Спосіб розмірної обробки стрижнів та порожнин електричною дугою
Номер патенту: 50415
Опубліковано: 15.10.2002
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович

Формула / Реферат
Спосіб розмірної обробки стрижнів та порожнин електричною дугою з однозонним комбінованим зворотним (зустрічним) прокачуванням робочої рідини крізь торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що статичні тиски робочої рідини на входах в міжелектродні зазори Рст1, Рст2 регулюють із умови досягання рівності середніх швидкостей потоків V в них, тобто пропорційно гідравлічним опорам течії потоків на даних ділянках, і визначають із співвідношення:
де - коефіцієнти гідравлічного опору ділянок течії зустрічних (відповідно, внутрішнього та зовнішнього) потоків в міжелектродному зазорі;
- густина робочої рідини.
Текст
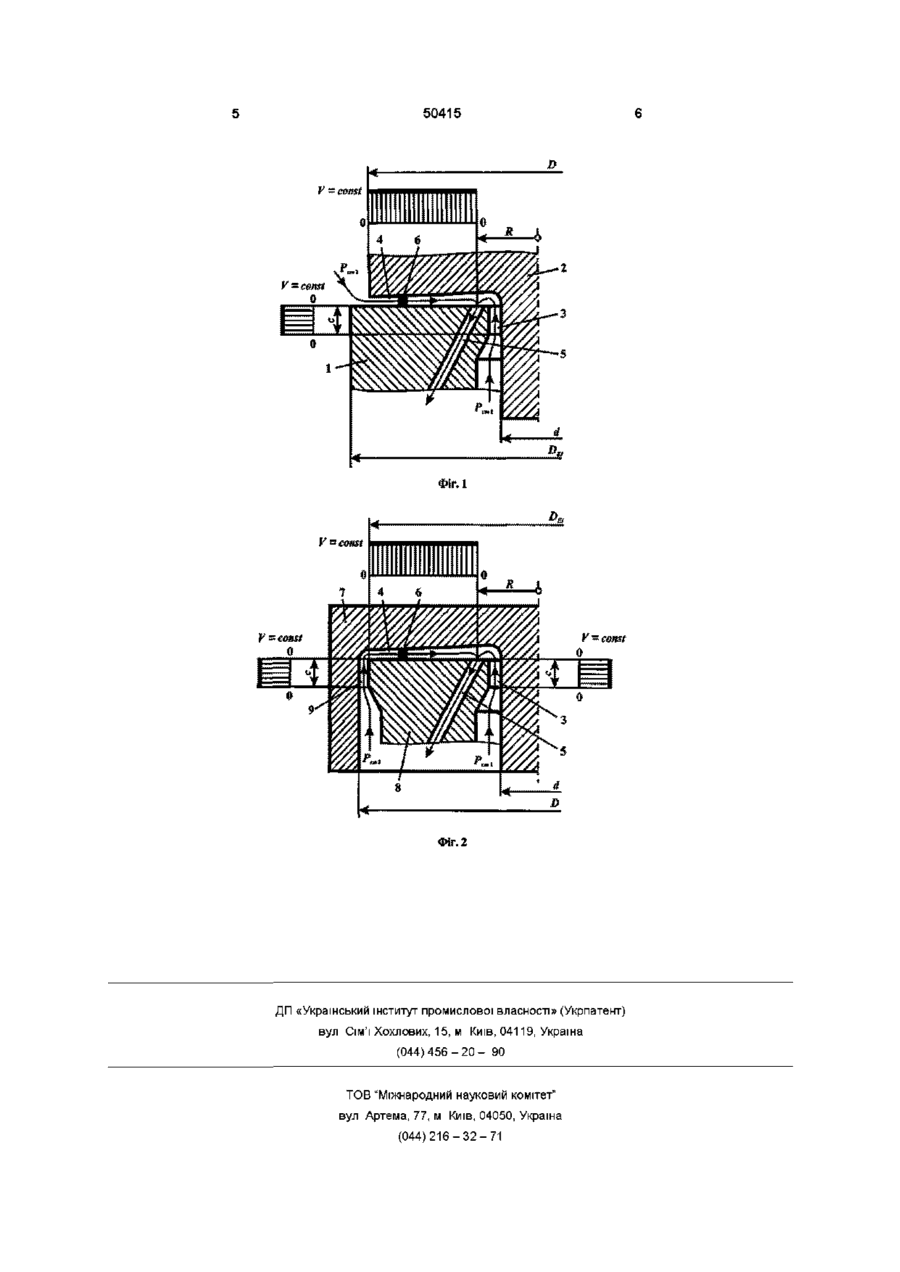
Спосіб розмірної обробки стрижнів та порожнин електричною дугою з однозонним комбінованим зворотним (зустрічним) прокачуванням робочої рідини крізь торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що статичні тиски робочої рідини на входах в міжелектродні зазори Рст1, Рст2 регулюють із умови Передбачуваний винахід стосується області електроерозійної обробки, і може бути використаний в машинобудуванні для розмірної обробки стержнів та порожнин, зокрема робочих частин пуансонів, шліцевих частин валів, ступінчастих стержневих виробів, глухих отворів з утворенням точного стержневого виступу, порожнин кувальних штампів та прес-форм тощо ВІДОМІ аналогічні способи електроерозійної обробки стержнів та порожнин, які застосовують нестаціонарні форми електричних розрядів, наприклад електроемпульсна обробка [див книгу "Размерная электрическая обработка металлов Учеб пособие для студентов вузов / Б А Артамонов, А Л Вишницкий, Ю С Волков, А В Глазков, под ред А В Глазкова - М Высш школа, 1978 336 с , ил , С 96] Електрична енергія в аналогічних способах обробки стержнів вводиться в зону обробки дискретно (порціями), тобто з паузами, внаслідок чого дані способи володіють низькою продуктивністю Відомий високопродуктивний спосіб розмірної обробки стержнів електричною дугою з однозонним комбінованим зворотним (зустрічним) прокачуванням робочої рідини крізь торцевий міжелектродний зазор під постійним технологічним тиском на входах в зазор [див заявку на винахід № 200002151 від 28 02 2000 року на "Спосіб розмір досягання рівності середніх швидкостей потоків V в них, тобто пропорційно гідравлічним опорам течи потоків на даних ділянках, і визначають із співвідношення апі %1 Д е 4і.?2 ' коефіцієнти гідравлічного опору ділянок течи зустрічних (ВІДПОВІДНО, внутрішнього та зовнішнього) ПОТОКІВ в міжелектродному зазорі, р - густина робочої рідини ної обробки стержнів електричною дугою", автор Боков В М ], в якому енергія вводиться в зону обробки неперервно, а інструментом обробки є електрична дуга в гідродинамічному потоці робочої рідини Для ефективного вилучення робочої рідини разом з продуктами ерозії із торцевого міжелектродного зазору в електроді-інструменті передбачається кільцевий канал, який розташовується на певному радіусі R із умови вирівнювання гідравлічного опору течи зустрічних потоків в міжелектродному зазорі Спосіб дозволяє отримувати стержні в діапазоні відносних діаметрів 1,05 < D/d < 10, де D - діаметр вихідної заготовки, d - діаметр стержня Якщо діаметр вихідної заготовки D перевищує діаметр електрода-інструмента DEI, ВІДОМИМ способом можна отримувати порожнини Однак, технологічні можливості відомого способу суттєво обмежуються при використанні електрода-інструмента з невеликим робочим пояском, що застосовується для підвищення якості (зменшення шорсткості) обробляемої бічної поверхні стержня необхідність вирівнювання гідравлічних опорів течи зустрічних потоків в міжелектродному зазорі вимагає суттєвого збільшення радіуса R розташування кільцевого каналу в електрод іінструменті, що приводить до збільшення шорсткості торцевої поверхні стержня в зв'язку з суттєвим зменшенням швидкості потоку за напрямком ю 5 о ю 50415 від центру до кільцевого каналу за рахунок розширення каналу та прогресивного підвищення втому ж напрямку міжелектродного зазора Внаслідок цього для даних умов верхня межа діапазона стержнів з рівномірною шорсткістю обробленої торцевої поверхні обмежуються за відносним діаметром D/d до 2 Більш ТОГО, при обробці даним способом порожнини довжина лінії течи зовнішнього потоку в міжелектродному зазорі суттєво підвищується, в зв'язку з чим радіус R зростає, а шорсткість торцевої поверхні, що відповідає внутрішньому потоку, ще більше підвищується Задачею даного винаходу є розширення технологічних можливостей способу розмірної обробки стержнів та порожнин електричною дугою за рахунок удосконалення гідродинамічного режиму зустрічного прокачування робочої рідини крізь торцевий міжелектродний зазор в напрямку його "вирівнювання" поза залежністю від радіуса R розташування кільцевого каналу в електрод іінструменті Дана задача вирішується в відомому способі розмірної обробки стержнів та порожнин електричною дугою з однозонним комбінованим зворотним (зустрічним) прокачуванням робочої рідини крізь торцевий міжелектродний зазор під технологічним тиском за рахунок того, що статичні тиски робочої рідини на входах в міжелектродні зазори одночасно подають в бічний міжелектродний зазор З під статичним тиском на вході Рст і та в торцевий міжелектродний зазор 4 під статичним тиском на вході Рст 2 Зазначені тиски регулюють із умови досягання рівності середніх швидкостей потоків V в даних зазорах, тобто пропорційно гідравлічним опорам течи потоків на даних ділянках, і визначають із співвідношення %1 ~ Л»і fr Рапг , pV^_ Ъг' д л я н о е к £ т е і % , ч и 2 з у с к т о р е і ф ч і н ц и і х є н ( т В и І Д г П О і В д І р Д а Н в О л , і ч в н н о у г т о р о і ш п н о ь р о у г д о і т а зовнішнього) ПОТОКІВ З початком, ВІДПОВІДНО, в біч ному 3 та торцевому 4 міжелектродних зазорах, р густина робочої рідини Реалізація пропонуємого технічного рішення відносно обробки порожнин (фіг 2) здійснюється аналогічно, з однією різницею, що електродзаготовка 7 повинна бути більша ніж електродінструмент 8, який може додатково мати невеликий робочий поясок с і збоку бічного зовнішнього міжелектродного зазору 9 Незалежність регулювання швидкості обох потоків за вказаним вище принципом, шляхом зміни статичних тисків на входах в міжелектродні зазори дозволяє наблизити радіус R розташування кільРот 1, Рот 2 регуЛЮЮТЬ ІЗ УМОВИ ДОСЯГЭННЯ ріВНОСТІ цевого каналу в електроді-інструменті безпосересередніх швидкостей потоків V в них, тобто проподньо до межі торцевого та бічного зазорів і тим рційно гідравлічним опорам течи потоків на даних самим забезпечити горіння електричної дуги 6 в ділянках, і визначають із співвідношення будь-якій точці торцевого міжелектродного зазору практично в однакових гідродинамічних умовах, а 7 » отже забезпечити рівномірну якість (шорсткість) 4i всіх обробляємих поверхонь При цьому постійна сті швидкість потоку в радіальному напрямку торце2 вого міжелектродного зазору досягається за рахуде %-\, %2 - коефіцієнти гідравлічного опору дінок підтримання на постійному рівні площі живого лянок течи зустрічних (ВІДПОВІДНО, внутрішнього та перерізу потоку шляхом звуження ширини каналу зовнішнього) ПОТОКІВ В міжелектродному зазорі, в данному зазорі (завдяки геометрії торцевого р - густина робочої рідини міжелектродного зазора потік сходиться), з одного На приведених фігурах зображено схеми ребоку, та збільшення висоти каналу (тобто зазору) в алізації пропонуємого способу розмірної обробки тому ж напрямку за рахунок вторинного диспергустержнів (фиг 1) та порожнин (фіг 2) електричною вання в ньому продуктів ерозії, з другого боку дугою та епюри швидкостей потоків на ділянках Використання пропонуємого способу розмірної міжелектродного зазора обробки стержнів та порожнин електричною дугою, Для реалізації пропонуємого технічного рішенпорівняно з відомим, суттєво розширює його техня відносно обробки стержнів (фиг 1) електроднологічні можливості, і при застосуванні електроінструмент 1 закріплюють нерухомо на столі елекда-інструмента з невеликим робочим пояском, троерозійного верстата, а електрод-заготовку 2 принаймні з боку внутрішнього потоку, дозволяє на рухомому шпинделі (на схемі не показано) Пепідвищити верхню межу діапазона обробки стержред обробкою робочу зону герметизують Робочу нів та порожнин за відносним діаметром D/d з 2 до рідину (наприклад, органічне середовище) від 10 при забезпеченні рівномірної шорсткості всіх двох автономних насосів, або від одного насоса з обробляємих поверхонь використанням спеціального ділільника потоку, 50415 У = const ФІГ.1 V a const V — censt Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for dimension treatment of rods and cavities by electric arc
Автори англійськоюBokov Viktor Myhailovych, Shmeliov Vitalii Mykolaiovych
Назва патенту російськоюСпособ размерной обработки стержней и полостей электрической дугой
Автори російськоюБоков Виктор Михайлович, Шмелев Виталий Николаевич
МПК / Мітки
МПК: B23P 6/00
Мітки: електричною, спосіб, порожнин, розмірної, стрижнів, обробки, дугою
Код посилання
<a href="https://ua.patents.su/3-50415-sposib-rozmirno-obrobki-strizhniv-ta-porozhnin-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки стрижнів та порожнин електричною дугою</a>
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: спосіб, обробки, розмірної, електричною, стрижнів, дугою
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: порожнин, електричною, розмірної, дугою, отворів, спосіб, обробки
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: розмірної, обробки, поверхневої, спосіб, електричною, дугою
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: електричною, стержнів, заготовки, спосіб, обробки, дугою, розмірної, монолітної, групи
Формула / Реферат:
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, конічних, поверхонь, дугою, розмірної, спосіб, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Попередній патент: Спосіб нанесення карбідних покриттів
Наступний патент: Спосіб одержання різновидів аміачної води
Випадковий патент: Спосіб виділення компонента з крові шляхом центрифугування і пристрій для його здійснення