою ходових роликів 15, встановлених на осі 5 корпусу 2 При цьому кожна вісь 5 корпусу 2 сприймає згинаючий момент, а згинаючі моменти осей 5 утворюються зусиллям від ваги візка 1, встановлених в корпус 2 візка 1 колосників 18 та завантаженої на візок 1 шихти 19 МІЦНІСНІ властивості сталі, що застосовуєтся за винаходом для виготовлення осей 5 (наприклад, Ст 20) достатні для забезпечення експлуатаційної працездатності візка 1 (А-1378 205 РР «Расчет оси на прочность и выносливость» - технічн докум ООО МП "Азовмашпром") Використання звичайної сталі (наприклад, Ст 20) стало можливим завдяки застосуванню нової технології виготовлення візка 1 та відсутності напружень від запресовки, як в прототипі, осей в отвори корпусу Саме величина цих напружень вимагала виготовлення в прототипі осей з вуглецевих якісних конструкційних (або легованих конструкційних) сталей Переміщення ВІЗКІВ 1 по рейках 16 здійснюють приводом (на фіг не показан) агломераційної машини в замкненому конвеєрі 20 (фіг 4), що утворений візками 1 На початку прямолінійній ділянки 21 конвеєра 20 зверху на настил 22, що утворений колосниками 18 ВІЗКІВ 1, завантажують шихту 19, яка за відомою технологією спікається, утворюючи агломерат В КІНЦІ прямолінійній ділянки 21 конвеєра 20 готовий агломерат вивантажують, а візки 1 по замкненому конвеєру 20 повертаються на завантаження шихти 19-І далі процес агломерації повторюється Аналогічно працюють візки, які виготовлені за запропонованим способом, у випалювальних машинах для випалювання окаташів Приклад №1 Виготовлення візка для агломераційної машини площею спікання 75м2 здійснюють так а) виконують складання корпуса візка із елементів корпуса та осей (матеріал осей Ст20), його зварювання електродуговим методом в середовищі вуглекислого газу в єдиний нероз'ємний вузол, б) механічно обробляють зварений корпус візка до заданої його геометрії на фрезерному та розточувальному верстатах, в) повністю складають візок і відправляють замовнику для експлуатації, г) у замовника укладають на візок колосники і підготовлені до експлуатації візки встановлюють на рейки агломераційної машини для одержання агломерату Приклад №2 У варіанті виготовлення візка за запропонованим способом, якому віддають перевагу, його виробництво здійснюють так а) виконують складання вузла із елементів ко 53311 рпуса (без осей), його зварювання електродуговим методом в середовищі вуглекислого газу, б) механічно обробляють в розмір осі (матеріал осей - Ст 20) візка - на токарному верстаті, вузол із елементів корпуса - на фрезерному та розточувальному верстатах, в) виконують складання оброблених - осей і вузла із елементів корпусу докупи та їх зварювання електродуговим методом в середовищі вуглекислого газу з утворенням нероз'ємного корпусу 8 візка Далі виконують операції „в" і „г", що описані в прикладі №1 Така нова технологія виготовлення корпусу візка дозволила застосувати як матеріал осі - відносно дешеві марки сталі (наприклад, Ст20), що зварюються, спростити технологію виготовлення візка, зменшити цикл його виробництва на 9 т 14%, а вартість виготовлення візка - на 6 -ь 9% в порівнянні з прототипом 9 19 Фіг. З 10 11 Фіг.4 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 12 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making trolley of conveyor machine
Автори англійськоюYarotskyi Vitalii Hryhorovych
Назва патенту російськоюСпособ изготовления тележки конвейерной машины
Автори російськоюЯроцкий Виталий Григорьевич
МПК / Мітки
МПК: F27B 21/00, F27B 21/06, F27B 21/08
Мітки: спосіб, конвеєрної, машини, виготовлення, візка
Код посилання
<a href="https://ua.patents.su/3-53311-sposib-vigotovlennya-vizka-konveehrno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення візка конвеєрної машини</a>
Рама візка конвеєрної машини
Номер патенту: 71788
Опубліковано: 15.12.2004
Автор: Яроцький Віталій Григорович
МПК: F27B 21/06
Мітки: візка, рама, конвеєрної, машини
Формула / Реферат:
1. Рама візка конвеєрної машини з боковинами, несучими балками та ребрами жорсткості, яка відрізняється тим, що принаймні одна несуча балка рами складена з елементів таким чином, що між сполученими поверхнями принаймні двох елементів створюється проміжок.2. Рама візка за п. 1, яка відрізняється тим, що проміжок виконаний між елементами несучої балки: поздовжньою стінкою та горизонтальною полицею.3. Рама візка за п. 1, яка...
Корпус візка конвеєрної машини
Номер патенту: 64138
Опубліковано: 16.02.2004
Автори: Кошелев Олександр Володимирович, Яроцький Віталій Григорович, Беспалов Олександр Павлович, Дюбін Валерій Юрійович, АГАРКОВ Віктор Якович, Аніщенко Олександр Сергійович
МПК: F27B 21/06
Мітки: конвеєрної, візка, корпус, машини
Формула / Реферат:
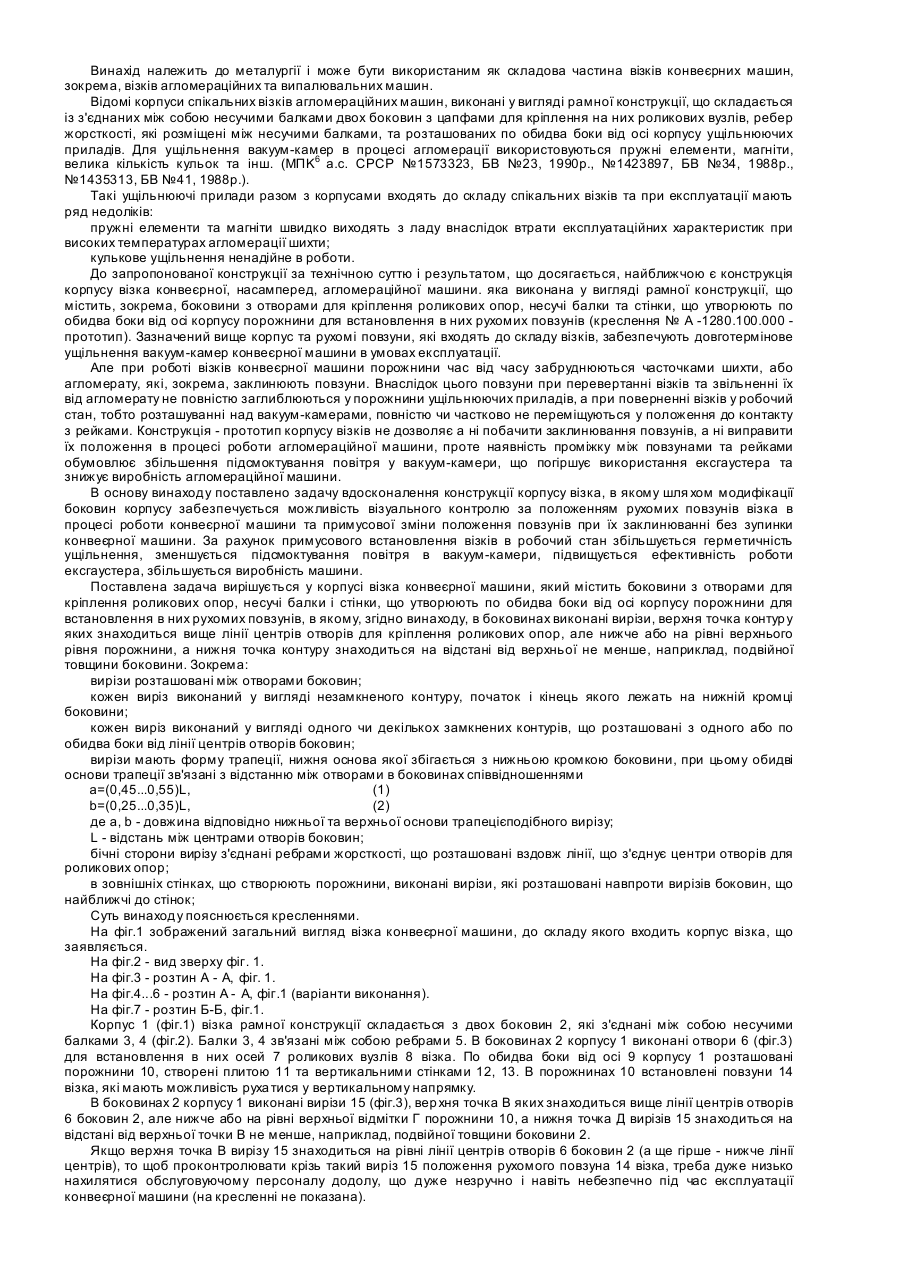
1. Корпус візка конвеєрної машини, який містить боковини з отворами для кріплення роликових опор, несучі балки і стінки, що утворюють по обидва боки від осі корпусу порожнини для встановлення в них рухомих повзунів, який відрізняється тим, що в боковинах виконані вирізи, в яких, наприклад, верхня точка контуру знаходиться вище лінії центрів отворів для кріплення роликових опор, але нижче або на рівні верхньої відмітки порожнини, а нижня точка...
Рама для візка конвеєрної машини
Номер патенту: 3422
Опубліковано: 15.11.2004
Автори: Аніщенко Олександр Сергійович, Подольський Іван Григорійович, Дюбін Валерій Юрійович, Мінько Ігор Володимирович, АГАРКОВ Віктор Якович, Беспалов Олександр Павлович
МПК: F27B 21/06
Мітки: рама, конвеєрної, візка, машини
Формула / Реферат:
1. Рама для візка конвеєрної машини, що містить боковини, підколосникові балки, розміщені між боковинами, і ребра жорсткості, розташовані між підколосниковими балками, яка відрізняється тим, що підколосникові балки з'єднані з боковинами і ребрами жорсткості зварними швами.2. Рама за п. 1, яка відрізняється тим, що принаймні одна підколосникова балка складена з верхньої полиці і нижньої опорної стінки, які з'єднані між собою принаймні...
Рама візка конвеєрної машини
Номер патенту: 3354
Опубліковано: 15.11.2004
Автори: Яроцький Віталій Григорович, Дюбін Валерій Юрійович, Серенко Олександр Микитович, АГАРКОВ Віктор Якович, Мінько Ігор Володимирович, Іванов Михайло Пилипович, Беспалов Олександр Павлович, Аніщенко Олександр Сергійович
МПК: F27B 21/06
Мітки: візка, машини, конвеєрної, рама
Формула / Реферат:
1. Рама візка конвеєрної машини, що містить з'єднані між собою боковини і поздовжні балки, складені принаймні з одного верхнього і одного нижнього елементів, яка відрізняється тим, що принаймні в одній балці між елементами виконаний проміжок.2. Рама за п. 1, яка відрізняється тим, що елементи з'єднані між собою зварними швами.3. Рама за п. 1, яка відрізняється тим, що проміжок виконаний між нижнім вертикальним і верхнім...
Візок конвеєрної машини
Номер патенту: 54227
Опубліковано: 17.01.2005
Автори: Яроцький Віталій Григорович, Мінько Ігор Володимирович, Яроцька Юлія Віталіївна
МПК: F27B 21/06
Мітки: конвеєрної, візок, машини
Формула / Реферат:
Візок конвеєрної машини, що включає корпус, виконаний із елементів, вузли пересування, що містять встановлені на осях, зв'язаних з корпусом, ходові ролики, якими візок спирається на рейки, який відрізняється тим, що корпус візка виконаний з цапфовими вузлами, розташованими по обидва боки від осі візка, а цапфовий вузол кожного боку візка містить опорну стінку із закріпленими в ній осями, які додатково жорстко зв'язані з елементами...
Попередній патент: Спосіб переробки мінералізованої води
Наступний патент: Пиловловлювач
Випадковий патент: Спосіб одержання n, n'- біс- (5- бензамідо-1-антрахіноніл) - ізофталаміду