Спосіб розмірної обробки стрижнів електричною дугою
Формула / Реферат
1. Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течії потоку на периферійній частині зазору до центру електрода-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електрода-інструмента (пряме прокачування).
2. Спосіб за п. 1, який відрізняється тим, що обробку здійснюють при дискретному регулюванні в радіальному напрямку координати осі каналу вилучення потоку із торцевого міжелектродного зазору.
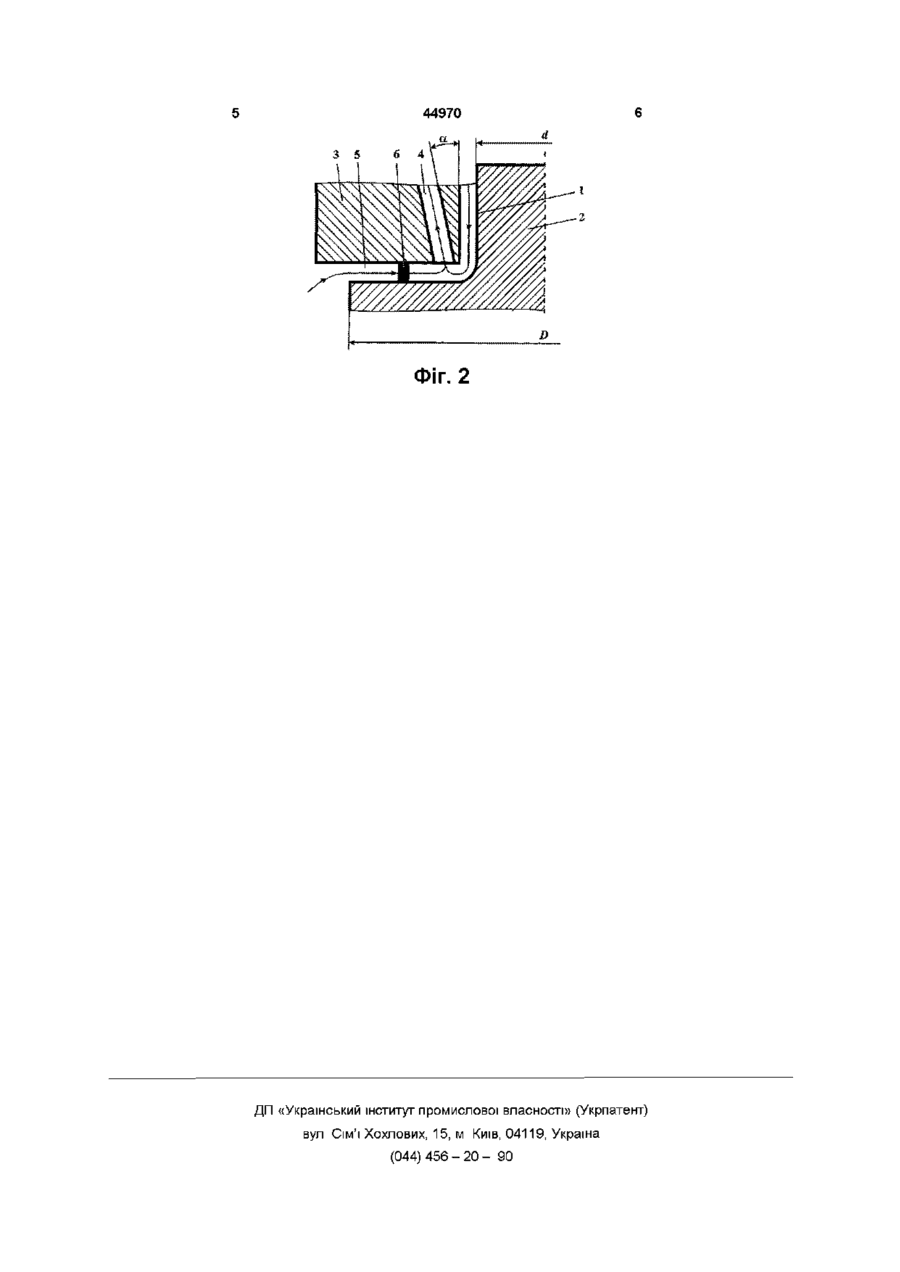
3. Спосіб за п. 1, 2, який відрізняється тим, що обробку здійснюють при нахиленні каналу вилучення потоку із торцевого зазору на гострий кут ![]() відносно напрямку подачі електрода-інструмента.
відносно напрямку подачі електрода-інструмента.
Текст
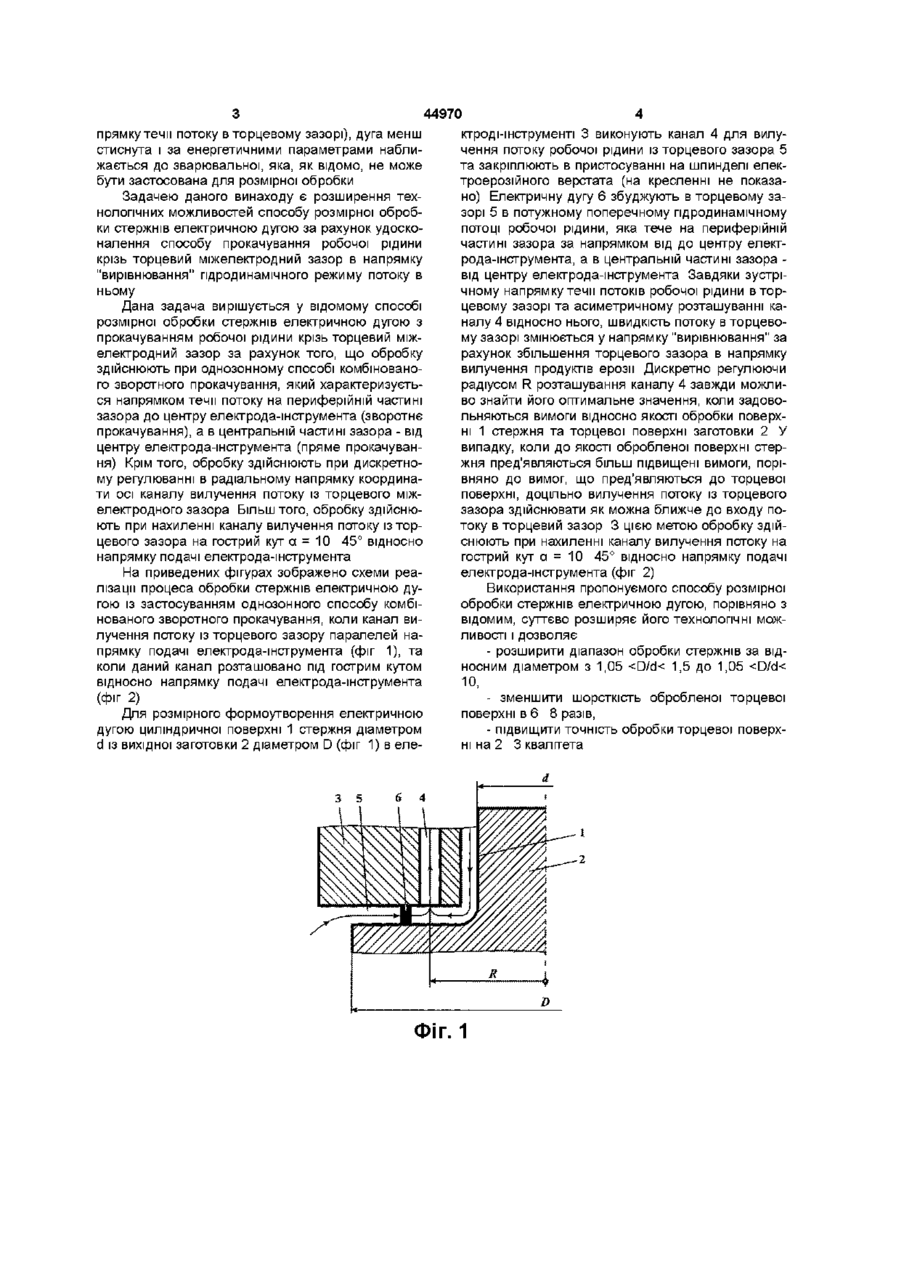
1 Спосіб розмірної обробки стрижнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течи потоку на периферійній частині зазору до центру електро да-інструмента (зворотне прокачування), а в центральній частині зазору - від центру електродаінструмента (пряме прокачування) 2 Спосіб за п 1, який відрізняється тим, що обробку здійснюють при дискретному регулюванні в радіальному напрямку координати осі каналу вилучення потоку із торцевого міжелектродного зазору 3 Спосіб за п 1,2, який відрізняється тим, що обробку здійснюють при нахиленні каналу вилучення потоку із торцевого зазору на гострий кут Передбачуваний винахід стосується області електроерозійної обробки, і може бути використаний в машинобудуванні для розмірної обробки стержнів (наприклад робочих частин пуансонів, шліцевих частин валів тощо) ВІДОМІ аналогічні способи електроерозійної обробки стержнів, які застосовують нестаціонарні форми електричних розрядів, наприклад електроімпульсна обробка [див книгу Размерная электрическая обработка металлов Учеб пособие для студентов вузов / Б А Артамонов, А Л Вишницкий, Ю С Волков, А В Глазков, под ред А В Глазкова -М Высш школа, 1978 - 336 с , ил ] Електрична енергія в аналогічних способах обробки стержнів вводиться в зону обробки дискретно (порціями) та з відносно великими паузами, внаслідок чого дані способи володіють низькою продуктивністю Відомий високопродуктивний спосіб електрофізичної розмірної обробки металів [ А с №368965 СССР, М кл В 23 Р, 1/02 / В И Носуленко (СССР) -№ 1223593/25-8, Заявлено 04 03 68, Не подлежит опубл в откр печати], в якому енергія вводиться в зону обробки неперервно, а інструментом обробки є електрична дуга Даний спосіб може бути застосований для розмірної обробки електричною дугою стержнів Для забезпечення задовільної якості обробленої поверхні стержня при обробці на електричну дугу діють потужним потоком робочої рідини, яку прокачують під технологічним тиском крізь торцевий міжелектродний зазор за напрямком від центру до периферії електрода-інструмента, тобто використовують спосіб однозонного прямого прокачування Однак, технологічні можливості відомого способу суттєво обмежені відносним діаметром оброблюємого стержня D/d (де D - діаметр вихідної заготовки, d - діаметр стержня), який лежить у межах 1,05 < D/d 1,5 на периферійній частині торцевої поверхні заготовки спостерігаються значне погіршення якості обробки та сліди оплавлення металу, а точність обробки деталі вцілому зменшується Даний негативний ефект пов'язаний з тим, що електрична дуга при застосуванні даного способу прокачування горить на різних ділянках торцевого міжелектродного зазора в різних гідродинамічних умовах в центральній частині зазора, де швидкість потоку найбільша, дуга більш стиснута і, як результат цього, на даній ДІЛЯНЦІ спостерігається низька шорсткість обробленої торцевої поверхні, на периферійній частині зазора, де швидкість суттєво нижче (вона зменшується, з одного боку, пропорційно підвищенню відносного діаметра стержня D/d, а з другого боку за рахунок підвищення торцевого міжелектродного зазору в напрямку вилучення продуктів ерозії із торцевого зазора, тобто в на а = 10 45° відносно напрямку подачі електрода-шструмента О 44970 прямкутечм потоку в торцевому зазорі), дуга менш стиснута і за енергетичними параметрами наближається до зварювальної, яка, як відомо, не може бути застосована для розмірної обробки Задачею даного винаходу є розширення технологічних можливостей способу розмірної обробки стержнів електричною дугою за рахунок удосконалення способу прокачування робочої рідини крізь торцевий міжелектродний зазор в напрямку "вирівнювання" гідродинамічного режиму потоку в ньому Дана задача вирішується у відомому способі розмірної обробки стержнів електричною дугою з прокачуванням робочої рідини крізь торцевий міжелектродний зазор за рахунок того, що обробку здійснюють при однозонному способі комбінованого зворотного прокачування, який характеризується напрямком течи потоку на периферійній частині зазора до центру електрода-інструмента (зворотнє прокачування), а в центральній частині зазора - від центру електрода-інструмента (пряме прокачування) Крім того, обробку здійснюють при дискретному регулюванні в радіальному напрямку координати осі каналу вилучення потоку із торцевого міжелектродного зазора Більш ТОГО, обробку здійснюють при нахиленні каналу вилучення потоку із торцевого зазора на гострий кут а = 10 45° відносно напрямку подачі електрода-інструмента На приведених фігурах зображено схеми реалізації процеса обробки стержнів електричною дугою із застосуванням однозонного способу комбінованого зворотного прокачування, коли канал вилучення потоку із торцевого зазору паралелей напрямку подачі електрода-інструмента (фіг 1), та коли даний канал розташовано під гострим кутом відносно напрямку подачі електрода-інструмента (фіг 2) Для розмірного формоутворення електричною дугою циліндричної поверхні 1 стержня діаметром d із вихідної заготовки 2 діаметром D (фіг 1) в еле 3 5 6 ктроді-інструменті 3 виконують канал 4 для вилучення потоку робочої рідини із торцевого зазора 5 та закріплюють в пристосуванні на шпинделі електроерозійного верстата (на кресленні не показано) Електричну дугу 6 збуджують в торцевому зазорі 5 в потужному поперечному гідродинамічному потоці робочої рідини, яка тече на периферійній частині зазора за напрямком від до центру електрода-інструмента, а в центральній частині зазора від центру електрода-інструмента Завдяки зустрічному напрямку течи потоків робочої рідини в торцевому зазорі та асиметричному розташуванні каналу 4 відносно нього, швидкість потоку в торцевому зазорі змінюється у напрямку "вирівнювання" за рахунок збільшення торцевого зазора в напрямку вилучення продуктів ерозії Дискретно регулюючи радіусом R розташування каналу 4 завжди можливо знайти його оптимальне значення, коли задовольняються вимоги відносно якості обробки поверхні 1 стержня та торцевої поверхні заготовки 2 У випадку, коли до якості обробленої поверхні стержня пред'являються більш підвищені вимоги, порівняно до вимог, що пред'являються до торцевої поверхні, доцільно вилучення потоку із торцевого зазора здійснювати як можна ближче до входу потоку в торцевий зазор 3 цією метою обробку здійснюють при нахиленні каналу вилучення потоку на гострий кут а = 10 45° відносно напрямку подачі електрода-інструмента (фіг 2) Використання пропонуємого способу розмірної обробки стержнів електричною дугою, порівняно з відомим, суттєво розширяє його технологічні можливості І ДОЗВОЛЯЄ - розширити діапазон обробки стержнів за відносним діаметром з 1,05
ДивитисяДодаткова інформація
Автори англійськоюBokov Viktor Myhailovych
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23P 6/00
Мітки: електричною, дугою, стрижнів, обробки, розмірної, спосіб
Код посилання
<a href="https://ua.patents.su/3-44970-sposib-rozmirno-obrobki-strizhniv-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки стрижнів електричною дугою</a>
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: спосіб, електричною, конічних, дугою, поверхонь, обробки, розмірної
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: розмірної, спосіб, заготовки, дугою, групи, електричною, монолітної, стержнів, обробки
Формула / Реферат:
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: розмірної, порожнин, дугою, обробки, отворів, електричною, спосіб
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації
Номер патенту: 24439
Опубліковано: 17.07.1998
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: електрод-інструмент, дугою, реалізації, обробки, спосіб, обертання, електричною, тіл
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, який відрізняється тим, що електричну дугу збуджують у міжелектродному зазорі між електродом-заготовкою, яка обертається, і електродом-інструментом, який має поступальні чи дискретні технологічні рухи осьової та радіальної подачі, під технологічним тиском робочої рідини, що подається у міжелектродний зазор крізь канал у електроді-інструменті.2. Спосіб за п.1, який відрізняється тим, що...
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович, Карпенко Лариса Володимірівна
МПК: B23H 1/00
Мітки: спосіб, поверхонь, обробки, електроерозійної, внутрішніх, зовнішніх
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Попередній патент: Спосіб вимірювання рівня рідини та пристрій для його здійснення
Наступний патент: Повітророзподільник
Випадковий патент: Склад евтектичних сплавів і покрить на основі заліза