Спосіб зміцнення гільз циліндрів
Номер патенту: 53647
Опубліковано: 11.10.2010
Автори: Марченко Михайло Валентинович, Сідашенко Олександр Іванович, Дощечкіна Ірина Василівна, Поздняков Микола Григорович, Мощенок Василь Іванович, Скобло Тамара Семенівна
Формула / Реферат
Спосіб зміцнення гільз циліндрів, що виконується після механічної обробки зовнішнього профілю виробу і включає об'ємний нагрів до 500-600 °С, попередній підігрів його робочої поверхні внутрішнім індуктором до температури структурного перетворення – АС1-(10-30) °С, високочастотне поверхневе загартовування робочої поверхні і подальший відпуск виробу, який відрізняється тим, що попередній підігрів робочої поверхні здійснюють без об'ємного нагрівання і виконують до температури 130-220 °С за рахунок теплопередачі від зовнішньої стінки виробу, яку нагрівають зовнішнім індуктором, а загартовування проводять за допомогою внутрішнього індуктора, який переміщується відносно поздовжньої осі виробу із запізненням щодо зовнішнього індуктора, з одночасним спреєрним охолодженням робочої поверхні, причому загартовування проводиться перед механічною обробкою, яка формує зовнішній профіль виробу.
Текст
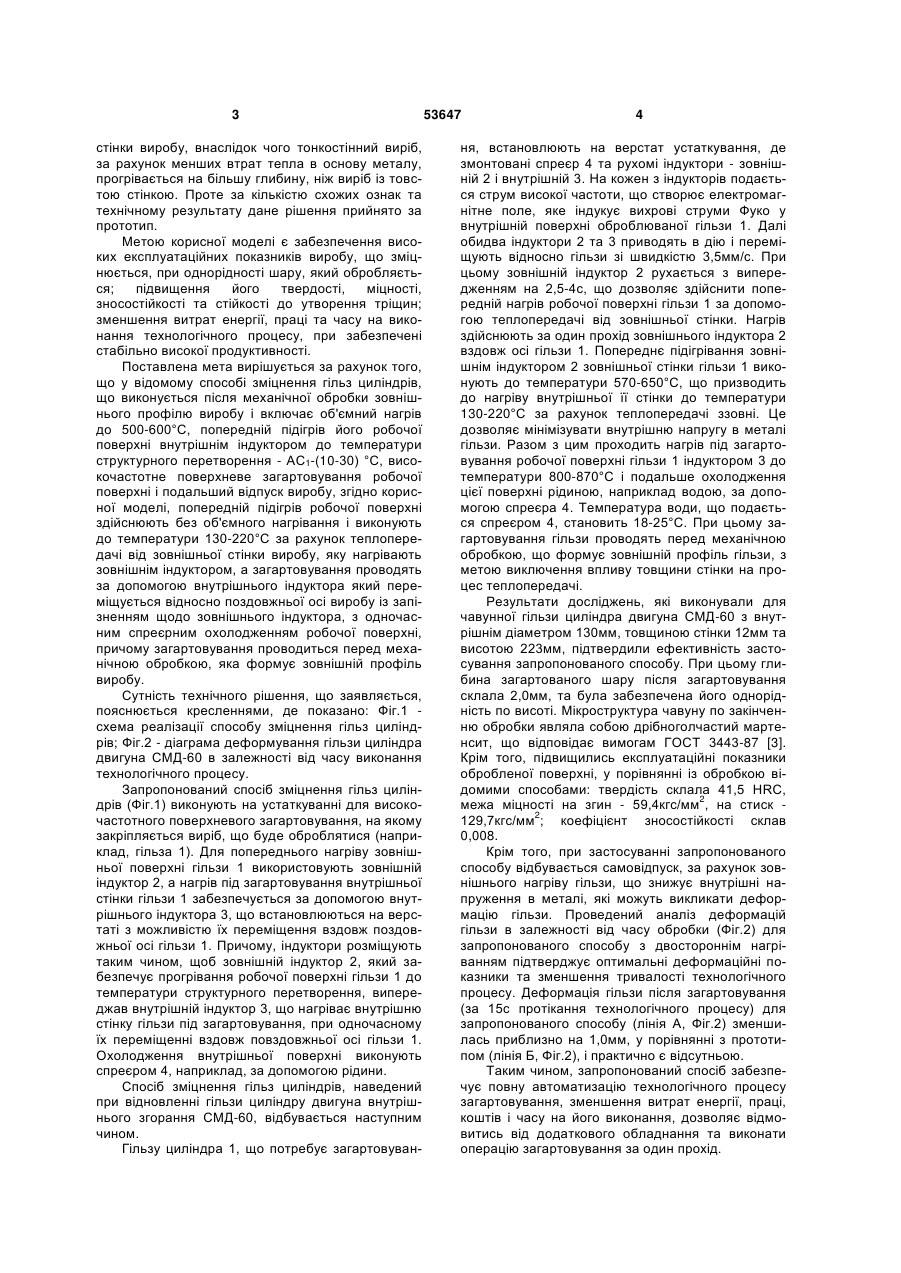
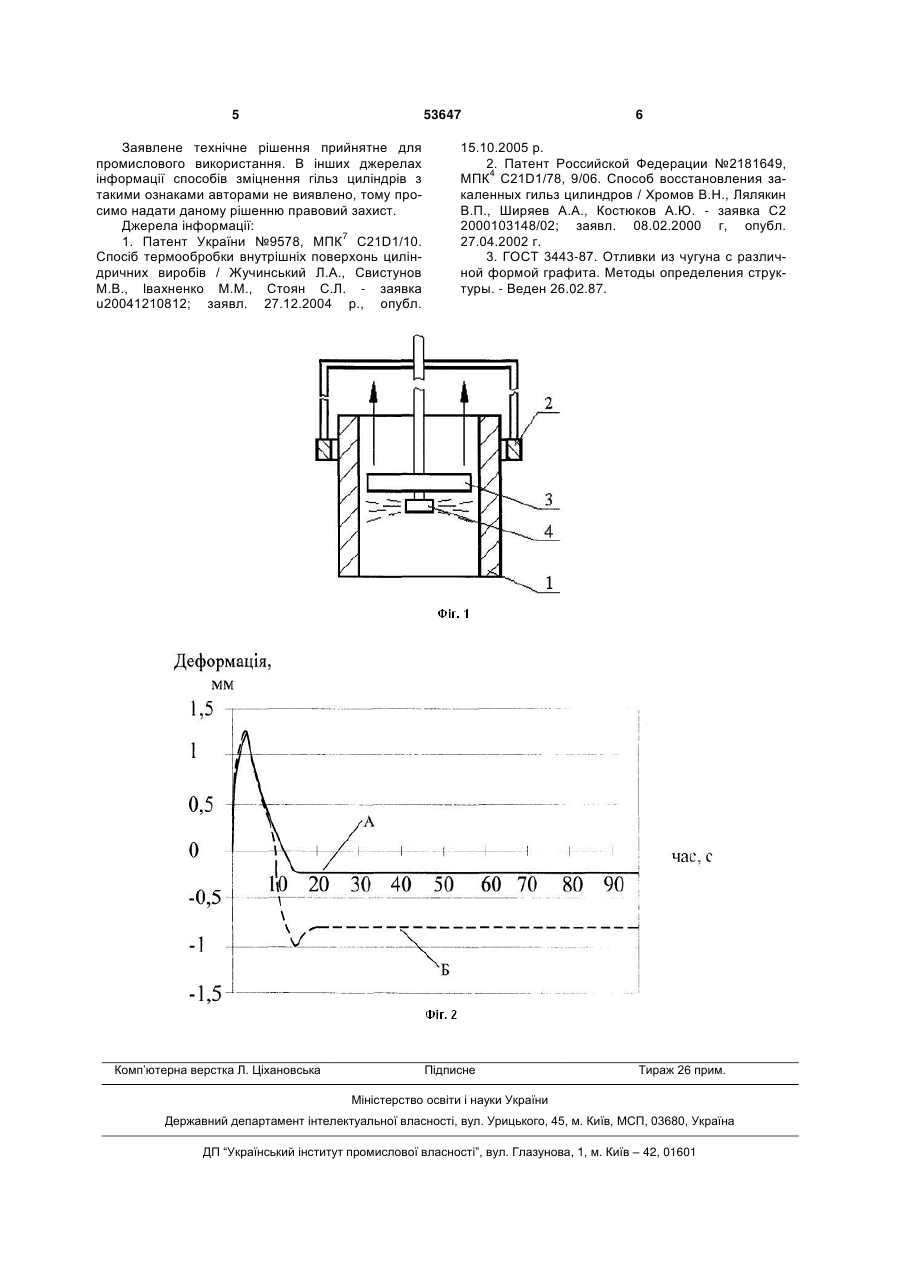
Спосіб зміцнення гільз циліндрів, що виконується після механічної обробки зовнішнього профілю виробу і включає об'ємний нагрів до 500600 °С, попередній підігрів його робочої поверхні 3 стінки виробу, внаслідок чого тонкостінний виріб, за рахунок менших втрат тепла в основу металу, прогрівається на більшу глибину, ніж виріб із товстою стінкою. Проте за кількістю схожих ознак та технічному результату дане рішення прийнято за прототип. Метою корисної моделі є забезпечення високих експлуатаційних показників виробу, що зміцнюється, при однорідності шару, який обробляється; підвищення його твердості, міцності, зносостійкості та стійкості до утворення тріщин; зменшення витрат енергії, праці та часу на виконання технологічного процесу, при забезпечені стабільно високої продуктивності. Поставлена мета вирішується за рахунок того, що у відомому способі зміцнення гільз циліндрів, що виконується після механічної обробки зовнішнього профілю виробу і включає об'ємний нагрів до 500-600°С, попередній підігрів його робочої поверхні внутрішнім індуктором до температури структурного перетворення - АС1-(10-30) °С, високочастотне поверхневе загартовування робочої поверхні і подальший відпуск виробу, згідно корисної моделі, попередній підігрів робочої поверхні здійснюють без об'ємного нагрівання і виконують до температури 130-220°С за рахунок теплопередачі від зовнішньої стінки виробу, яку нагрівають зовнішнім індуктором, а загартовування проводять за допомогою внутрішнього індуктора який переміщується відносно поздовжньої осі виробу із запізненням щодо зовнішнього індуктора, з одночасним спреєрним охолодженням робочої поверхні, причому загартовування проводиться перед механічною обробкою, яка формує зовнішній профіль виробу. Сутність технічного рішення, що заявляється, пояснюється кресленнями, де показано: Фіг.1 схема реалізації способу зміцнення гільз циліндрів; Фіг.2 - діаграма деформування гільзи циліндра двигуна СМД-60 в залежності від часу виконання технологічного процесу. Запропонований спосіб зміцнення гільз циліндрів (Фіг.1) виконують на устаткуванні для високочастотного поверхневого загартовування, на якому закріпляється виріб, що буде оброблятися (наприклад, гільза 1). Для попереднього нагріву зовнішньої поверхні гільзи 1 використовують зовнішній індуктор 2, а нагрів під загартовування внутрішньої стінки гільзи 1 забезпечується за допомогою внутрішнього індуктора 3, що встановлюються на верстаті з можливістю їх переміщення вздовж поздовжньої осі гільзи 1. Причому, індуктори розміщують таким чином, щоб зовнішній індуктор 2, який забезпечує прогрівання робочої поверхні гільзи 1 до температури структурного перетворення, випереджав внутрішній індуктор 3, що нагріває внутрішню стінку гільзи під загартовування, при одночасному їх переміщенні вздовж повздовжньої осі гільзи 1. Охолодження внутрішньої поверхні виконують спреєром 4, наприклад, за допомогою рідини. Спосіб зміцнення гільз циліндрів, наведений при відновленні гільзи циліндру двигуна внутрішнього згорання СМД-60, відбувається наступним чином. Гільзу циліндра 1, що потребує загартовуван 53647 4 ня, встановлюють на верстат устаткування, де змонтовані спреєр 4 та рухомі індуктори - зовнішній 2 і внутрішній 3. На кожен з індукторів подається струм високої частоти, що створює електромагнітне поле, яке індукує вихрові струми Фуко у внутрішній поверхні оброблюваної гільзи 1. Далі обидва індуктори 2 та 3 приводять в дію і переміщують відносно гільзи зі швидкістю 3,5мм/с. При цьому зовнішній індуктор 2 рухається з випередженням на 2,5-4с, що дозволяє здійснити попередній нагрів робочої поверхні гільзи 1 за допомогою теплопередачі від зовнішньої стінки. Нагрів здійснюють за один прохід зовнішнього індуктора 2 вздовж осі гільзи 1. Попереднє підігрівання зовнішнім індуктором 2 зовнішньої стінки гільзи 1 виконують до температури 570-650°С, що призводить до нагріву внутрішньої її стінки до температури 130-220°С за рахунок теплопередачі ззовні. Це дозволяє мінімізувати внутрішню напругу в металі гільзи. Разом з цим проходить нагрів під загартовування робочої поверхні гільзи 1 індуктором 3 до температури 800-870°С і подальше охолодження цієї поверхні рідиною, наприклад водою, за допомогою спреєра 4. Температура води, що подається спреєром 4, становить 18-25°С. При цьому загартовування гільзи проводять перед механічною обробкою, що формує зовнішній профіль гільзи, з метою виключення впливу товщини стінки на процес теплопередачі. Результати досліджень, яківиконували для чавунної гільзи циліндра двигуна СМД-60 з внутрішнім діаметром 130мм, товщиною стінки 12мм та висотою 223мм, підтвердили ефективність застосування запропонованого способу. При цьому глибина загартованого шару після загартовування склала 2,0мм, та була забезпечена його однорідність по висоті. Мікроструктура чавуну по закінченню обробки являла собою дрібноголчастий мартенсит, що відповідає вимогам ГОСТ 3443-87 [3]. Крім того, підвищились експлуатаційні показники обробленої поверхні, у порівнянні із обробкою відомими способами: твердість склала 41,5 HRC, межа міцності на згин - 59,4кгс/мм2, на стиск 129,7кгс/мм2; коефіцієнт зносостійкості склав 0,008. Крім того, при застосуванні запропонованого способу відбувається самовідпуск, за рахунок зовнішнього нагріву гільзи, що знижує внутрішні напруження в металі, які можуть викликати деформацію гільзи. Проведений аналіз деформацій гільзи в залежності від часу обробки (Фіг.2) для запропонованого способу з двостороннім нагріванням підтверджує оптимальні деформаційні показники та зменшення тривалості технологічного процесу. Деформація гільзи після загартовування (за 15с протікання технологічного процесу) для запропонованого способу (лінія А, Фіг.2) зменшилась приблизно на 1,0мм, у порівнянні з прототипом (лінія Б, Фіг.2), і практично є відсутньою. Таким чином, запропонований спосіб забезпечує повну автоматизацію технологічного процесу загартовування, зменшення витрат енергії, праці, коштів і часу на його виконання, дозволяє відмовитись від додаткового обладнання та виконати операцію загартовування за один прохід. 5 53647 Заявлене технічне рішення прийнятне для промислового використання. В інших джерелах інформації способів зміцнення гільз циліндрів з такими ознаками авторами не виявлено, тому просимо надати даному рішенню правовий захист. Джерела інформації: 1. Патент України №9578, МПК7 С21D1/10. Спосіб термообробки внутрішніх поверхонь циліндричних виробів / Жучинський Л.А., Свистунов М.В., Івахненко М.М., Стоян С.Л. - заявка u20041210812; заявл. 27.12.2004 p., опубл. Комп’ютерна верстка Л. Ціхановська 6 15.10.2005 р. 2. Патент Российской Федерации №2181649, МПК4 C21D1/78, 9/06. Способ восстановления закаленных гильз цилиндров / Хромов В.Н., Лялякин В.П., Ширяев А.А., Костюков А.Ю. - заявка С2 2000103148/02; заявл. 08.02.2000 г, опубл. 27.04.2002 г. 3. ГОСТ 3443-87. Отливки из чугуна с различной формой графита. Методы определения структуры. - Веден 26.02.87. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strengthening cylinder liners
Автори англійськоюSkoblo Tamara Semenivna, Sidashenko Oleksandr Ivanovych, Pozdniakov Mykola Hryhorovych, Marchenko Mykhailo Valentynovych, Moschenok Vasyl Ivanovych, Doschechkina Iryna Vasylivna
Назва патенту російськоюСпособ укрепления гильз цилиндров
Автори російськоюСкобло Тамара Семеновна, Сидашенко Александр Иванович, Поздняков Николай Григорьевич, Марченко Михаил Валентинович, Мощенок Василий Иванович, Дощечкина Ирина Васильевна
МПК / Мітки
МПК: C21D 1/06
Мітки: зміцнення, гільз, циліндрів, спосіб
Код посилання
<a href="https://ua.patents.su/3-53647-sposib-zmicnennya-gilz-cilindriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення гільз циліндрів</a>
Спосіб зміцнення внутрішніх поверхонь гільз циліндрів

Номер патенту: 37254
Опубліковано: 25.11.2008
Автори: Сиволапов Олександр Володимирович, Сиволапов Володимир Анатолійович, Карабиньош Сергій Степанович
МПК: B23P 6/00
Мітки: зміцнення, внутрішніх, спосіб, поверхонь, циліндрів, гільз
Формула / Реферат:
Спосіб зміцнення внутрішніх робочих поверхонь гільз циліндрів, що включає відновлення внутрішньої поверхні гільзи циліндра встановленням додаткового порожнистого циліндра з внутрішнім діаметром, що відповідає номінальному розміру, який відрізняється тим, що внутрішню поверхню гільзи фосфатують протягом 30-40 хвилин в проточному розчині активної рідини, підігрітої до Т=80-90 °С .
Спосіб відновлення працездатності гільз циліндрів двигунів внутрішнього згорання
Номер патенту: 20919
Опубліковано: 15.02.2007
Автори: Сиволапов Олександр Володимирович, Новицький Андрій Валентинович, Карабиньош Сергій Степанович, Ружило Зіновій Володимирович
МПК: B23P 6/00
Мітки: внутрішнього, спосіб, відновлення, двигунів, циліндрів, згорання, працездатності, гільз
Формула / Реферат:
Спосіб відновлення працездатності гільз циліндрів двигунів внутрішнього згорання, що включає наплавлення внутрішньої і зовнішньої поверхні деталі, який відрізняється тим, що зовнішню поверхню деталі на ділянці буртів наплавляють по кільцю, а на інших ділянках деталі - по гвинтовій лінії з перекриттям валиків 40-45% в газополуменевому захисті електродним дротом суцільного перерізу.
Пристрій для вимірювання зносу гільз циліндрів
Номер патенту: 14950
Опубліковано: 15.06.2006
Автори: Дудчак Віталій Петрович, Кузьменко Анатолій Григорович
МПК: G01B 3/22
Мітки: гільз, вимірювання, циліндрів, пристрій, зносу
Формула / Реферат:
1. Пристрій для вимірювання зносу гільз циліндрів, який включає індикаторний нутромір, який відрізняється тим, що додатково містить тригранну перевірочну лінійку і затискачі.2. Пристрій для вимірювання зносу гільз циліндрів за п. 1, який відрізняється тим, що на регулюючому стержні індикаторного нутроміра виконано паз по радіусу під кутом 60° на глибину 1,0-1,5 мм.
Спосіб усунення зносу нижнього бурта гільз циліндрів двигунів внутрішнього згорання
Номер патенту: 45110
Опубліковано: 26.10.2009
Автори: Войтенко Роман Олексійович, Карабиньош Сергій Степанович
МПК: B23P 6/00
Мітки: згорання, усунення, спосіб, циліндрів, гільз, зносу, нижнього, двигунів, внутрішнього, бурта
Формула / Реферат:
Спосіб усунення зносу нижнього бурта гільз циліндрів двигунів внутрішнього згорання, що включає приварювання до зношеної поверхні нижнього бурта електроконтактним способом в одноімпульсному режимі стальної стрічки, який відрізняється тим, що на підготовлену опорну поверхню нижнього бурта гільзи наносять роздільно клей і металевий порошок, а утворену суміш приварюють електроконтактним способом в двоімпульсному режимі та зменшеною величиною...
Спосіб механохімічної обробки гільз циліндрів двигунів внутрішнього згорання
Номер патенту: 52288
Опубліковано: 16.12.2002
Автори: Григор'єв Ігор Володимирович, Дмитрієва Тетяна Володимирівна, Кримовська Світлана Костянтинівна, Невмержицька Галина Федорівна
МПК: B21D 26/02, B24B 1/00
Мітки: внутрішнього, гільз, спосіб, обробки, циліндрів, механохімічної, згорання, двигунів
Формула / Реферат:
Спосіб механохімічної обробки поверхні гільз циліндрів двигунів внутрішнього згорання, шляхом попереднього хонінгування і знежирювання з наступним натиранням поверхні під тиском антифрикційними брусками з одночасною подачею активуючої рідини на водній основі, яка містить рідке скло, діамід тіовугільної кислоти, калій роданістий і цільову добавку, який відрізняється тим, що послідовно проводять модифікацію і створення покриття поверхні з...
Попередній патент: Спосіб корекції нервово-психічних розладів у вагітних при сідничному передлежанні плоду
Наступний патент: Пристрій для ультразвукової деструкції
Випадковий патент: Різальний інструмент з покриттям