Спосіб одержання двошарових листів
Номер патенту: 56659
Опубліковано: 15.05.2003
Автори: Суглобов Володимир Васильович, Бобух Іван Олексійович, Александров Ігор Валентинович, Зинов'єв Павло Миколайович
Формула / Реферат
Спосіб одержання пакета для двошарових листів, що включає з'єднання заготівок основного та плакувального шарів герметизуючою рамкою, виконаною з профілю з опуклим поперечним перерізом, наступне нагрівання і прокатку, який відрізняється тим, що герметизуючу рамку накладають на плакувальну заготівку внутрішньою поверхнею, а прокатку здійснюють з обтисненням, збільшеним на товщину герметизуючої рамки.
Текст
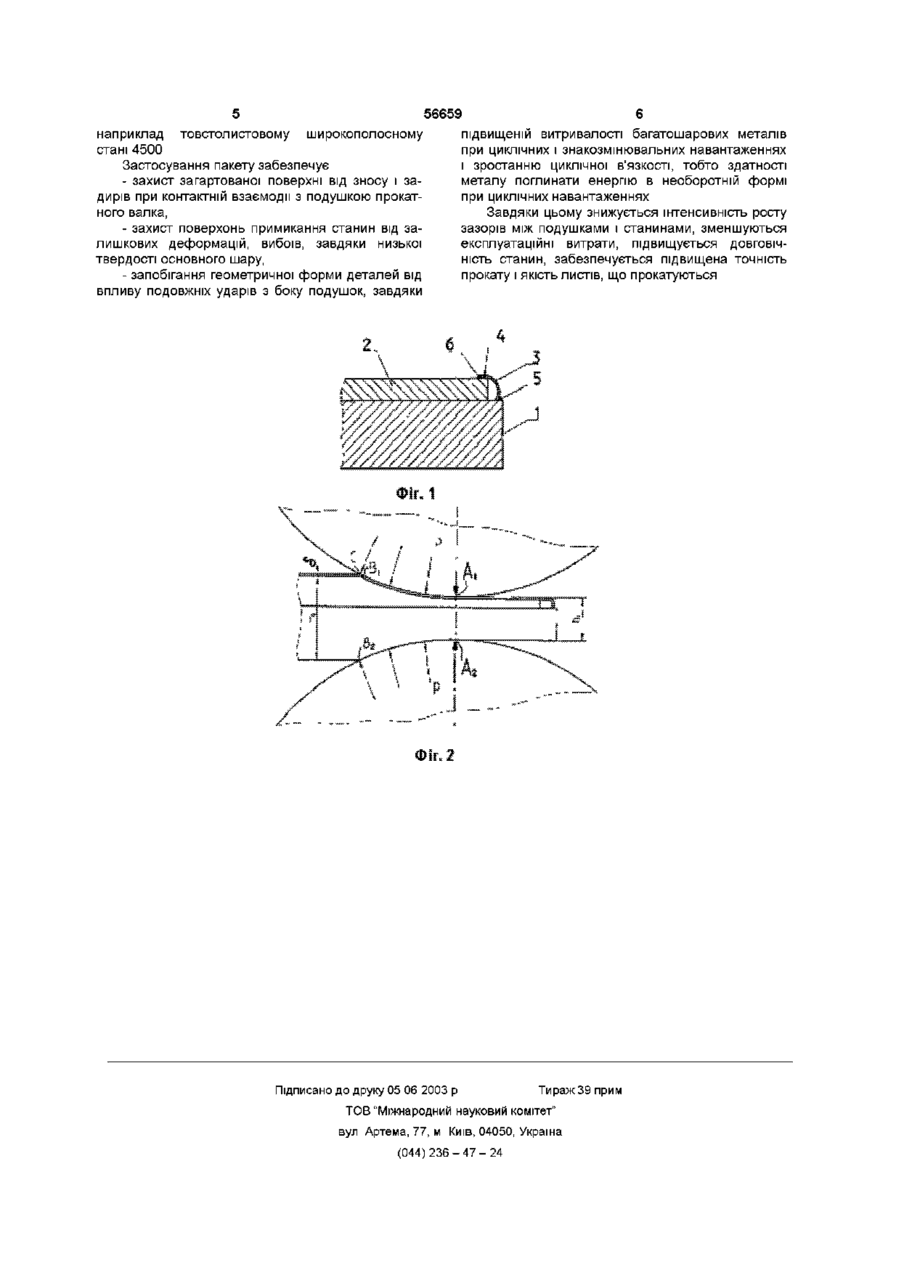
Спосіб одержання пакета для двошарових листів, що включає з'єднання заготівок основного та плакувального шарів герметизуючою рамкою, виконаною з профілю з опуклим поперечним перерізом, наступне нагрівання і прокатку, який відрізняється тим, що герметизуючу рамку накладають на плакувальну заготівку внутрішньою поверхнею, а прокатку здійснюють з обтисненням, збільшеним на товщину герметизуючої рамки Винахід відноситься до галузей промисловості, які виробляють різні композиції біметалів, переважно в металургії і може бути використане при виготовленні плакованих листів способом прокатки з попереднім нагріванням заготівок Відомий пакет для одержання двошарових листів, у якому заготівки основного та плакуючего шарів, з'єднують зварюванням з використанням герметизуючої рамки, потім нагрівають і прокатують (див авторське посвідчення СРСР №812478 B23D20/00) Отриманий пакет характеризується довільним розкриванням у процесі нагрівання і прокатки внаслідок руйнування зварених швів, що з'єднують рамку з заготівками під впливом залишкових внутрішніх напружень у зварених швах, які виникають при зварюванні елементів, що з'єднуються, великої твердості, а також напруг нерівномірної деформації при нагріванні і прокатці пакета Найбільш близьким до пропонованого по технічному рішенню є пакет для одержання багатошарових листів, у якому використовують герметизуючу рамку, виконану з профілю з опуклим поперечним перерізом, що приварюють до заготівок основного шару, нагрівають і прокатують (див авторське посвідчення СРСР №1117166, B23D20/00) У пакеті, отриманому зазначеним способом, незважаючи на зменшення напруженого стану герметизуючої рамки і її зварених швів при нагріванні і прокатці пакета за рахунок зміни опуклості профілю в поперечному напрямку, зберігається основний недолік, що складається в крапковому розкриванні основного та плакуючего шарів, що збільшує витрати металу основного та плакуючего шарів, і зменшує вихід придатного біметалу В основу винаходу поставлено завдання удосконалити спосіб одержання пакета для двошарових листів, у якому за рахунок зміни умов здійснення дій, запобігається розкривання пакета при нагріванні і прокатці і виключається крайкове розшарування готової продукції, що істотно підвищить якість двошарових листів Для рішення поставленої задачі в способі одержання пакета для двошарових листів, що МІСІТЬ з'єднання заготівок основного та плакуючего шарів герметизуючую рамкою, виконаною з профілю з опуклим поперечним перерізом, наступне нагрівання і прокатку, ВІДПОВІДНО ДО винаходу, герметизуючу рамку накладають на заготівку, що плакує, внутрішньою поверхнею, а прокатку здійснюють з обтисненням, збільшеним на товщину герметизуючої рамки Положення герметизуючої рамки стосовно поверхні шару, що плакує, дозволить при прокатці з обтисненням збільшеним на товщину рамки підвищити схоплювання рамки із шаром, що плакує, і плакуючего шару з основним металом за рахунок збільшення обтиснення крайок по всьому периметрі пакета Суть винаходу пояснюється кресленнями, де на фиг 1 показане поперечний переріз пропонованого пакета, на фіг 2 - поздовжній переріз пакету Пакет містить заготівку основного шару 1 і заготівку плакуючего шару 2 з'єднаних між собою герметизуючою рамкою 3 з опуклим профілем, що своєю внутрішньою поверхнею 4 накладена на шар, що плакує Для забезпечення герметичності ю (О (О ю 56659 зуючої рамки (^ 25) і за рахунок зменшення товпакета і його механічної МІЦНОСТІ рамка з єднана з щини рамки заготівками зварювальними швами 5, 6 Конструкція пакета дозволяє виключити розгеПісля ПІДГОТОВКИ широких граней основного рметизацію пакета як у процесі його нагрівання, шару 1, що з'єднуються, і плакуючего шару 2 та так і при прокатці, виключити відшарування по їхнього складання з герметизуючою опуклою рамбічним і торцовим крайкам біметалічних листів, кою 3, виконується приварка герметизуючої рамки зменшити непродуктивні втрати металу, а також до заготівки основного шару кутовими швами 5 по знизити витрату металу на виготовлення герметипериметру рамки Потім приварюють рамку кутозуючих рамок вим швом 6, рівним товщині рамки до верхньої поверхні плакуючего шару 2 При цьому внутрішня Одержання пакета здійснюється в такий споповерхня рамки 4 притискається до верхньої посіб верхні заготівки, що плакує Зусилля, які виникаДля виробництва заготівок лицювальних плають у зварювальних швах 5 і 6 у процесі їхньої нок станин робітничих клітей і подушок використокристалізації, викликають деформацію рамки, яка вують як основний шар сляби, ВІДЛИТІ на машині неруйнується унаслідок її великої піддатливості безупинного лиття заготівок (МБЛЗ) з м'якого незагартованого металу, наприклад зі сталей Ст 2кп, При нагріванні пакету перед прокаткою відбуСталь 20 чи Ст 3 з розмірами 250 х 1550 х вається зміна геометричних розмірів всіх елемен2000 3000мм, чи катаних слябів тих же розмірів тів пакету збільшення товщини і довжини основДля плакуючего шару використовують пластини з ного та плакуючего шарів, зміна кривизни і гартуємого тяжкодеформуємого металу, напридовжини рамки Зміна кривизни поперечного переклад зі сталі 55Г, 65Г, 65ГФА розмірами 50 65 х різу рамки сприяє запобіганню руйнування зварю1400x1850 2850мм вальних швів і розгерметизації пакета при нагріванні Сляби основного шару і пластини плакуючего У процесі прокатки в осередку деформації під шару піддають з боку однієї широкої грані суцільвпливом складових сил Р фіг 2, спрямованих перному абразивному зачищенню напільними машипендикулярно широким площинам, відбувається нами Як рамку використовують куточки зі сталі зменшення товщини основного та плакуючего шамарки Ст Зсп із висотою полиці рівною товщині рів, деформація поперечного перерізу рамки, а пластини, що плакує також зменшення товщини герметизуючої рамки З, Зачищені широкі грані слябів і пластин, що накладеної на плакуючий шар 2 При цьому на плакують, промивають і знежирюють, наприклад ДІЛЯНЦІ С-іВі в осередок деформації А1В1В2А2 спобензином марки Б-70, після чого роблять складанчатку попадає стовщена крайка пакета (5), що ня пакетів у наступній ПОСЛІДОВНОСТІ На підготовутворюється накладеною на плакуючу заготівку лену зачищену поверхню сляба симетрично на герметизуючої рамки рівній відстані від крайок по ширині і довжині укладають очищеною поверхнею плакуючу пластину, Величина деформації стовщеної крайки дона яку по периметру укладають рамку з куточків, статня для схоплювання внутрішньої поверхні ращо взаємодіють із плакуючею пластиною, своєю мки і шару, що плакує При прокатці основної часвнутрішньою поверхнею Потім рамку попередньо тини пакету в осередку деформації величина приварюють ручним зварюванням електродами стискаючих напруг і тиску між основним та плакуУОНИ13/45 катетом не меньш Змм ючим шарами достатні для схоплювання металу між шарами, причому на крайках абсолютне обтиПісля попереднього зварювання пакети переснення (Ah) збільшується на товщину 5 герметидають на стенд автоматичного зварювання, де зуючої рамки процес виконується зварювальним дротом під флюсом АН-348А ГОСТ 9087 Катет торцових зваДп = Но + 5- hi рювальних швів виконують висотою не меньш 0,6 Так при товщині заготівки основного металу 0,8 від товщини плакуючої пластини Так, при товрівної 160мм, товщині шару, що плакує, 40мм, тощині пластини 60мм катет шва складає не меньш вщині герметизуючої рамки 5 = 10мм і товщині 35мм Накладені на плакуючу пластину, внутрібіметалічного листа 50мм абсолютне обтиснення шньою поверхнею утворюючі опуклу рамку куточкрайок складає ки, приварюють до пластини ручним зварюванням Дп = Но + 5 - h i = 160 + 40+ Ю -50 = 160мм, катетом, рівним 0,8 товщини палиці куточка відносне обтиснення Дп / Но = 8 Отриманий у такий спосіб пакет допускає вільне переміщення металу плакуючої пластини, щодо Абсолютне обтиснення пакету сляба в межах різниці витяжок при першому обтиДп = Ho+hi = 160 + 4 0 - 5 0 = 150мм, сненні пакета в прокатних валках, коли відбувавідносне обтиснення ється схоплювання металу між шарами, причому Дп / Но = 0,75 на крайках абсолютне обтиснення збільшене на Збільшення відносного обтиснення крайок на товщину рамки обрамлення (80 х 80 х 8-В ГОСТ 5% з 0,75 до 0,80 забезпечує гарну якість товсто8509-93) тобто з 60мм до 68мм Відносне обтислистового біметалу, при його виготовленні, напринення при цьому збільшується з 20% до 22,6%, що клад, на спеціалізованому стані 4500 при початковій температурі прокатки 1200°С заЦя умова дотримується і при прокатці передбезпечує підвищення МІЦНОСТІ схоплювання на ньої і задньої крайки пакета При цьому герметизукрайці біметалічного пакету на 4,4 - 5% Сумарне юча рамка переважно деформується в напрямку відносне обтиснення складає 73 - 89%, що забезпрокатки за рахунок збільшення опуклості її попепечує гарну якість товстолистового біметалу по речного перерізу, а після досягнення товщини суцільністі при прокатці на спеціалізованому стані, плакуючего шару, рівної двом товщинам гермети 56659 підвищеній витривалості багатошарових металів наприклад товстолистовому широкополосному при циклічних і знакозмінювальних навантаженнях стані 4500 і зростанню циклічної в'язкості, тобто здатності Застосування пакету забезпечує металу поглинати енергію в необоротній формі - захист загартованої поверхні від зносу і запри циклічних навантаженнях дирів при контактній взаємодії з подушкою прокатного валка, Завдяки цьому знижується інтенсивність росту зазорів між подушками і станинами, зменшуються - захист поверхонь примикання станин від заексплуатаційні витрати, підвищується ДОВГОВІЧлишкових деформацій, вибоїв, завдяки низької НІСТЬ станин, забезпечується підвищена точність твердості основного шару, прокату і якість листів, що прокатуються - запобігання геометричної форми деталей від впливу подовжніх ударів з боку подушок, завдяки Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making two-layer sheets
Автори англійськоюAleksandrov Ihor Valentynovych, Bobukh Ivan Oleksiiovych, Suhlobov Volodymyr Vasyliovych
Назва патенту російськоюСпособ получения двухслойных листов
Автори російськоюАлександров Игорь Валентинович, Бобух Иван Алексеевич, Суглобов Владимир Васильевич
МПК / Мітки
МПК: B21D 22/00
Мітки: спосіб, двошарових, одержання, листів
Код посилання
<a href="https://ua.patents.su/3-56659-sposib-oderzhannya-dvosharovikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання двошарових листів</a>
Потокова лінія для збирання та зварювання пакетів для вироблення двошарових листів
Номер патенту: 2798
Опубліковано: 26.12.1994
Автори: Сумський Євген Ілліч, Роганський Іван Юхимович, Скороход Микола Михайлович, Димитров Назарей Вікторович, Рибінов Володимир Артемійович, Васильчишин Ярослав Гаврилович, Бородін Леонід Олександрович
МПК: B23K 20/04
Мітки: збирання, потокова, зварювання, вироблення, лінія, листів, двошарових, пакетів
Формула / Реферат:
Поточная линия при сборке и сварке пакетов для производства двухслойных листов, содержащая установленные по ходу технологического процесса и соединенные между собой транспортными средствами устройство для сборки пакетов и сварочные установки, отличающаяся тем, что она снабжена дополнительными (2...8) сварочными установками, каждая из которых выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с...
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Тарасов Віктор Іванович, Бондаренко Микола Андрійович, Диордиця Сергій Васильович, Міллєр Віктор Вікторович, Глоба Микола Ілліч, Локтіонов Петро Якович, Хорошілов Микола Макарович, Луценко Віктор Олександрович, Антипенко Валентин Григорович
МПК: B23K 20/04
Мітки: біметалевих, одержування, пакет, листів
Формула / Реферат:
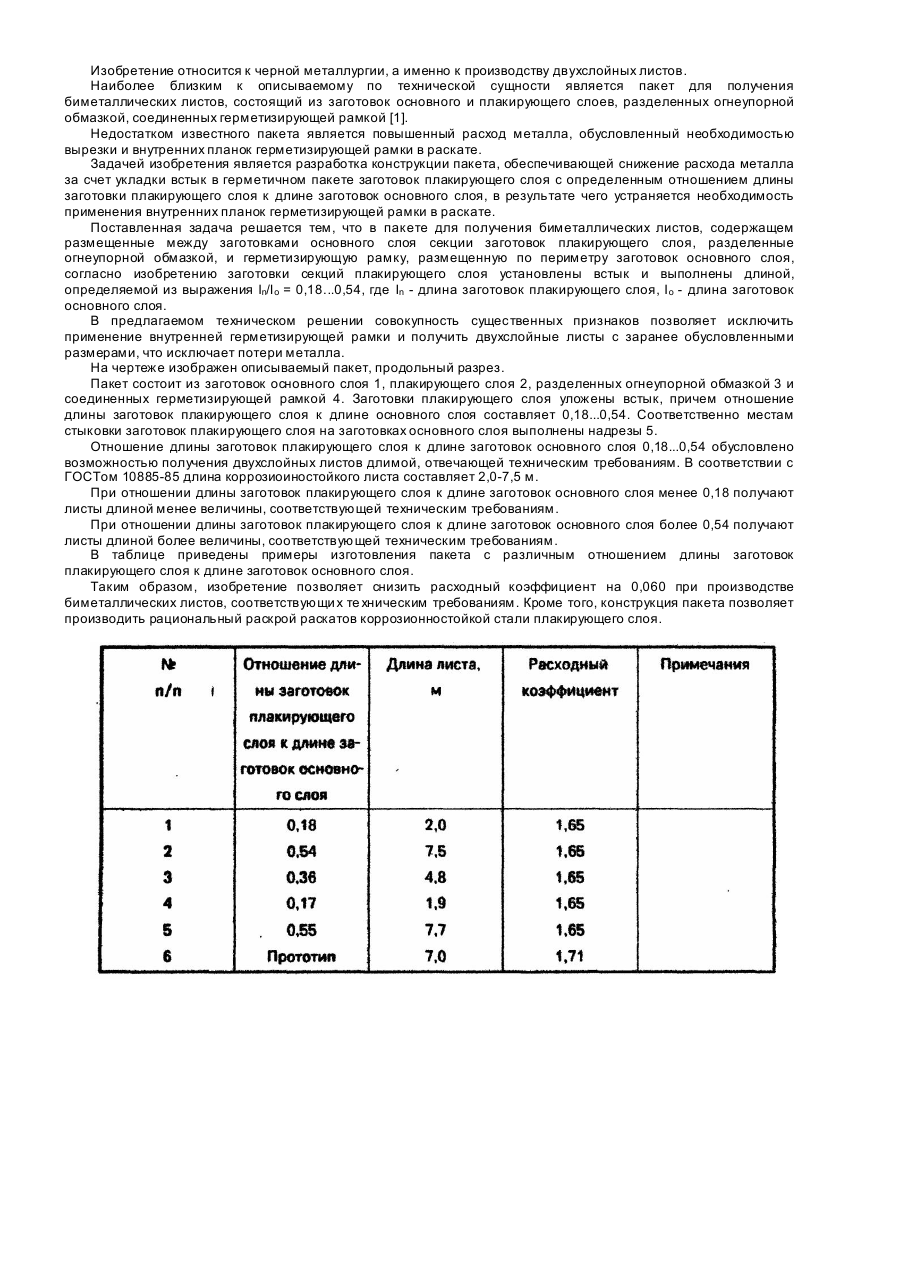
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб виробництва тришарових листів
Номер патенту: 8260
Опубліковано: 29.03.1996
Автори: Бондаренко Микола Андрійович, Тарасов Віктор Іванович, Цодік Сергій Васильович, Локтіонов Петро Якович, Хорошілов Микола Макарович, Міллєр Віктор Вікторович, Антипенко Валентин Григорович, Диордиця Сергій Васильович, Глоба Микола Ілліч
МПК: B32B 37/00
Мітки: спосіб, листів, тришарових, виробництва
Формула / Реферат:
Способ производства трехслойных листов, включающий укладку плакирующих и промежуточной заготовок в пакет, нагрев и пластическое деформирование собранного пакета, отличающийся тем, что в качестве промежуточной заготовки используют протравленную заготовку из углеродистой стали толщиной, равной 2...4 толщинам плакирующих заготовок, а на наружную поверхность плакирующих заготовок наносят разделительную обмазку.
Спосіб розміщення металевих листів на залізничній платформі
Номер патенту: 50067
Опубліковано: 15.10.2002
Автор: Петрухін Володимир Миколайович
МПК: B61D 3/16
Мітки: металевих, розміщення, спосіб, платформи, залізничний, листів
Формула / Реферат:
Спосіб розміщення металевих листів на залізничній платформі, що включає їх розміщення на вантажонесучих опорах в похилому положенні, який відрізняється тим, що верхні ребра листів розміщують на висоті від 4000 мм до 5300 мм від рівня головки рейки з виходом за габарит навантаження, а площини листів розміщують під кутом від 30° до 55° до вертикалі таким чином, що елементи вантажонесучої опори кріплення нижнього краю листів виходять за боковий...
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Диордиця Сергій Васильович, Скороход Микола Михайлович, Міронов Євген Костянтинович, Гребєнюков Анатолій Васильович, Локтіонов Петро Якович, Хорошілов Микола Макарович, Міллєр Віктор Вікторович, Гєрмашов Юрій Володимирович
МПК: B21B 1/38
Мітки: листів, спосіб, виготовлення, металевих, пакети, тонких, прокаткою
Формула / Реферат:
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Попередній патент: Спосіб відновлення деформованих будівель, розташованих на зсувних схилах
Наступний патент: Роликовий шарнір
Випадковий патент: Установка для переробки політетрафторетілену