Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів
Номер патенту: 54456
Опубліковано: 10.11.2010
Автори: Маняк Микола Олександрович, Горбатенко Володимир Петрович, Бредихін Віктор Миколайович, Кушнерова Катерина Юріївна
Формула / Реферат
Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів, що містить водоохолоджуваний кристалізатор, дорн, встановлений коаксіально кристалізатору, механізм витягування заготівок, вузол різання на мірні відрізки, який відрізняється тим, що він додатково містить ванну з водою, встановлену за механізмом витягування заготівок, причому вузол різання на мірні відрізки розташований у ванні під рівнем води, а кристалізатор з дорном розташовані під кутом ![]() до горизонту, причому
до горизонту, причому
![]() ,
,
де ![]() - зовнішній діаметр порожнистої заготівки, що відливається;
- зовнішній діаметр порожнистої заготівки, що відливається;
![]() - товщина стінки порожнистої заготівки;
- товщина стінки порожнистої заготівки;
![]() - конструктивний параметр пристрою, що дорівнює відстані від виходу порожнистої заготівки з водоохолоджуваної оболонки кристалізатора до точки відрізання пилкою порожнистої заготівки.
- конструктивний параметр пристрою, що дорівнює відстані від виходу порожнистої заготівки з водоохолоджуваної оболонки кристалізатора до точки відрізання пилкою порожнистої заготівки.
Текст
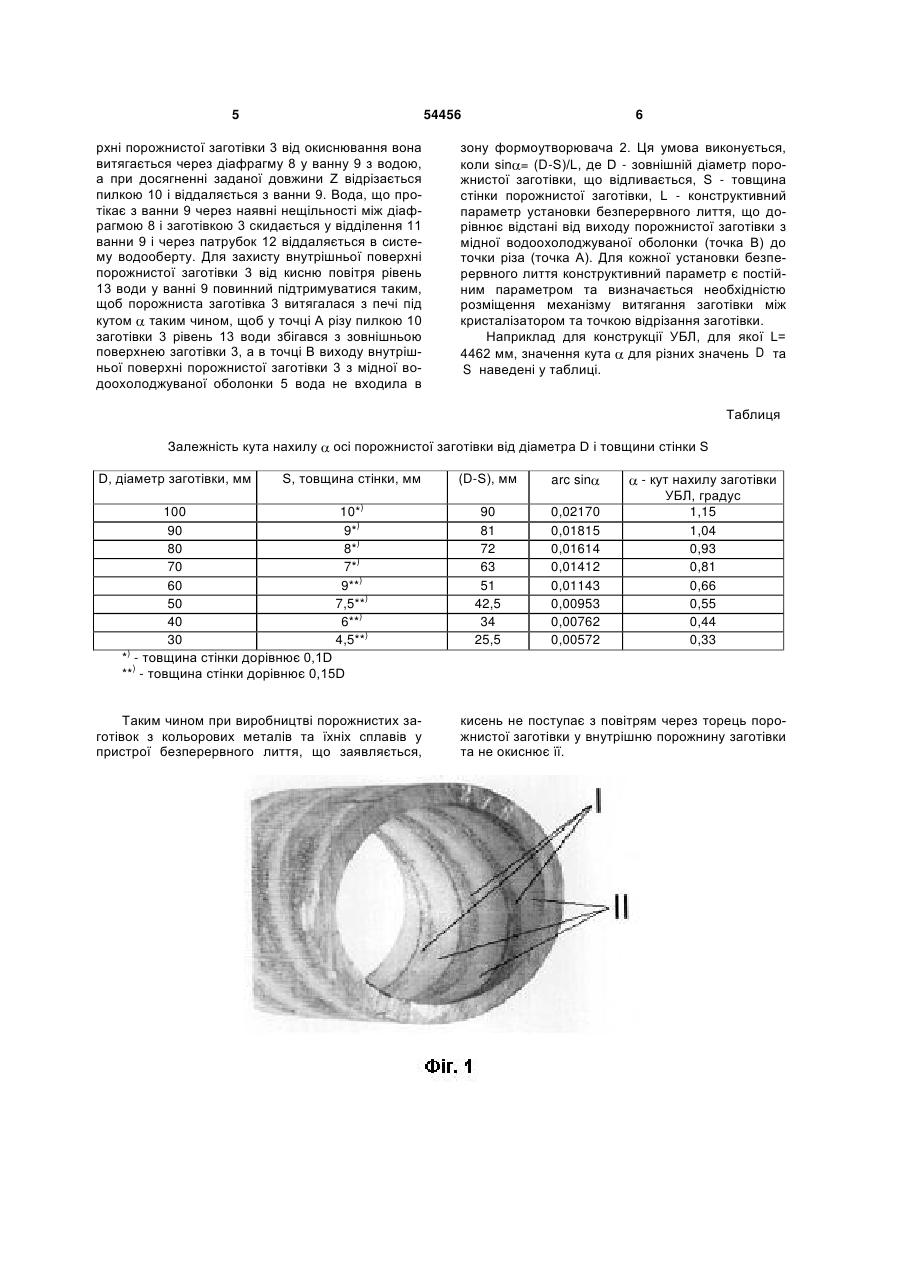
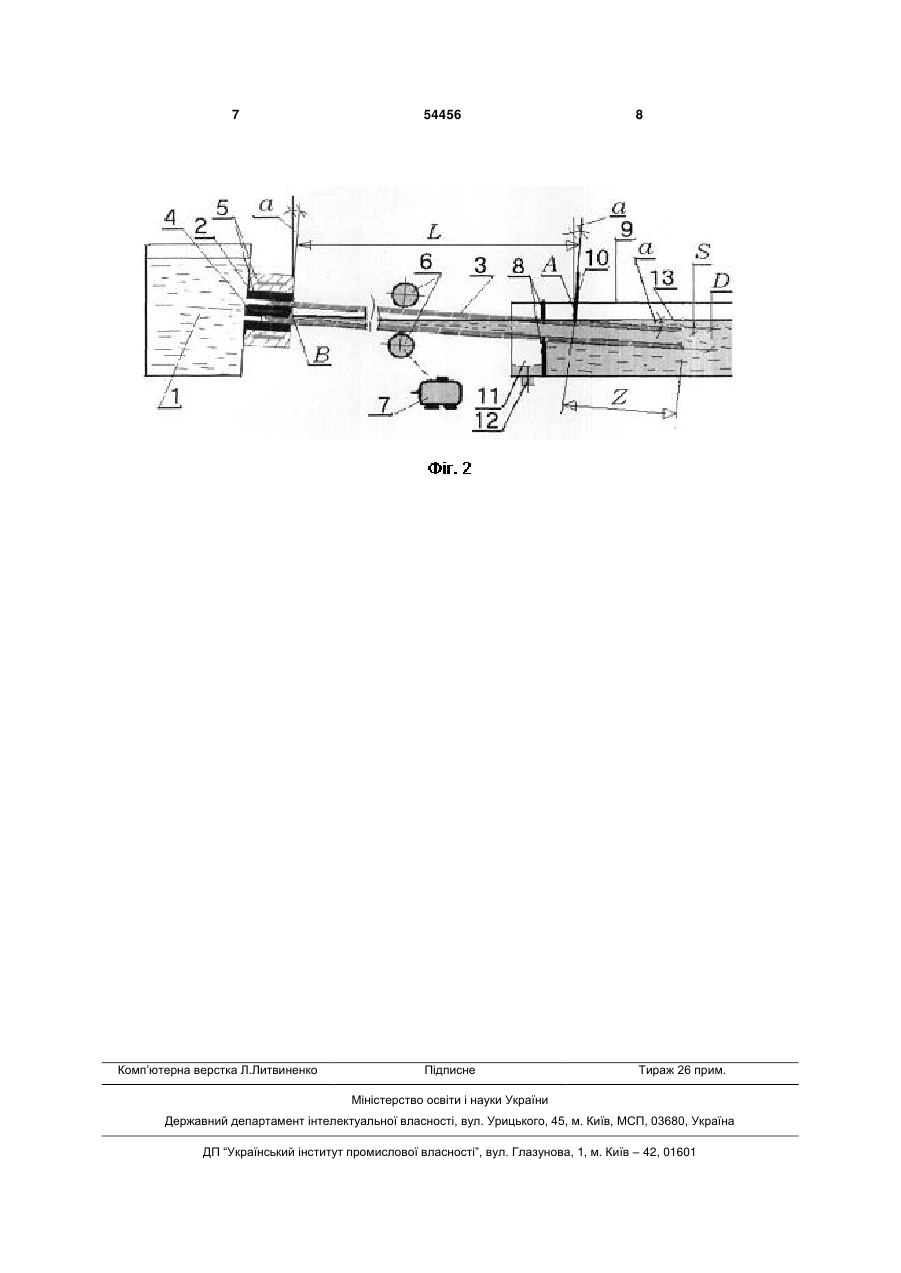
Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів, що містить водоохолоджуваний кристалізатор, дорн, встановлений коаксіально кристалізатору, механізм витягування заготівок, вузол різання на мірні 3 шенню тертя і, як наслідок утворення задирок (надривів), тобто погіршенню якості поверхні злитка чи його обриву, коли сила тертя перевищує межу міцності на розрив злитка, що формується. Відомий пристрій для безперервного лиття порожнистих металевих заготівок круглого поперечного перерізу (Авт. св. СРСР № 1591801, Пристрій для безперервного лиття порожнистих металевих заготівок круглого поперечного перерізу, МПК В22D11/00, заявл. 11.01.83 р., надр. 07.09.90 р., пр. 13.01.82 р. Франції, заявка № 8200763). Пристрій містить кристалізатор з охолоджуваною зсередини металевою робочою стінкою, охолоджуваний дорн, встановлений коаксіально кристалізатору, засіб для подачі рідкого металу в зазор між кристалізатором і дорном, засіб для витягування порожньої заготівки. Для підвищення якості внутрішньої поверхні порожнистої заготівки пристрій додатково містить засіб для створення рухливого магнітного поля, розміщене в дорні. Недоліками цього пристрою є складність конструкції та необхідність вживання магнітного поля. Відомий також пристрій для безперервного лиття порожнистих заготівок, описаний у патенті РФ № 2009003, МПК В22D11/00, заявл. 24.03.92 р., надр. 15.03.94 р. Пристрій містить водоохолоджуваний кристалізатор, дорн, встановлений коаксіально кристалізатору, механізм витягування заготівок, вузол пережиму по діаметру до закриття порожнини, вузол різання на мірні відрізки. Одержують трубу, герметично закриту з усіх боків з порожниною, що не підлягла окиснюванню. Для одержання товарної продукції після повного охолодження перетиснені ділянки видаляють, що приводить до великих втрат металу. Недоліками цього пристрою є складність конструкції - використання технічно складної додаткової переробки: перетискування порожнистої заготівки, зниження на 10-15 % виходу придатного після відрізання ділянки перетиску, а при виробництві ливарних сплавів практично неможливо проведення операції їх деформації. В основу корисної моделі поставлена задача усунути утворення окиснених ділянок на внутрішній поверхні заготівок при безперервному литті кольорових металів та їхніх сплавів. Поставлена задача вирішується завдяки тому, що у пристрої безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів, який містить водоохолоджуваний кристалізатор, дорн, встановлений коаксіально кристалізатору, механізм витягування заготівок, вузол різання на мірні відрізки, він додатково містить ванну з водою, встановлену за механізмом витягування заготівок, причому вузол різання на мірні відрізки розташований у ванні під рівнем води, а кристалізатор з дорном розташовані під кутом до обрію, причому sin = (D-S)/L, де D - зовнішній діаметр порожнистої заготівки, що відливається, S - товщина стінки порожнистої заготівки, L - конструктивний параметр пристрою, що дорівнює відстані від виходу порожнистої заготівки з водоохолоджуваної оболонки кристалізатору до точки відрізання пилкою порожнистої заготівки. 54456 4 Ознаки пристрою прототипу, що збігаються з суттєвими ознаками пристрою, який заявляється: - водоохолоджуваний кристалізатор; - дорн, встановлений коаксіально кристалізатору; - механізм витягування заготівок; - вузол різання на мірні відрізки. Ознаки, якими пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів відрізняється від прототипу: - пристрій додатково містить ванну з водою; - ванна з водою встановлена за механізмом витягування заготівок; - вузол різання на мірні відрізки розташований у ванні під рівнем води; - кристалізатор з дорном розташовані під кутом до обрію; - sin = (D-S)/L, де D - зовнішній діаметр порожнистої заготівки, що відливається, S - товщина стінки порожнистої заготівки, L - конструктивний параметр пристрою, що дорівнює відстані від виходу порожнистої заготівки з водоохолоджуваної оболонки кристалізатору до точки відрізання пилкою порожнистої заготівки. Сутність запропонованого пристрою пояснюється кресленням, на якому: Фіг.2 - подовжній розріз пристрою безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів. Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів, у який надходить рідкий метал 1 з печі, містить встановлені під кутом до обрію кристалізатор з графітовим формоутворювачем 2 зовнішньої поверхні порожнистої заготівки 3 і встановлений коаксіально йому дорн 4 - формоутворювач внутрішньої поверхні порожнистої заготівки 3, мідну водоохолоджувану оболонку 5, механізм витягування заготівок - ролики тягнучої кліті 6, привід 7 якої працює в стоп-стартовому режимі, діафрагму 8, ванну 9 з водою, встановлену за механізмом витягування заготівок, а також вузол різання - пилку 10, розташовану у ванні під рівнем води. Причому sin = (D-S)/L, де D - зовнішній діаметр порожнистої заготівки, що відливається, S - товщина стінки порожнистої заготівки, L - конструктивний параметр установки безперервного лиття, що дорівнює відстані від виходу порожнистої заготівки з мідної водоохолоджуваної оболонки (точка В) до точки різа (точка А). Для кожної установки безперервного лиття конструктивний параметр є постійним параметром та визначається необхідністю розміщення між кристалізатором та точкою відрізання заготівки механізму витягання заготівки, Пристрій працює таким чином. Рідкий метал 1 з печі (Фіг.2) надходить у зазор між графітовим формоутворювачем 2 зовнішньої поверхні порожнистої заготівки 3 і дорном 4 - формоутворювачем внутрішньої поверхні порожнистої заготівки 3. Затвердіння рідкого металу відбувається за рахунок відводу тепла мідною водоохолоджуваною оболонкою 5, а сформована порожниста заготівка 3 витягається роликами тягнучої кліті 6, привід 7 якої працює в стопстартовому режимі. Для захисту внутрішньої пове 5 54456 рхні порожнистої заготівки 3 від окиснювання вона витягається через діафрагму 8 у ванну 9 з водою, а при досягненні заданої довжини Z відрізається пилкою 10 і віддаляється з ванни 9. Вода, що протікає з ванни 9 через наявні нещільності між діафрагмою 8 і заготівкою 3 скидається у відділення 11 ванни 9 і через патрубок 12 віддаляється в систему водооберту. Для захисту внутрішньої поверхні порожнистої заготівки 3 від кисню повітря рівень 13 води у ванні 9 повинний підтримуватися таким, щоб порожниста заготівка 3 витягалася з печі під кутом таким чином, щоб у точці А різу пилкою 10 заготівки 3 рівень 13 води збігався з зовнішньою поверхнею заготівки 3, а в точці В виходу внутрішньої поверхні порожнистої заготівки 3 з мідної водоохолоджуваної оболонки 5 вода не входила в 6 зону формоутворювача 2. Ця умова виконується, коли sin = (D-S)/L, де D - зовнішній діаметр порожнистої заготівки, що відливається, S - товщина стінки порожнистої заготівки, L - конструктивний параметр установки безперервного лиття, що дорівнює відстані від виходу порожнистої заготівки з мідної водоохолоджуваної оболонки (точка В) до точки різа (точка А). Для кожної установки безперервного лиття конструктивний параметр є постійним параметром та визначається необхідністю розміщення механізму витягання заготівки між кристалізатором та точкою відрізання заготівки. Наприклад для конструкції УБЛ, для якої L= 4462 мм, значення кута для різних значень D та S наведені у таблиці. Таблиця Залежність кута нахилу D, діаметр заготівки, мм осі порожнистої заготівки від діаметра D і товщини стінки S S, товщина стінки, мм 100 10*) 90 9*) 80 8*) 70 7*) 60 9**) 50 7,5**) 40 6**) 30 4,5**) ) * - товщина стінки дорівнює 0,1D **) - товщина стінки дорівнює 0,15D Таким чином при виробництві порожнистих заготівок з кольорових металів та їхніх сплавів у пристрої безперервного лиття, що заявляється, (D-S), мм 90 81 72 63 51 42,5 34 25,5 arc sin 0,02170 0,01815 0,01614 0,01412 0,01143 0,00953 0,00762 0,00572 - кут нахилу заготівки УБЛ, градус 1,15 1,04 0,93 0,81 0,66 0,55 0,44 0,33 кисень не поступає з повітрям через торець порожнистої заготівки у внутрішню порожнину заготівки та не окиснює її. 7 Комп’ютерна верстка Л.Литвиненко 54456 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for continuous casting of hollow billets of non-ferrous metals and alloys thereof
Автори англійськоюBredykhin Viktor Mykolaiovych, Kushnerova Kateryna Yuriivna, Horbatenko Volodymyr Petrovych, Maniak Mykola Oleksandrovych
Назва патенту російськоюУстройство непрерывного литья полых заготовок из цветных металлов и их сплавов
Автори російськоюБредихин Виктор Николаевич, Кушнерова Екатерина Юриевна, Горбатенко Владимир Петрович, Маняк Николай Александрович
МПК / Мітки
МПК: B22D 11/00
Мітки: лиття, металів, сплавів, їхніх, пристрій, безперервного, заготівок, кольорових, порожнистих
Код посилання
<a href="https://ua.patents.su/4-54456-pristrijj-bezperervnogo-littya-porozhnistikh-zagotivok-z-kolorovikh-metaliv-ta-khnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Пристрій безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів</a>
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів
Номер патенту: 16997
Опубліковано: 15.09.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: заготівок, сплавів, горизонтального, порожнистих, дорн, металів, кольорових, лиття, безперервного
Формула / Реферат:
Дорн для горизонтального безперервного лиття порожнистих заготівок з кольорових металів та сплавів, що містить посадочний бурт, в якому виконані отвори, формоутворюючу поверхню, на якій виконані зрізи, розташовані впродовж його осі, який відрізняється тим, що вершини зрізів виконані на боковій поверхні робочої поверхні дорна і розташовані по лінії між точками перетинання фронту твердіння та верхньої і нижньої твірних поверхні дорна, при цьому...
Дорн для безперервного лиття порожнистих заготівок з кольорових сплавів
Номер патенту: 12732
Опубліковано: 15.02.2006
Автори: Сизонова Світлана Григоровна, Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: порожнистих, заготівок, дорн, кольорових, лиття, безперервного, сплавів
Формула / Реферат:
Дорн для безперервного лиття порожнистих заготівок з мідних і кольорових сплавів, який містить посадочний бурт і формоутворювальну поверхню, який відрізняється тим, що на формоутворювальній поверхні дорна виконані зрізи, розташовані впродовж його осі, до того ж відношення довжини зрізу до його ширини знаходиться в інтервалі:1/В = 0,3-3,8,де 1 - довжина зрізу,В =
Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів
Номер патенту: 17031
Опубліковано: 15.09.2006
Автори: Пономаренко Ольга Иванівна, Шатагін Олег Олександрович, Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: металів, машина, безперервного, кольорових, сплавів, заготівок, горизонтального, лиття
Формула / Реферат:
1. Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів, яка містить металоприймач, водоохолоджувальний кожух та графітову втулку кристалізатору; вузол, що витягує заготівку з кристалізатора; двигун, гальмо, муфту, яка відрізняється тим, що муфта, яка розташована між двигуном та валом ведучого валка, виконана з двох рухомих частин, одна з яких має штирі, а друга - радіальні пази, при цьому радіальні пази...
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: пристрій, кольорових, заготовок, порожнистих, сплавів, горизонтального, безперервного, металів, лиття
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: сплавів, заготовок, лиття, металів, порожнистих, безперервного, суцільних, устаткування, горизонтального, кольорових
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Попередній патент: Спосіб приварки деталей зі сталі аустенітного класу до теплотривкої сталі перлітного класу
Наступний патент: Спосіб безперервного лиття порожнистих заготівок з кольорових металів та їхніх сплавів
Випадковий патент: Спосіб підвищення продуктивності птиці