Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів
Формула / Реферат
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів, що містить посадочний бурт, в якому виконані отвори, формоутворюючу поверхню, на якій виконані зрізи, розташовані впродовж його осі, який відрізняється тим, що вершини зрізів виконані на боковій поверхні робочої поверхні дорна і розташовані по лінії між точками перетинання фронту твердіння та верхньої і нижньої твірних поверхні дорна, при цьому указана лінія з віссю дорна складає кут від 2π/5 до π/4.
Текст
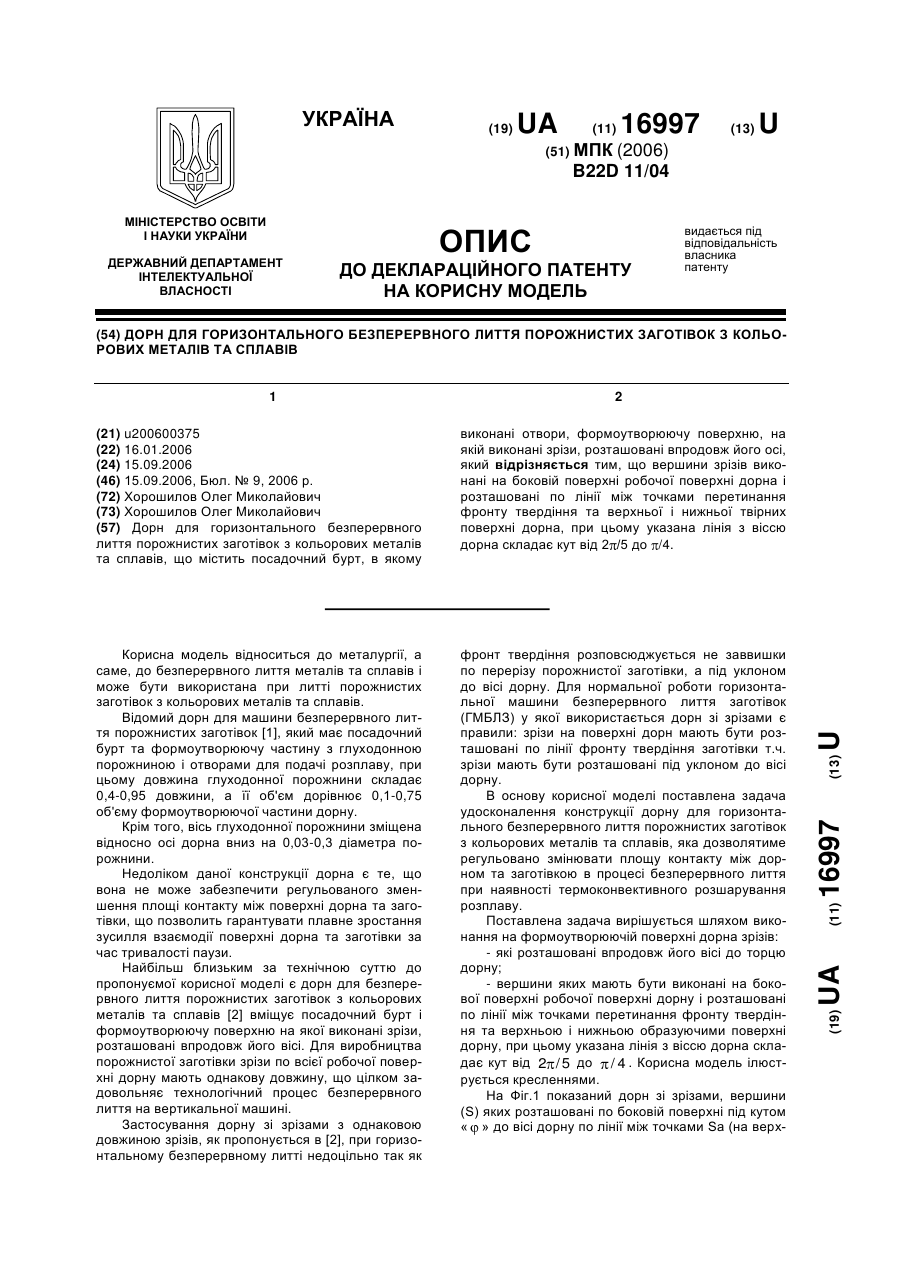
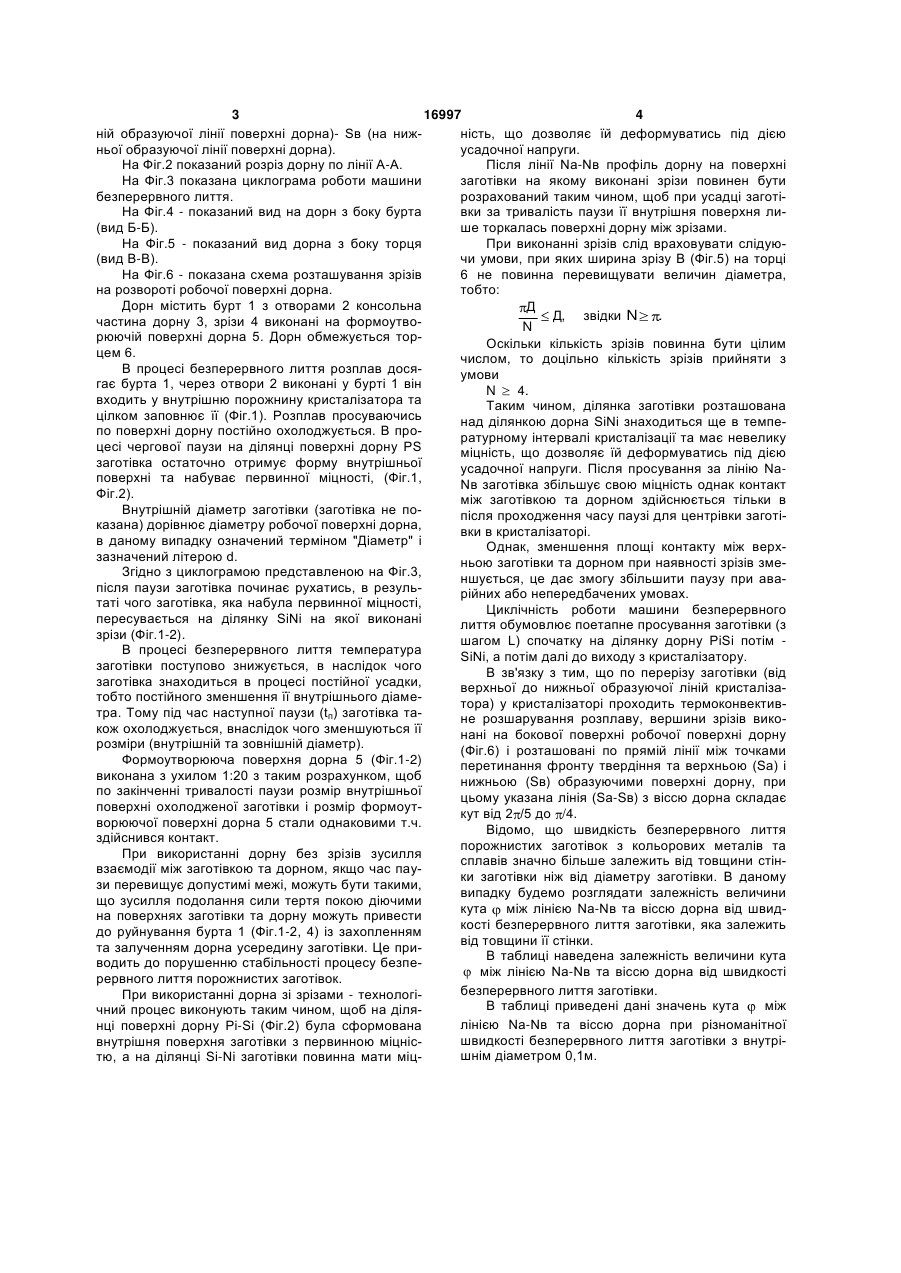
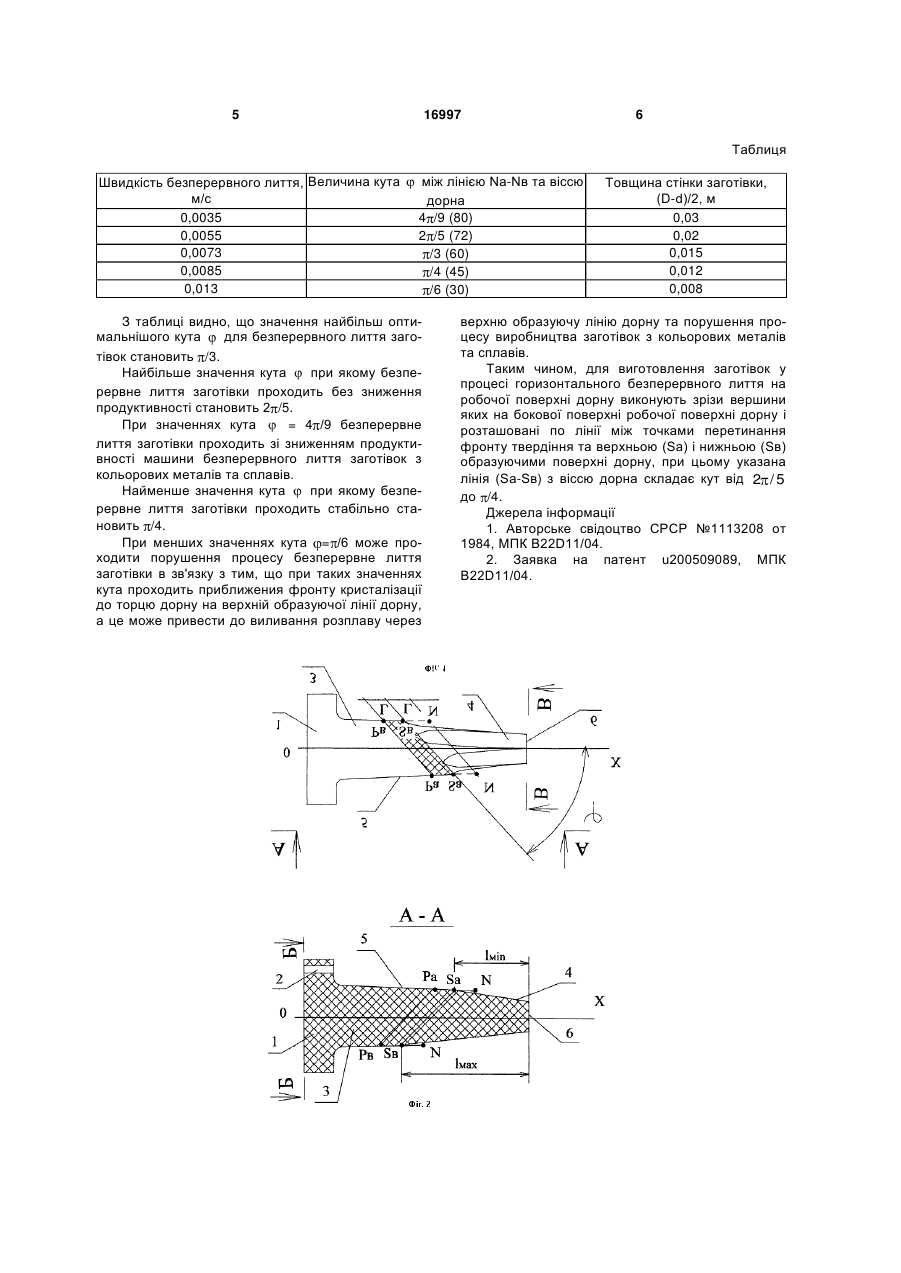
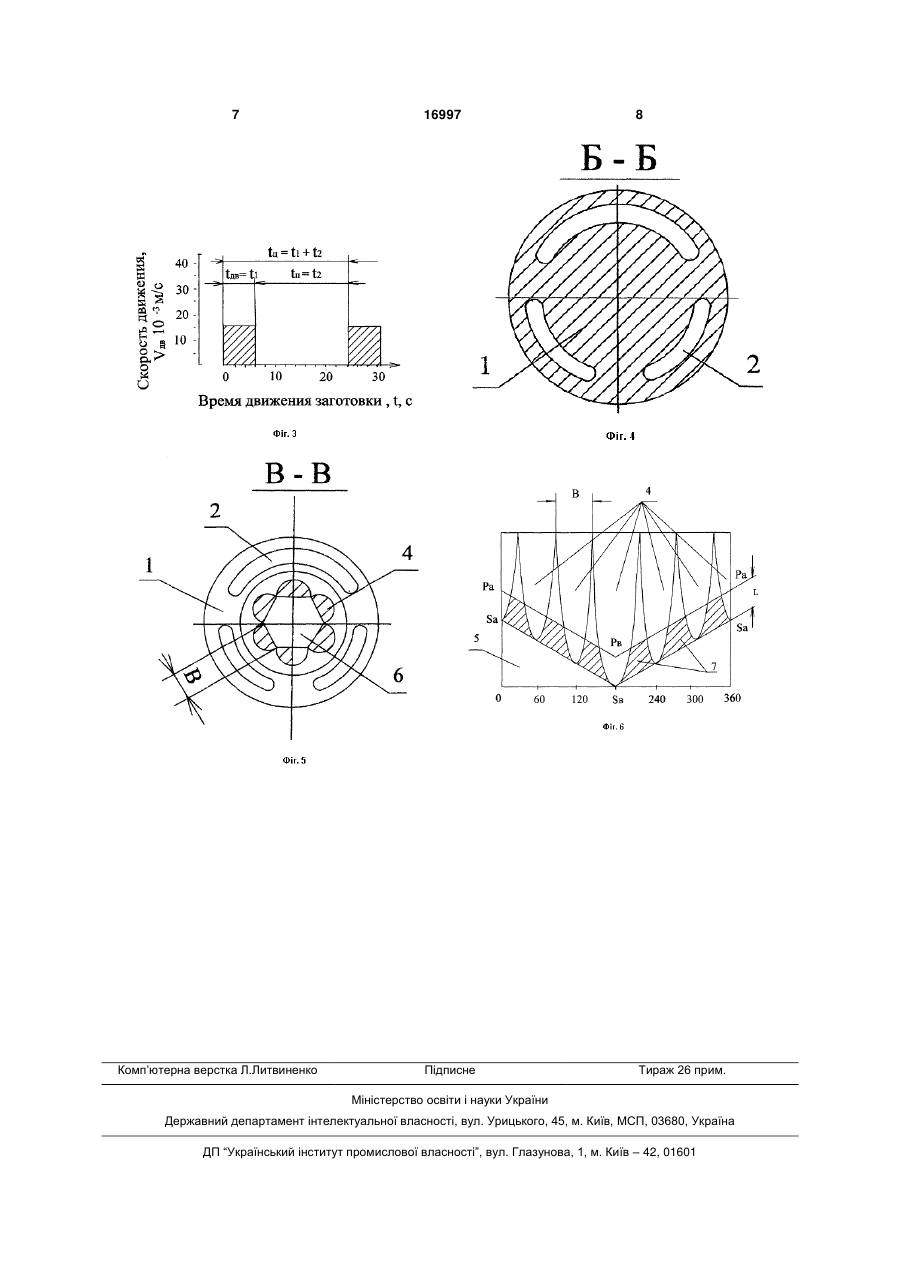
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів, що містить посадочний бурт, в якому 3 16997 4 ній образуючої лінії поверхні дорна)- Sв (на нижність, що дозволяє їй деформуватись під дією ньої образуючої лінії поверхні дорна). усадочної напруги. На Фіг.2 показаний розріз дорну по лінії А-А. Після лінії Na-Nв профіль дорну на поверхні На Фіг.3 показана циклограма роботи машини заготівки на якому виконані зрізи повинен бути безперервного лиття. розрахований таким чином, щоб при усадці заготіНа Фіг.4 - показаний вид на дорн з боку бурта вки за тривалість паузи її внутрішня поверхня ли(вид Б-Б). ше торкалась поверхні дорну між зрізами. На Фіг.5 - показаний вид дорна з боку торця При виконанні зрізів слід враховувати слідую(вид В-В). чи умови, при яких ширина зрізу В (Фіг.5) на торці На Фіг.6 - показана схема розташування зрізів 6 не повинна перевищувати величин діаметра, на розвороті робочої поверхні дорна. тобто: Дорн містить бурт 1 з отворами 2 консольна Д Д, звідки N . частина дорну 3, зрізи 4 виконані на формоутвоN рюючій поверхні дорна 5. Дорн обмежується торОскільки кількість зрізів повинна бути цілим цем 6. числом, то доцільно кількість зрізів прийняти з В процесі безперервного лиття розплав досяумови гає бурта 1, через отвори 2 виконані у бурті 1 він N 4. входить у внутрішню порожнину кристалізатора та Таким чином, ділянка заготівки розташована цілком заповнює її (Фіг.1). Розплав просуваючись над ділянкою дорна SiNi знаходиться ще в темпепо поверхні дорну постійно охолоджується. В проратурному інтервалі кристалізації та має невелику цесі чергової паузи на ділянці поверхні дорну PS міцність, що дозволяє їй деформуватись під дією заготівка остаточно отримує форму внутрішньої усадочної напруги. Після просування за лінію Naповерхні та набуває первинної міцності, (Фіг.1, Nв заготівка збільшує свою міцність однак контакт Фіг.2). між заготівкою та дорном здійснюється тільки в Внутрішній діаметр заготівки (заготівка не попісля проходження часу паузі для центрівки заготіказана) дорівнює діаметру робочої поверхні дорна, вки в кристалізаторі. в даному випадку означений терміном "Діаметр" і Однак, зменшення площі контакту між верхзазначений літерою d. ньою заготівки та дорном при наявності зрізів змеЗгідно з циклограмою представленою на Фіг.3, ншується, це дає змогу збільшити паузу при авапісля паузи заготівка починає рухатись, в резульрійних або непередбачених умовах. таті чого заготівка, яка набула первинної міцності, Циклічність роботи машини безперервного пересувається на ділянку SiNi на якої виконані лиття обумовлює поетапне просування заготівки (з зрізи (Фіг.1-2). шагом L) спочатку на ділянку дорну PiSi потім В процесі безперервного лиття температура SiNi, а потім далі до виходу з кристалізатору. заготівки поступово знижується, в наслідок чого В зв'язку з тим, що по перерізу заготівки (від заготівка знаходиться в процесі постійної усадки, верхньої до нижньої образуючої ліній кристалізатобто постійного зменшення її внутрішнього діаметора) у кристалізаторі проходить термоконвективтра. Тому під час наступної паузи (tп) заготівка тане розшарування розплаву, вершини зрізів викокож охолоджується, внаслідок чого зменшуються її нані на бокової поверхні робочої поверхні дорну розміри (внутрішній та зовнішній діаметр). (Фіг.6) і розташовані по прямій лінії між точками Формоутворююча поверхня дорна 5 (Фіг.1-2) перетинання фронту твердіння та верхньою (Sa) і виконана з ухилом 1:20 з таким розрахунком, щоб нижньою (Sв) образуючими поверхні дорну, при по закінченні тривалості паузи розмір внутрішньої цьому указана лінія (Sa-Sв) з віссю дорна складає поверхні охолодженої заготівки і розмір формоуткут від 2 /5 до /4. ворюючої поверхні дорна 5 стали однаковими т.ч. Відомо, що швидкість безперервного лиття здійснився контакт. порожнистих заготівок з кольорових металів та При використанні дорну без зрізів зусилля сплавів значно більше залежить від товщини стінвзаємодії між заготівкою та дорном, якщо час пауки заготівки ніж від діаметру заготівки. В даному зи перевищує допустимі межі, можуть бути такими, випадку будемо розглядати залежність величини що зусилля подолання сили тертя покою діючими кута між лінією Na-Nв та віссю дорна від швидна поверхнях заготівки та дорну можуть привести кості безперервного лиття заготівки, яка залежить до руйнування бурта 1 (Фіг.1-2, 4) із захопленням від товщини її стінки. та залученням дорна усередину заготівки. Це приВ таблиці наведена залежність величини кута водить до порушенню стабільності процесу безпеміж лінією Na-Nв та віссю дорна від швидкості рервного лиття порожнистих заготівок. безперервного лиття заготівки. При використанні дорна зі зрізами - технологіВ таблиці приведені дані значень кута між чний процес виконують таким чином, щоб на ділялінією Na-Nв та віссю дорна при різноманітної нці поверхні дорну Pi-Si (Фіг.2) була сформована швидкості безперервного лиття заготівки з внутрівнутрішня поверхня заготівки з первинною міцнісшнім діаметром 0,1м. тю, а на ділянці Si-Ni заготівки повинна мати міц 5 16997 6 Таблиця Швидкість безперервного лиття, Величина кута м/с 0,0035 0,0055 0,0073 0,0085 0,013 між лінією Na-Nв та віссю дорна 4 /9 (80) 2 /5 (72) /3 (60) /4 (45) /6 (30) З таблиці видно, що значення найбільш оптимальнішого кута для безперервного лиття заготівок становить /3. Найбільше значення кута при якому безперервне лиття заготівки проходить без зниження продуктивності становить 2 /5. При значеннях кута = 4 /9 безперервне лиття заготівки проходить зі зниженням продуктивності машини безперервного лиття заготівок з кольорових металів та сплавів. Найменше значення кута при якому безперервне лиття заготівки проходить стабільно становить /4. При менших значеннях кута = /6 може проходити порушення процесу безперервне лиття заготівки в зв'язку з тим, що при таких значеннях кута проходить приближения фронту кристалізації до торцю дорну на верхній образуючої лінії дорну, а це може привести до виливання розплаву через Товщина стінки заготівки, (D-d)/2, м 0,03 0,02 0,015 0,012 0,008 верхню образуючу лінію дорну та порушення процесу виробництва заготівок з кольорових металів та сплавів. Таким чином, для виготовлення заготівок у процесі горизонтального безперервного лиття на робочої поверхні дорну виконують зрізи вершини яких на бокової поверхні робочої поверхні дорну і розташовані по лінії між точками перетинання фронту твердіння та верхньою (Sa) і нижньою (Sв) образуючими поверхні дорну, при цьому указана лінія (Sa-Sв) з віссю дорна складає кут від 2 / 5 до /4. Джерела інформації 1. Авторське свідоцтво СРСР №1113208 от 1984, МПК В22D11/04. 2. Заявка на патент u200509089, МПК В22D11/04. 7 Комп’ютерна верстка Л.Литвиненко 16997 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for horizontal continuous casting of hollow billets of nonferrous metals and alloys
Автори англійськоюKhoroshylov Oleh Mykolaiovych
Назва патенту російськоюДорн для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов
Автори російськоюХорошилов Олег Николаевич
МПК / Мітки
МПК: B22D 11/04
Мітки: сплавів, дорн, заготівок, лиття, металів, кольорових, порожнистих, горизонтального, безперервного
Код посилання
<a href="https://ua.patents.su/4-16997-dorn-dlya-gorizontalnogo-bezperervnogo-littya-porozhnistikh-zagotivok-z-kolorovikh-metaliv-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів</a>
Дорн для безперервного лиття порожнистих заготівок з кольорових сплавів
Номер патенту: 12732
Опубліковано: 15.02.2006
Автори: Сизонова Світлана Григоровна, Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: порожнистих, кольорових, лиття, заготівок, дорн, безперервного, сплавів
Формула / Реферат:
Дорн для безперервного лиття порожнистих заготівок з мідних і кольорових сплавів, який містить посадочний бурт і формоутворювальну поверхню, який відрізняється тим, що на формоутворювальній поверхні дорна виконані зрізи, розташовані впродовж його осі, до того ж відношення довжини зрізу до його ширини знаходиться в інтервалі:1/В = 0,3-3,8,де 1 - довжина зрізу,В =
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: порожнистих, сплавів, горизонтального, металів, заготовок, кольорових, лиття, безперервного, пристрій
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: порожнистих, металів, кольорових, безперервного, сплавів, лиття, суцільних, горизонтального, заготовок, устаткування
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Прилад для горизонтального безперервного литва заготівок круглого перерізу з кольорових металів та сплавів
Номер патенту: 11825
Опубліковано: 25.12.1996
Автори: Шатагін Олег Олександрович, Сопряжинський Вадим Михайлович, Шевченко Віктор Іванович, Кононенко Володимир Нікіфорович, Рижко Володимир Кузьмич
МПК: B22D 11/10
Мітки: заготівок, металів, прилад, перерізу, круглого, сплавів, литва, горизонтального, кольорових, безперервного
Формула / Реферат:
Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из цветных металлов и сплавов, содержащее водоохлаждаемый металлический кожух и установленный в нем графитовый кристаллизатор, в головной неохлаждаемой части которого установлена перегородка с каналом для подачи металла, выполненным в ее нижней части, отличающееся тем, что, с целью повышения качества отливаемых заготовок и стабильности процесса литья,...
Машина горизонтального безперервного лиття заготівок
Номер патенту: 16119
Опубліковано: 17.07.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: безперервного, лиття, заготівок, горизонтального, машина
Формула / Реферат:
Машина горизонтального безперервного лиття заготівок, яка містить металоприймач, графітову втулку кристалізатора з водоохолоджувальним кожухом кристалізатора або металевим водоохолоджуваним кристалізатором, вісь якого розташована під кутом до горизонту, тяговий вузол та вузол розподілу заготівки на задану довжину, яка відрізняється тим, що вона додатково містить ресивер, штуцер для подачі газоповітряної суміші у ресивер, а вісь кристалізатора...
Попередній патент: Місток вирівнювальний для завантажувально-розвантажувальних робіт
Наступний патент: Спосіб моделювання переломів нижньої щелепи у лабораторних тварин (щурів)
Випадковий патент: Спосіб профілактики передчасних пологів у жінок з низьким вмістом ціанокобаламіну