Спосіб безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів
Номер патенту: 54457
Опубліковано: 10.11.2010
Автори: Бредихін Віктор Миколайович, Кушнерова Катерина Юріївна, Маняк Микола Олександрович, Горбатенко Володимир Петрович
Формула / Реферат
Спосіб безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів, що включає періодичне витягування заготівки з кристалізатора, охолодження заготівки в зоні вторинного охолодження, різання її на мірні відрізки, який відрізняється тим, що порожнисту заготівку витягають із кристалізатора під кутом ![]() до горизонту у ванну з водою і здійснюють різання заготівки у воді, причому кут
до горизонту у ванну з водою і здійснюють різання заготівки у воді, причому кут ![]() визначають за формулою
визначають за формулою
![]() ,
,
де ![]() - зовнішній діаметр порожнистої заготівки;
- зовнішній діаметр порожнистої заготівки;
![]() - товщина стінки порожнистої заготівки;
- товщина стінки порожнистої заготівки;
![]() - конструктивний параметр установки безперервного лиття, що дорівнює відстані від виходу порожнистої заготівки з водоохолоджуваної оболонки кристалізатора до точки різання.
- конструктивний параметр установки безперервного лиття, що дорівнює відстані від виходу порожнистої заготівки з водоохолоджуваної оболонки кристалізатора до точки різання.
Текст
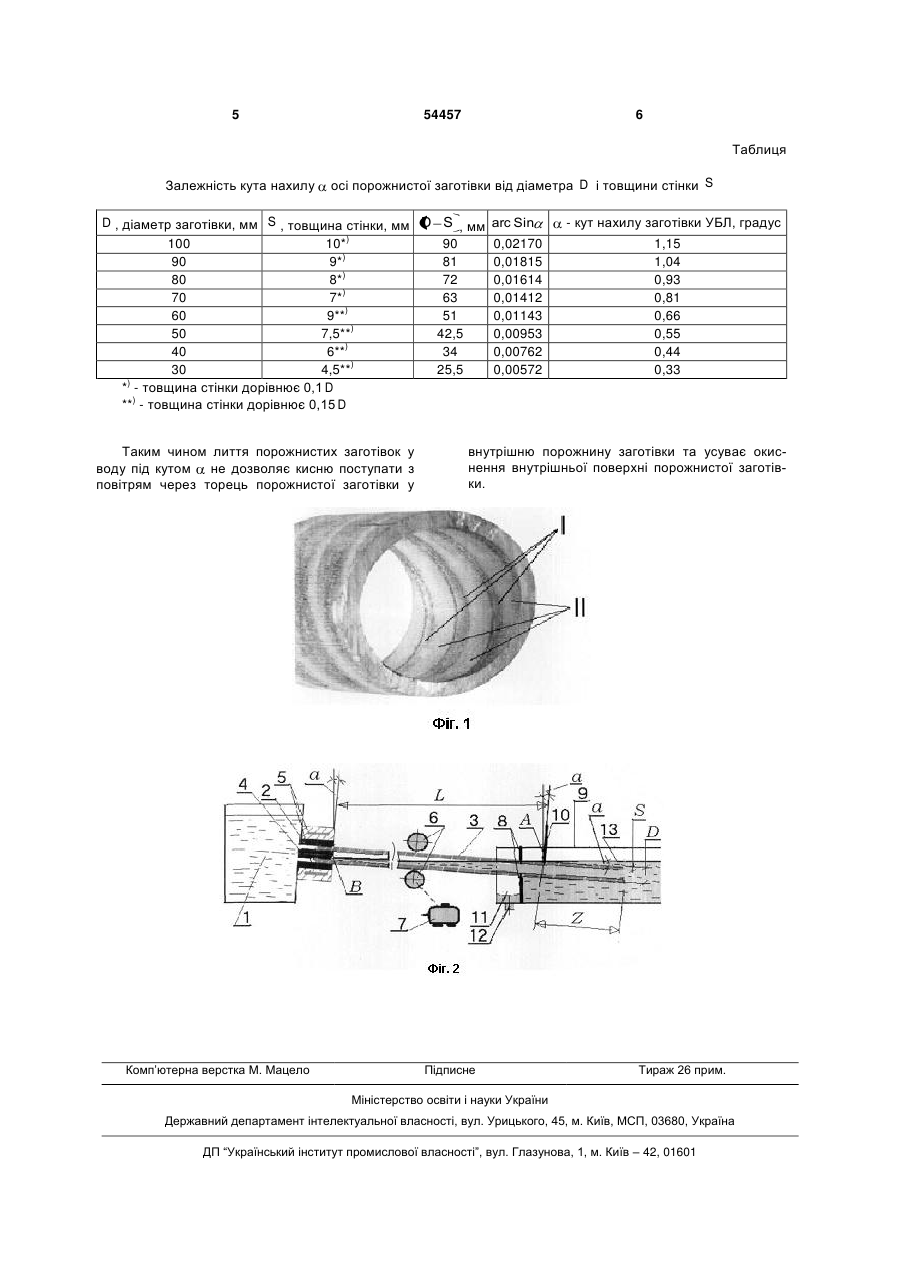
Спосіб безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів, що включає періодичне витягування заготівки з крис 3 54457 4 Відомий спосіб електрогідравлічного очищен- охолодження заготівки в зоні вторинного ня виливків трубчастої форми (Авт. св. СРСР № охолодження, 1432899, Спосіб електрогідравлічного очищення - різання її на мірні відрізки. виливків, переважно трубчастої форми, МПК Ознаки, якими спосіб безперервного лиття поВ22D29/00, заявл. 21.10.86, заявка № 4175123/31рожнистих заготівок з кольорових металів та їхніх 02). Спосіб полягає в тім, що виливки, переважно сплавів відрізняється від прототипу: трубчастої форми, укладають під кутом до обрію, - порожнисту заготівку витягають із кристалізазанурюють у рідину і впливають на них електрогідтора під кутом до обрію у ванну з водою, равлічними розрядами від електрода. У процесі - здійснюють різання заготівки у воді, обробки електрод переміщають упоперек виливків кут визначають по формулі рівнобіжними проходами. sin D S / L , де D - зовнішній діаметр порожНедоліками цього способу є складність конснистої заготівки, S - товщина стінки порожнистої трукції та застосування електрогідравлічних роззаготівки, L - конструктивний параметр установки рядів. безперервного лиття, що дорівнює відстані від Відомий також спосіб виробництва порожнисвиходу порожнистої заготівки з водоохолоджуваної тих заготівок з неокисненою внутрішньою поверхоболонки кристалізатора до точки різа. нею (Пат. РФ № 2009003, Спосіб виробництва Спосіб здійснюється таким чином. порожистих заготівок з неокисненою внутрішньою Рідкий метал 1 з печі (фіг. 2) надходить у заповерхнею, МПК В22D11/00, заявл.24.03.92р., зор між графітовим формоутворювачем 2 зовнішнадр. 15.03.94р., заявник - Асоціація науковоньої поверхні порожнистої заготівки 3 і дорном 4 технічного співробітництва в галузі перспективних формоутворювачем внутрішньої поверхні порожмашинобудівних технологій і техніки), що включає нистої заготівки 3. Затвердіння рідкого металу відбезперервний виливок порожнистої заготівки при її бувається за рахунок відводу тепла мідною водооперіодичному витягуванні з кристалізатора, охохолоджуваною оболонкою 5, а сформована лодження заготівки в зоні вторинного охолодженпорожниста заготівка 3 витягається роликами тягня. Після витягування заготівки з кристалізатора нучої кліті 6, привід 7 якої працює в стопнаприкінці зони вторинного охолодження її віджистартовому режимі. мають по діаметру до закриття порожнини і відріДля захисту внутрішньої поверхні порожнистої зають вище пережиму. заготівки 3 від окислювання вона витягається чеНедоліками цього способу є використання терез діафрагму 8 у ванну 9 з водою, а при досягхнічно складної додаткової переробки - перетискуненні заданої довжини Z відрізається пилкою 10 і вання порожнистої заготівки, зниження на 10-15 % віддаляється з ванни 9. Вода, що протікає з ванни виходу придатного після відрізання ділянки пере9 через наявні нещільності між діафрагмою 8 і тиску, а при виробництві ливарних сплавів практизаготівкою 3 скидається у відділення 11 ванни 9 і чно неможливо проведення операції їх деформачерез патрубок 12 віддаляється в систему водооції. берту. Цей спосіб, як найбільш близький по технічній Для захисту внутрішньої поверхні порожнистої сутності й ефекту, що досягається, прийнятий як заготівки 3 від кисню повітря рівень 13 води у ванпрототип. ні 9 повинний підтримуватися таким, щоб порожВ основу корисної моделі поставлена задача ниста заготівка 3 витягалася з печі під кутом таусунути утворення окиснених ділянок на внутрішким чином, щоб у точці А різу пилкою 10 заготівки ньої поверхні порожнистих заготівок з кольорових 3 рівень 13 води збігався з зовнішньою поверхнею металів та їхніх сплавів при безперервному литті. заготівки 3, а в точці В виходу внутрішньої поверхПоставлена задача вирішується завдяки тому, ні порожнистої заготівки 3 з мідної водоохолоджущо в способі безперервного лиття порожнистих ваної оболонки 5 вода не входила в зону формоузаготівок з кольорових металів та їхніх сплавів, творювача 2. Ця умова виконується, коли який включає періодичне витягування заготівки з Sin D S / L , де D - зовнішній діаметр порожкристалізатора, охолодження заготівки в зоні втонистої заготівки, що відливається, S - товщина ринного охолодження, різання її на мірні відрізки, стінки порожнистої заготівки, L - конструктивний порожнисту заготівку витягають із кристалізатора параметр установки безперервного лиття, що допід кутом до обрію у ванну з водою і здійснюють рівнює відстані від виходу порожнистої заготівки з різання заготівки у воді, причому кут визначають мідної водоохолоджуваної оболонки (точка В) до по формулі sin D S / L , де D - зовнішній діаточки різа (точка А). Для кожної установки безпеметр порожнистої заготівки, S - товщина стінки рервного лиття конструктивний параметр є постійпорожнистої заготівки, L - конструктивний параним параметром та визначається необхідністю метр установки безперервного лиття, що дорівнює розміщення механізму витягання заготівки між відстані від виходу порожнистої заготівки з водоокристалізатором та точкою відрізання заготівки. холоджуваної оболонки кристалізатора до точки Наприклад для конструкції УБЛ, для якої різа. L=4462 мм, значення кута для різних значень D Ознаки способу прототипу, що збігаються з та S наведені у таблиці. суттєвими ознаками способу, який заявляється: - періодичне витягування заготівки з кристалізатора, 5 54457 6 Таблиця Залежність кута нахилу осі порожнистої заготівки від діаметра D і товщини стінки S D , діаметр заготівки, мм S , товщина стінки, мм D S , мм 100 10*) 90 90 9*) 81 80 8*) 72 70 7*) 63 60 9**) 51 50 7,5**) 42,5 40 6**) 34 30 4,5**) 25,5 *) - товщина стінки дорівнює 0,1 D **) - товщина стінки дорівнює 0,15 D Таким чином лиття порожнистих заготівок у воду під кутом не дозволяє кисню поступати з повітрям через торець порожнистої заготівки у Комп’ютерна верстка М. Мацело arc Sin 0,02170 0,01815 0,01614 0,01412 0,01143 0,00953 0,00762 0,00572 - кут нахилу заготівки УБЛ, градус 1,15 1,04 0,93 0,81 0,66 0,55 0,44 0,33 внутрішню порожнину заготівки та усуває окиснення внутрішньої поверхні порожнистої заготівки. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous casting of hollow billets of non-ferrous metals and alloys thereof
Автори англійськоюBredykhin Viktor Mykolaiovych, Kushnerova Kateryna Yuriivna, Horbatenko Volodymyr Petrovych, Maniak Mykola Oleksandrovych
Назва патенту російськоюСпособ непрерывного литья полых заготовок из цветных металлов и их сплавов
Автори російськоюБредихин Виктор Николаевич, Кушнерова Екатерина Юриевна, Горбатенко Владимир Петрович, Маняк Николай Александрович
МПК / Мітки
МПК: B22D 11/00
Мітки: заготівок, лиття, кольорових, сплавів, металів, порожнистих, їхніх, безперервного, спосіб
Код посилання
<a href="https://ua.patents.su/3-54457-sposib-bezperervnogo-littya-porozhnistikh-zagotivok-z-kolorovikh-metaliv-ta-khnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів</a>
Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів
Номер патенту: 54456
Опубліковано: 10.11.2010
Автори: Кушнерова Катерина Юріївна, Горбатенко Володимир Петрович, Бредихін Віктор Миколайович, Маняк Микола Олександрович
МПК: B22D 11/00
Мітки: металів, лиття, кольорових, сплавів, заготівок, пристрій, порожнистих, безперервного, їхніх
Формула / Реферат:
Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів, що містить водоохолоджуваний кристалізатор, дорн, встановлений коаксіально кристалізатору, механізм витягування заготівок, вузол різання на мірні відрізки, який відрізняється тим, що він додатково містить ванну з водою, встановлену за механізмом витягування заготівок, причому вузол різання на мірні відрізки розташований у ванні під рівнем води, а...
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів
Номер патенту: 16997
Опубліковано: 15.09.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: заготівок, безперервного, горизонтального, металів, сплавів, порожнистих, дорн, кольорових, лиття
Формула / Реферат:
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів, що містить посадочний бурт, в якому виконані отвори, формоутворюючу поверхню, на якій виконані зрізи, розташовані впродовж його осі, який відрізняється тим, що вершини зрізів виконані на боковій поверхні робочої поверхні дорна і розташовані по лінії між точками перетинання фронту твердіння та верхньої і нижньої твірних поверхні дорна, при цьому...
Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів
Номер патенту: 17031
Опубліковано: 15.09.2006
Автори: Хорошилов Олег Миколайович, Шатагін Олег Олександрович, Пономаренко Ольга Иванівна
МПК: B22D 11/04
Мітки: лиття, машина, кольорових, горизонтального, металів, безперервного, сплавів, заготівок
Формула / Реферат:
1. Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів, яка містить металоприймач, водоохолоджувальний кожух та графітову втулку кристалізатору; вузол, що витягує заготівку з кристалізатора; двигун, гальмо, муфту, яка відрізняється тим, що муфта, яка розташована між двигуном та валом ведучого валка, виконана з двох рухомих частин, одна з яких має штирі, а друга - радіальні пази, при цьому радіальні пази...
Дорн для безперервного лиття порожнистих заготівок з кольорових сплавів
Номер патенту: 12732
Опубліковано: 15.02.2006
Автори: Сизонова Світлана Григоровна, Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: порожнистих, сплавів, безперервного, заготівок, лиття, кольорових, дорн
Формула / Реферат:
Дорн для безперервного лиття порожнистих заготівок з мідних і кольорових сплавів, який містить посадочний бурт і формоутворювальну поверхню, який відрізняється тим, що на формоутворювальній поверхні дорна виконані зрізи, розташовані впродовж його осі, до того ж відношення довжини зрізу до його ширини знаходиться в інтервалі:1/В = 0,3-3,8,де 1 - довжина зрізу,В =
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: безперервного, заготовок, сплавів, пристрій, порожнистих, лиття, горизонтального, кольорових, металів
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Попередній патент: Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів
Наступний патент: Спосіб визначення однакового рівня концентрації аероіонів від джерел направленого випромінювання
Випадковий патент: Антифрикційний полімеркомпозиційний матеріал