Дорн для безперервного лиття порожнистих заготівок з кольорових сплавів
Номер патенту: 12732
Опубліковано: 15.02.2006
Автори: Сизонова Світлана Григоровна, Хорошилов Олег Миколайович
Формула / Реферат
Дорн для безперервного лиття порожнистих заготівок з мідних і кольорових сплавів, який містить посадочний бурт і формоутворювальну поверхню, який відрізняється тим, що на формоутворювальній поверхні дорна виконані зрізи, розташовані впродовж його осі, до того ж відношення довжини зрізу до його ширини знаходиться в інтервалі:
1/В = 0,3-3,8,
де 1 - довжина зрізу,
В = ![]() D /N - ширина зрізу на рівні торця дорна,
D /N - ширина зрізу на рівні торця дорна,
D - діаметр формоутворювальної поверхні дорна або внутрішньої поверхні заготівки,
N - кількість зрізів, (шт.).
2. Дорн для безперервного лиття порожнистих заготівок з мідних і кольорових сплавів, за п. 1, у якого відношення довжини зрізу до внутрішнього діаметра заготівки знаходиться у межах інтервалу:
1/D=0,25-10,
де 1 - довжина зрізу,
D - діаметр формоутворювальної поверхні дорна або внутрішньої поверхні заготівки.
Текст
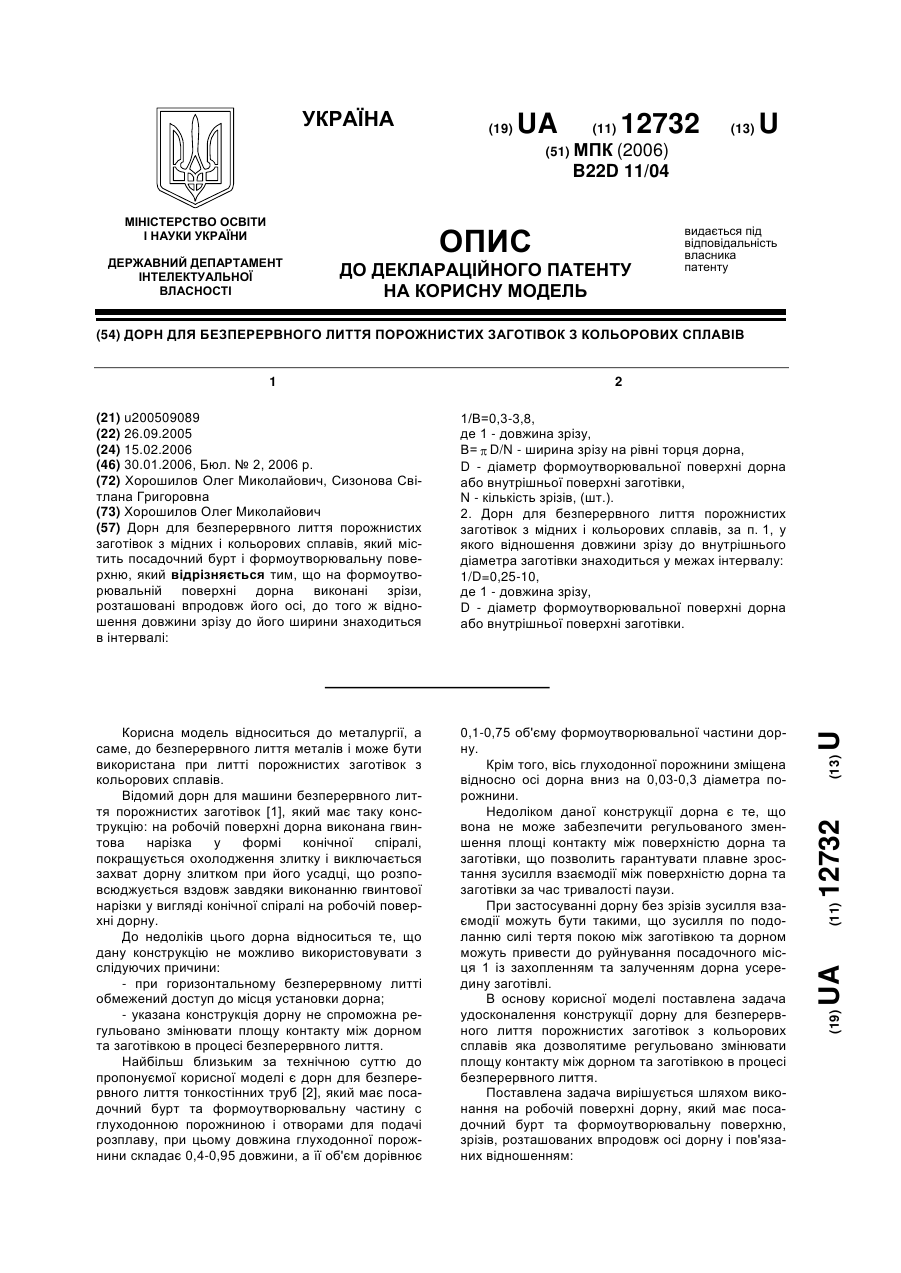
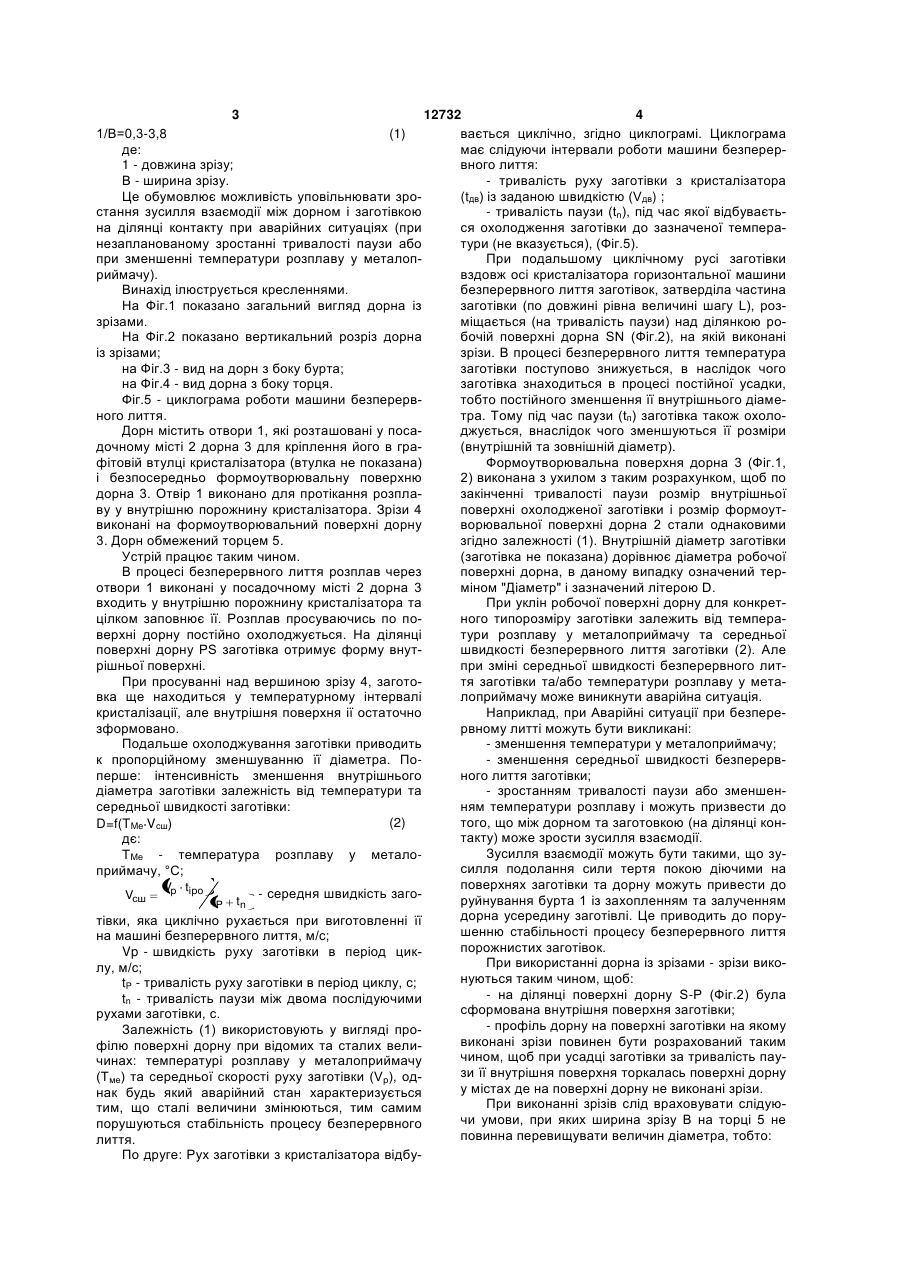
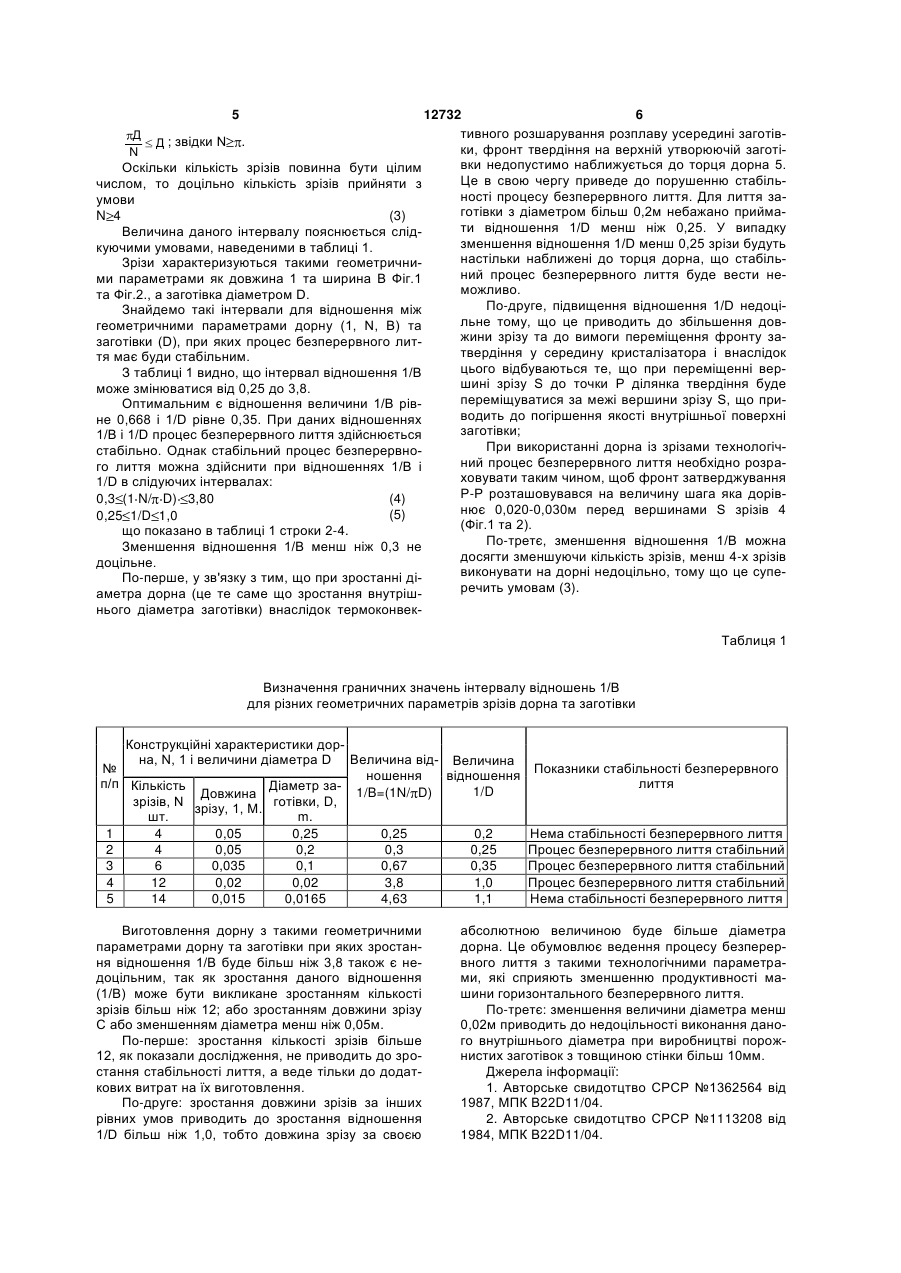
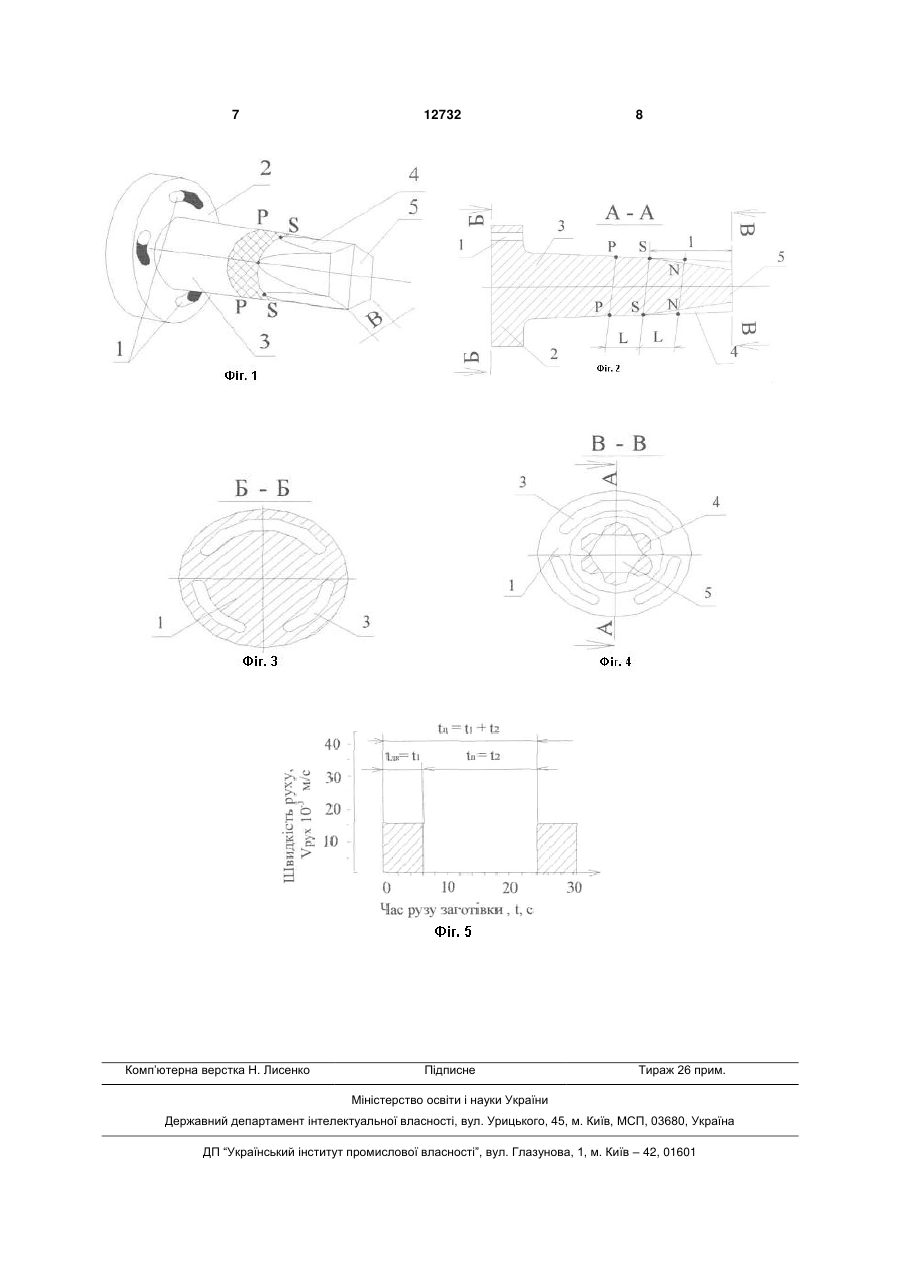
Дорн для безперервного лиття порожнистих заготівок з мідних і кольорових сплавів, який містить посадочний бурт і формоутворювальну поверхню, який відрізняється тим, що на формоутворювальній поверхні дорна виконані зрізи, розташовані впродовж його осі, до того ж відношення довжини зрізу до його ширини знаходиться в інтервалі: 3 12732 4 1/В=0,3-3,8 (1) вається циклічно, згідно циклограмі. Циклограма де: має слідуючи інтервали роботи машини безперер1 - довжина зрізу; вного лиття: В - ширина зрізу. - тривалість руху заготівки з кристалізатора Це обумовлює можливість уповільнювати зро(tдв) із заданою швидкістю (Vдв) ; стання зусилля взаємодії між дорном і заготівкою - тривалість паузи (tn), під час якої відбуваєтьна ділянці контакту при аварійних ситуаціях (при ся охолодження заготівки до зазначеної темперанезапланованому зростанні тривалості паузи або тури (не вказується), (Фіг.5). при зменшенні температури розплаву у металопПри подальшому циклічному русі заготівки риймачу). вздовж осі кристалізатора горизонтальної машини Винахід ілюструється кресленнями. безперервного лиття заготівок, затверділа частина На Фіг.1 показано загальний вигляд дорна із заготівки (по довжині рівна величині шагу L), роззрізами. міщається (на тривалість паузи) над ділянкою роНа Фіг.2 показано вертикальний розріз дорна бочій поверхні дорна SN (Фіг.2), на якій виконані із зрізами; зрізи. В процесі безперервного лиття температура на Фіг.3 - вид на дорн з боку бурта; заготівки поступово знижується, в наслідок чого на Фіг.4 - вид дорна з боку торця. заготівка знаходиться в процесі постійної усадки, Фіг.5 - циклограма роботи машини безперервтобто постійного зменшення її внутрішнього діаменого лиття. тра. Тому під час паузи (tп) заготівка також охолоДорн містить отвори 1, які розташовані у посаджується, внаслідок чого зменшуються її розміри дочному місті 2 дорна 3 для кріплення його в гра(внутрішній та зовнішній діаметр). фітовій втулці кристалізатора (втулка не показана) Формоутворювальна поверхня дорна 3 (Фіг.1, і безпосередньо формоутворювальну поверхню 2) виконана з ухилом з таким розрахунком, щоб по дорна 3. Отвір 1 виконано для протікання розплазакінченні тривалості паузи розмір внутрішньої ву у внутрішню порожнину кристалізатора. Зрізи 4 поверхні охолодженої заготівки і розмір формоутвиконані на формоутворювальний поверхні дорну ворювальної поверхні дорна 2 стали однаковими 3. Дорн обмежений торцем 5. згідно залежності (1). Внутрішній діаметр заготівки Устрій працює таким чином. (заготівка не показана) дорівнює діаметра робочої В процесі безперервного лиття розплав через поверхні дорна, в даному випадку означений теротвори 1 виконані у посадочному місті 2 дорна 3 міном "Діаметр" і зазначений літерою D. входить у внутрішню порожнину кристалізатора та При уклін робочої поверхні дорну для конкретцілком заповнює її. Розплав просуваючись по поного типорозміру заготівки залежить від темпераверхні дорну постійно охолоджується. На ділянці тури розплаву у металоприймачу та середньої поверхні дорну PS заготівка отримує форму внутшвидкості безперервного лиття заготівки (2). Але рішньої поверхні. при зміні середньої швидкості безперервного литПри просуванні над вершиною зрізу 4, загототя заготівки та/або температури розплаву у метавка ще находиться у температурному інтервалі лоприймачу може виникнути аварійна ситуація. кристалізації, але внутрішня поверхня ії остаточно Наприклад, при Аварійні ситуації при безперезформовано. рвному литті можуть бути викликані: Подальше охолоджування заготівки приводить - зменшення температури у металоприймачу; к пропорційному зменшуванню її діаметра. По- зменшення середньої швидкості безперервперше: інтенсивність зменшення внутрішнього ного лиття заготівки; діаметра заготівки залежність від температури та - зростанням тривалості паузи або зменшенсередньої швидкості заготівки: ням температури розплаву і можуть призвести до того, що між дорном та заготовкою (на ділянці кон(2) D=f(TMe Vсш) такту) може зрости зусилля взаємодії. дє: Зусилля взаємодії можуть бути такими, що зуТМе - температура розплаву у металосилля подолання сили тертя покою діючими на приймачу, °С; поверхнях заготівки та дорну можуть привести до Vp tipo - середня швидкість загоVсш руйнування бурта 1 із захопленням та залученням tP t n дорна усередину заготівлі. Це приводить до порутівки, яка циклічно рухається при виготовленні її шенню стабільності процесу безперервного лиття на машині безперервного лиття, м/с; порожнистих заготівок. Vp - швидкість руху заготівки в період цикПри використанні дорна із зрізами - зрізи виколу, м/с; нуються таким чином, щоб: tP - тривалість руху заготівки в період циклу, с; - на ділянці поверхні дорну S-P (Фіг.2) була tn - тривалість паузи між двома послідуючими сформована внутрішня поверхня заготівки; рухами заготівки, с. - профіль дорну на поверхні заготівки на якому Залежність (1) використовують у вигляді провиконані зрізи повинен бути розрахований таким філю поверхні дорну при відомих та сталих величином, щоб при усадці заготівки за тривалість паучинах: температурі розплаву у металоприймачу зи її внутрішня поверхня торкалась поверхні дорну (Тме) та середньої скорості руху заготівки (Vp), оду містах де на поверхні дорну не виконані зрізи. нак будь який аварійний стан характеризується При виконанні зрізів слід враховувати слідуютим, що сталі величини змінюються, тим самим чи умови, при яких ширина зрізу В на торці 5 не порушуються стабільність процесу безперервного повинна перевищувати величин діаметра, тобто: лиття. По друге: Рух заготівки з кристалізатора відбу 5 12732 6 тивного розшарування розплаву усередині заготівД Д ; звідки N . ки, фронт твердіння на верхній утворюючій заготіN вки недопустимо наближується до торця дорна 5. Оскільки кількість зрізів повинна бути цілим Це в свою чергу приведе до порушенню стабільчислом, то доцільно кількість зрізів прийняти з ності процесу безперервного лиття. Для лиття заумови готівки з діаметром більш 0,2м небажано прийма(3) N 4 ти відношення 1/D менш ніж 0,25. У випадку Величина даного інтервалу пояснюється слідзменшення відношення 1/D менш 0,25 зрізи будуть куючими умовами, наведеними в таблиці 1. настільки наближені до торця дорна, що стабільЗрізи характеризуються такими геометричниний процес безперервного лиття буде вести неми параметрами як довжина 1 та ширина В Фіг.1 можливо. та Фіг.2., а заготівка діаметром D. По-друге, підвищення відношення 1/D недоціЗнайдемо такі інтервали для відношення між льне тому, що це приводить до збільшення довгеометричними параметрами дорну (1, N, В) та жини зрізу та до вимоги переміщення фронту зазаготівки (D), при яких процес безперервного литтвердіння у середину кристалізатора і внаслідок тя має буди стабільним. цього відбуваються те, що при переміщенні верЗ таблиці 1 видно, що інтервал відношення 1/В шині зрізу S до точки Р ділянка твердіння буде може змінюватися від 0,25 до 3,8. переміщуватися за межі вершини зрізу S, що приОптимальним є відношення величини 1/В рівводить до погіршення якості внутрішньої поверхні не 0,668 і 1/D рівне 0,35. При даних відношеннях заготівки; 1/В і 1/D процес безперервного лиття здійснюється При використанні дорна із зрізами технологічстабільно. Однак стабільний процес безперервноний процес безперервного лиття необхідно розраго лиття можна здійснити при відношеннях 1/В і ховувати таким чином, щоб фронт затверджування 1/D в слідуючих інтервалах: Р-Р розташовувався на величину шага яка дорів(4) 0,3 (1 N/ D) 3,80 нює 0,020-0,030м перед вершинами S зрізів 4 (5) 0,25 1/D 1,0 (Фіг.1 та 2). що показано в таблиці 1 строки 2-4. По-третє, зменшення відношення 1/В можна Зменшення відношення 1/В менш ніж 0,3 не досягти зменшуючи кількість зрізів, менш 4-х зрізів доцільне. виконувати на дорні недоцільно, тому що це супеПо-перше, у зв'язку з тим, що при зростанні діречить умовам (3). аметра дорна (це те саме що зростання внутрішнього діаметра заготівки) внаслідок термоконвекТаблиця 1 Визначення граничних значень інтервалу відношень 1/В для різних геометричних параметрів зрізів дорна та заготівки № п/п 1 2 3 4 5 Конструкційні характеристики дорна, N, 1 і величини діаметра D Величина від- Величина Показники стабільності безперервного ношення відношення лиття Кількість Діаметр за- 1/B=(1N/ D) 1/D Довжина зрізів, N готівки, D, зрізу, 1, М. шт. m. 4 0,05 0,25 0,25 0,2 Нема стабільності безперервного лиття 4 0,05 0,2 0,3 0,25 Процес безперервного лиття стабільний 6 0,035 0,1 0,67 0,35 Процес безперервного лиття стабільний 12 0,02 0,02 3,8 1,0 Процес безперервного лиття стабільний 14 0,015 0,0165 4,63 1,1 Нема стабільності безперервного лиття Виготовлення дорну з такими геометричними параметрами дорну та заготівки при яких зростання відношення 1/В буде більш ніж 3,8 також є недоцільним, так як зростання даного відношення (1/В) може бути викликане зростанням кількості зрізів більш ніж 12; або зростанням довжини зрізу С або зменшенням діаметра менш ніж 0,05м. По-перше: зростання кількості зрізів більше 12, як показали дослідження, не приводить до зростання стабільності лиття, а веде тільки до додаткових витрат на їх виготовлення. По-друге: зростання довжини зрізів за інших рівних умов приводить до зростання відношення 1/D більш ніж 1,0, тобто довжина зрізу за своєю абсолютною величиною буде більше діаметра дорна. Це обумовлює ведення процесу безперервного лиття з такими технологічними параметрами, які сприяють зменшенню продуктивності машини горизонтального безперервного лиття. По-третє: зменшення величини діаметра менш 0,02м приводить до недоцільності виконання даного внутрішнього діаметра при виробництві порожнистих заготівок з товщиною стінки більш 10мм. Джерела інформації: 1. Авторське свидотцтво СРСР №1362564 від 1987, МПК В22D11/04. 2. Авторське свидотцтво СРСР №1113208 від 1984, МПК В22D11/04. 7 Комп’ютерна верстка Н. Лисенко 12732 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for continuous casting of hollow billets nonferrous alloys
Автори англійськоюKhoroshylov Oleh Mykolaiovych
Назва патенту російськоюДорн для непрерывного литья полых заготовок из цветных сплавов
Автори російськоюХорошилов Олег Николаевич
МПК / Мітки
МПК: B22D 11/04
Мітки: кольорових, лиття, дорн, безперервного, заготівок, порожнистих, сплавів
Код посилання
<a href="https://ua.patents.su/4-12732-dorn-dlya-bezperervnogo-littya-porozhnistikh-zagotivok-z-kolorovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Дорн для безперервного лиття порожнистих заготівок з кольорових сплавів</a>
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: лиття, кольорових, металів, безперервного, заготовок, сплавів, порожнистих, горизонтального, пристрій
Формула / Реферат:
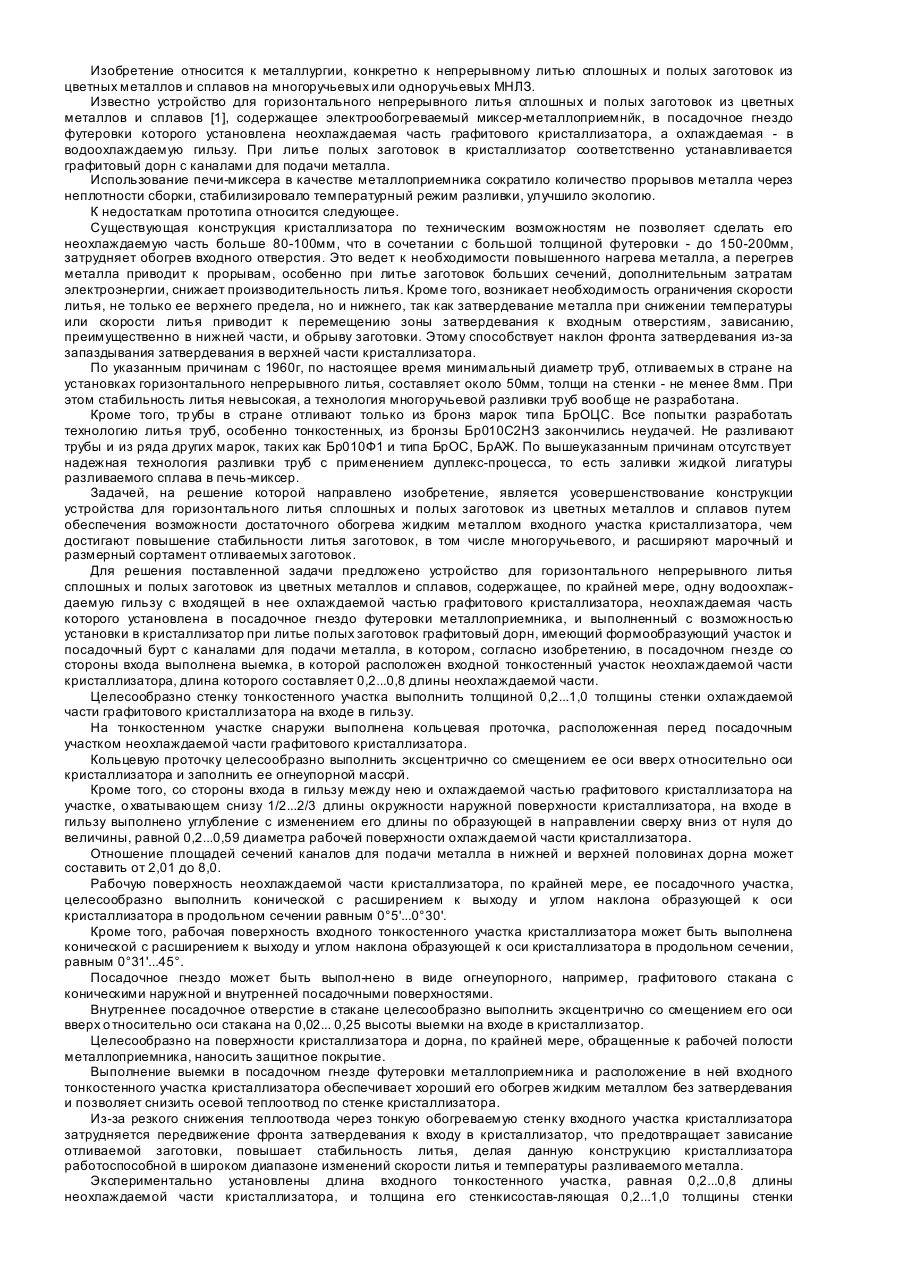
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: суцільних, горизонтального, сплавів, металів, безперервного, кольорових, лиття, порожнистих, устаткування, заготовок
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів
Номер патенту: 28691
Опубліковано: 16.10.2000
Автори: Клєвжіц Алєксандр Сємьоновіч, Козловіч Валєнтін Ніколаєвіч, Глазков Анатолій Якович, Нестеров Дмитро Кузьмич, Руденко Анатолій Олександрович, Пашковскій Андрєй Пєтровіч, Шевченко Віктор Іванович
МПК: B22D 11/045
Мітки: лиття, кольорових, горизонтального, безперервного, багатоструминний, кристалізатор, сплавів, заготовок
Формула / Реферат:
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами, який відрізняється тим, що робочі порожнини кожного наступного горизонтального ряду виконані діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду, при цьому...
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Титаренко Олександр Іванович, Вольвач Олександр Євгенійович, Смирнов Віктор Григорович, Калашников Андрій Анатолійович, Попік Вадим Геннадійович
МПК: B22D 11/04
Мітки: безперервного, лиття, кристалізатор, машини, заготівок
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Прилад для горизонтального безперервного литва заготівок круглого перерізу з кольорових металів та сплавів
Номер патенту: 11825
Опубліковано: 25.12.1996
Автори: Шевченко Віктор Іванович, Шатагін Олег Олександрович, Сопряжинський Вадим Михайлович, Кононенко Володимир Нікіфорович, Рижко Володимир Кузьмич
МПК: B22D 11/10
Мітки: прилад, заготівок, горизонтального, безперервного, круглого, кольорових, сплавів, металів, перерізу, литва
Формула / Реферат:
Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из цветных металлов и сплавов, содержащее водоохлаждаемый металлический кожух и установленный в нем графитовый кристаллизатор, в головной неохлаждаемой части которого установлена перегородка с каналом для подачи металла, выполненным в ее нижней части, отличающееся тем, что, с целью повышения качества отливаемых заготовок и стабильности процесса литья,...
Попередній патент: Спосіб горизонтального безперервного лиття заготівок
Наступний патент: Спосіб утилізації звичайних боєприпасів, що містять тротил і/або гексоген
Випадковий патент: Спосіб ремонту м'якого бітумно-руберойдного покриття