Спосіб поверхневої розмірної обробки електричною дугою
Формула / Реферат
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Текст
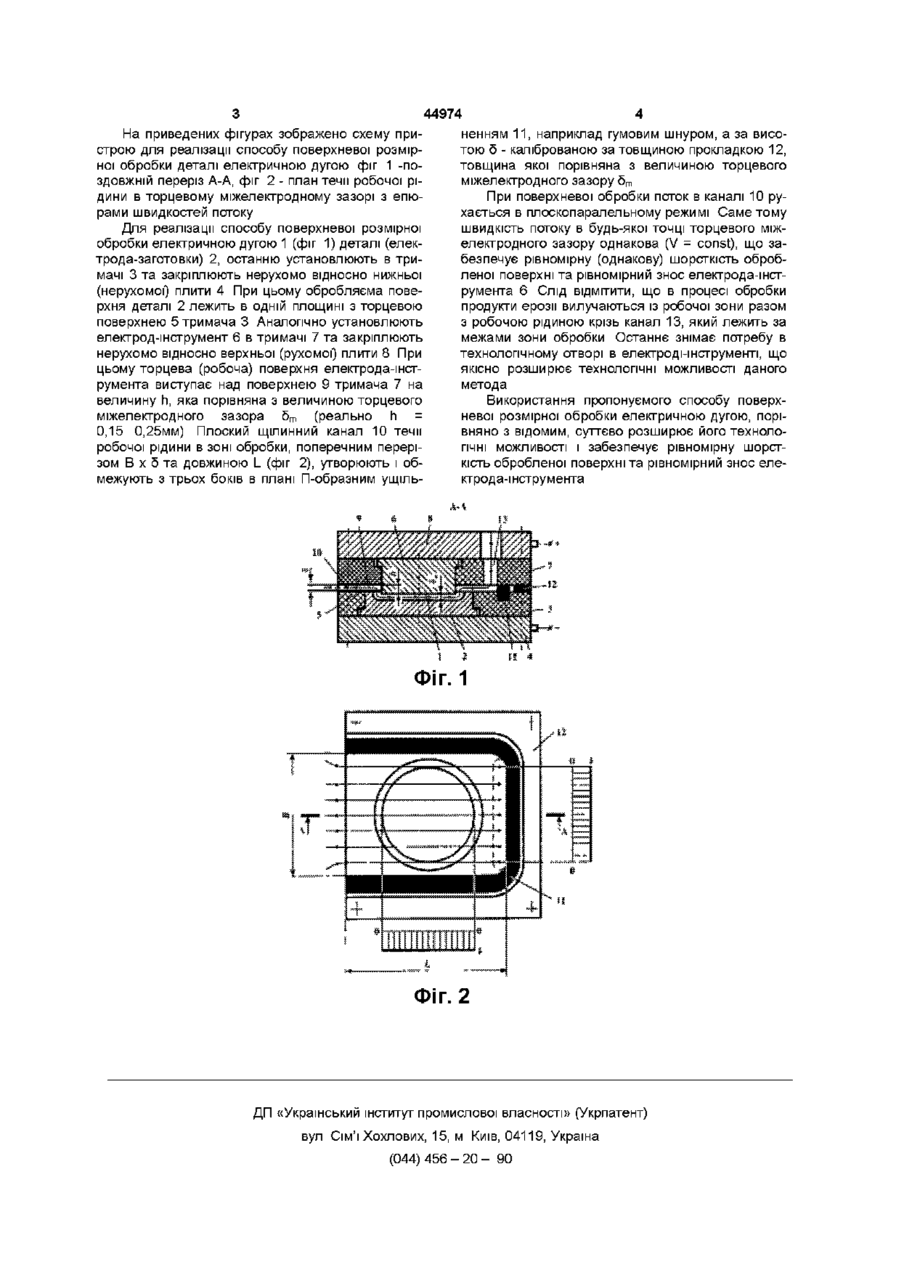
Спосіб поверхневої розмірної обробки елект ричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при ПОСТІЙНІЙ швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування Передбачуваний винахід стосується області електроерозійної обробки, і може бути використаний в машинобудуванні для поверхневої розмірної обробки деталей, зокрема для клеймування, маркування, нанесення певного (наприклад, художнього) рельєфу тощо ВІДОМІ аналогічні способи електроерозійної обробки, які можуть бути застосовані для поверхневої розмірної обробки деталей, наприклад електроїмпульсна та електроіскрова обробка При їх використанні нанесення певного поверхневого рельєфу на деталь здійснюється торцевою поверхнею електрода-інструмента, на якій попередньо виконано дзеркально зображення даного рельєфу Процес реалізують, як правило без прокачування робочої рідини крізь торцевий міжелектродний зазор [див книгу "Электроэрозионная и электрохимическая обработка Расчет, проектирование, изготовление и применение электродов-инструментов" Ч 1 Электроэрозионная обработка / Под ред А Л Лившица и А Роша -М ІНИИМАШ, 1980 -224 с С 214] Даний спосіб може бути застосований для поверхневої розмірної обробки Для цього обробку здійснюють торцевою поверхнею електрода-інструмента з прокачуванням робочої рідин під технологічним тиском крізь торцевий міжелектродний зазор за напрямком від периферії до центру електродаінструмента Однак, в центральній частині отриманого відбитку торцевої поверхні електрода-інструмента на електрод і-заготовці залишається необробленою поверхня, що відповідає технологічному отвору (каналу) в електроді-інструменті Останнє негативно впливає на технологічні можливості метода Крім того, в зв'язку з нерівномірною швидкістю потока в радіальному напрямку торцевого міжелектродного зазора (в напрямку прокачування швидкість потоку збільшується) спостерігається нерівномірна шорсткість обробленої поверхні та нерівномірний знос електрода-інструмента Задачею даного винаходу є розширення технологічних можливостей способа поверхневої розмірної обробки електричною дугою, а також забезпечення рівномірної шорсткості обробленої поверхні та рівномірного зносу електрода-інструмента за рахунок забезпечення постійної швидкості потоку в торцевому міжелектродному зазорі Дана задача вирішується у відомому способі поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічним тиском крізь торцевий міжелектродний зазор за рахунок того, що обробку здійснюють при ПОСТІЙНІЙ швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокучування Електрична енергія в аналогічних способах поверхневої обробки вводиться в зону обробки дискретно (порціями) та з відносно великими паузами, внаслідок чого дані способи володіють низькою продуктивністю Відомий високопродуктивний спосіб розмірної обробки металів електричною дугою [див статтю Носуленко В И , Мещеряков Г Н Размерная обработка металлов электрической дугой - Электронная обработка материалов, 1981, № 1 , с 20], в якому енергія вводиться в зону обробки неперервно, а інструментом обробки є електрична дуга о> 44974 На приведених фігурах зображено схему пристрою для реалізації способу поверхневої розмірної обробки деталі електричною дугою фіг 1 -поздовжній переріз А-А, фіг 2 - план течи робочої рідини в торцевому міжелектродному зазорі з епюрами швидкостей потоку Для реалізації способу поверхневої розмірної обробки електричною дугою 1 (фіг 1) деталі (електрода-заготовки) 2, останню установлюють в тримачі 3 та закріплюють нерухомо відносно нижньої (нерухомої) плити 4 При цьому обробляєма поверхня деталі 2 лежить в одній площині з торцевою поверхнею 5 тримача 3 Аналогічно установлюють електрод-інструмент 6 в тримачі 7 та закріплюють нерухомо відносно верхньої (рухомої) плити 8 При цьому торцева (робоча) поверхня електрода-інструмента виступає над поверхнею 9 тримача 7 на величину п, яка порівняна з величиною торцевого міжелектродного зазора 5 m (реально h = 0,15 0,25мм) Плоский щілинний канал 10 течи робочої рідини в зоні обробки, поперечним перерізом В х 5 та довжиною L (фіг 2), утворюють і обмежують з трьох боків в плані П-образним ущіль ненням 11, наприклад гумовим шнуром, а за висотою 5 - каліброваною за товщиною прокладкою 12, товщина якої порівняна з величиною торцевого міжелектродного зазору 5 т При поверхневої обробки поток в каналі 10 рухається в плоскопаралельному режимі Саме тому швидкість потоку в будь-якої точці торцевого міжелектродного зазору однакова (V = const), що забезпечує рівномірну (однакову) шорсткість обробленої поверхні та рівномірний знос електрода-інструмента 6 Слід ВІДМІТИТИ, ЩО В процесі обробки продукти ерозії вилучаються із робочої зони разом з робочою рідиною крізь канал 13, який лежить за межами зони обробки Останнє знімає потребу в технологічному отворі в електроді-інструменті, що якісно розширює технологічні можливості даного метода Використання пропонуємого способу поверхневої розмірної обробки електричною дугою, порівняно з відомим, суттєво розширює його технологічні можливості і забезпечує рівномірну шорсткість обробленої поверхні та рівномірний знос електрода-інструмента Фіг. 1 Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюBokov Viktor Myhailovych
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/00
Мітки: електричною, поверхневої, обробки, розмірної, спосіб, дугою
Код посилання
<a href="https://ua.patents.su/2-44974-sposib-poverkhnevo-rozmirno-obrobki-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневої розмірної обробки електричною дугою</a>
Спосіб розмірної обробки стрижнів електричною дугою
Номер патенту: 44970
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23P 6/00
Мітки: електричною, розмірної, обробки, стрижнів, спосіб, дугою
Формула / Реферат:
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме...
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: поверхонь, електричною, обробки, дугою, спосіб, конічних, розмірної
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23H 7/00
Мітки: обробки, розмірної, електричною, дугою, порожнин, спосіб, отворів
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: обробки, монолітної, стержнів, розмірної, спосіб, групи, електричною, дугою, заготовки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації
Номер патенту: 24439
Опубліковано: 17.07.1998
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: дугою, спосіб, електричною, електрод-інструмент, обробки, тіл, обертання, реалізації
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, який відрізняється тим, що електричну дугу збуджують у міжелектродному зазорі між електродом-заготовкою, яка обертається, і електродом-інструментом, який має поступальні чи дискретні технологічні рухи осьової та радіальної подачі, під технологічним тиском робочої рідини, що подається у міжелектродний зазор крізь канал у електроді-інструменті.2. Спосіб за п.1, який відрізняється тим, що...
Попередній патент: Багаторівчаковий пристрій для введення дроту в металевий розплав
Наступний патент: Сухий кисіль
Випадковий патент: Швидкодіючий перетворювач оптичних сигналів