Спосіб виробництва тришарових листів
Номер патенту: 8260
Опубліковано: 29.03.1996
Автори: Глоба Микола Ілліч, Цодік Сергій Васильович, Хорошілов Микола Макарович, Диордиця Сергій Васильович, Бондаренко Микола Андрійович, Антипенко Валентин Григорович, Тарасов Віктор Іванович, Локтіонов Петро Якович, Міллєр Віктор Вікторович
Формула / Реферат
Способ производства трехслойных листов, включающий укладку плакирующих и промежуточной заготовок в пакет, нагрев и пластическое деформирование собранного пакета, отличающийся тем, что в качестве промежуточной заготовки используют протравленную заготовку из углеродистой стали толщиной, равной 2...4 толщинам плакирующих заготовок, а на наружную поверхность плакирующих заготовок наносят разделительную обмазку.
Текст
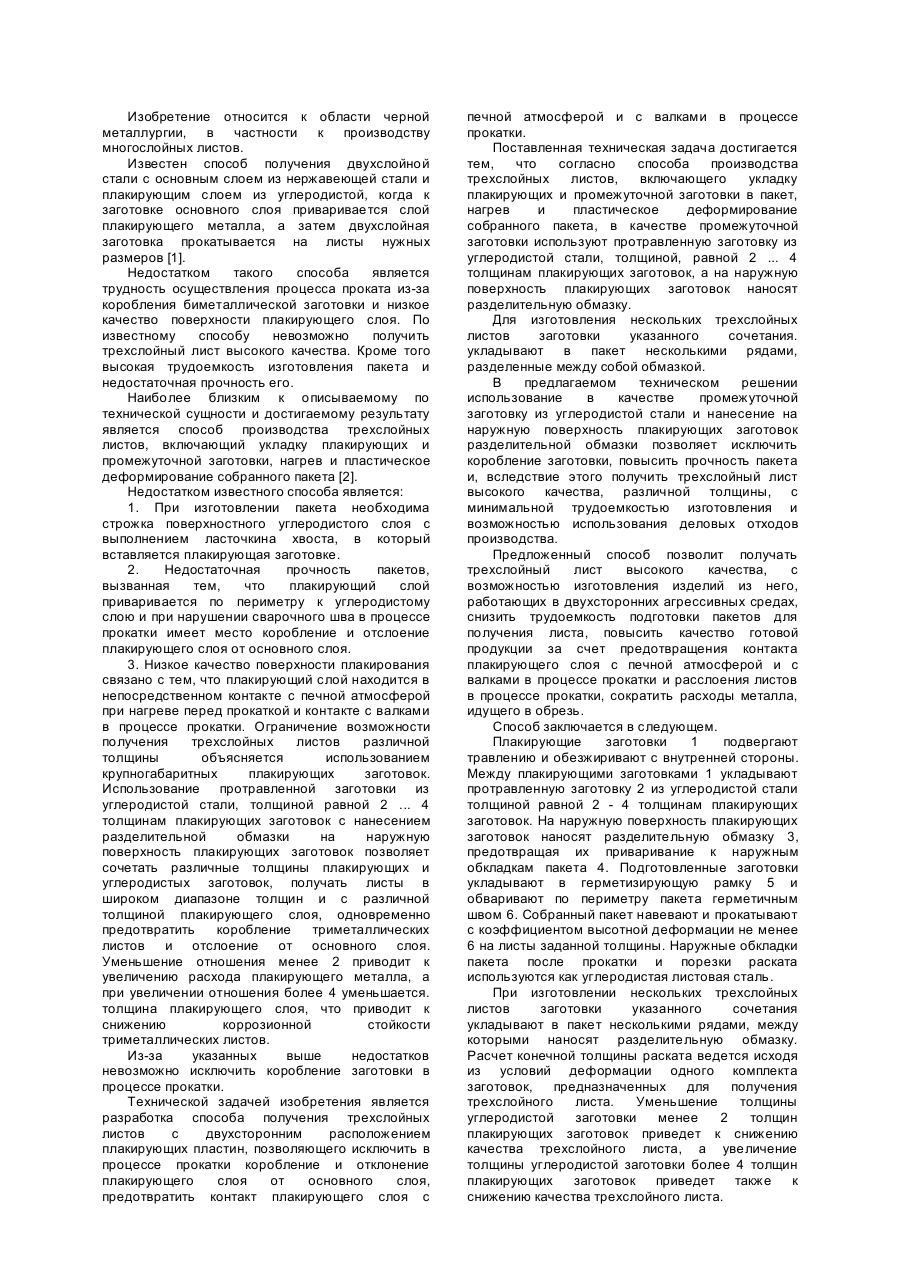
Изобретение относится к области черной металлургии, в частности к производству многослойных листов. Известен способ получения двухслойной стали с основным слоем из нержавеющей стали и плакирующим слоем из углеродистой, когда к заготовке основного слоя приваривается слой плакирующего металла, а затем двухслойная заготовка прокатывается на листы нужных размеров [1]. Недостатком такого способа является трудность осуществления процесса проката из-за коробления биметаллической заготовки и низкое качество поверхности плакирующего слоя. По известному способу невозможно получить трехслойный лист высокого качества. Кроме того высокая трудоемкость изготовления пакета и недостаточная прочность его. Наиболее близким к описываемому по технической сущности и достигаемому результату является способ производства трехслойных листов, включающий укладку плакирующих и промежуточной заготовки, нагрев и пластическое деформирование собранного пакета [2]. Недостатком известного способа является: 1. При изготовлении пакета необходима строжка поверхностного углеродистого слоя с выполнением ласточкина хвоста, в который вставляется плакирующая заготовке. 2. Недостаточная прочность пакетов, вызванная тем, что плакирующий слой приваривается по периметру к углеродистому слою и при нарушении сварочного шва в процессе прокатки имеет место коробление и отслоение плакирующего слоя от основного слоя. 3. Низкое качество поверхности плакирования связано с тем, что плакирующий слой находится в непосредственном контакте с печной атмосферой при нагреве перед прокаткой и контакте с валками в процессе прокатки. Ограничение возможности получения трехслойных листов различной толщины объясняется использованием крупногабаритных плакирующих заготовок. Использование протравленной заготовки из углеродистой стали, толщиной равной 2 ... 4 толщинам плакирующих заготовок с нанесением разделительной обмазки на наружную поверхность плакирующих заготовок позволяет сочетать различные толщины плакирующих и углеродистых заготовок, получать листы в широком диапазоне толщин и с различной толщиной плакирующего слоя, одновременно предотвратить коробление триметаллических листов и отслоение от основного слоя. Уменьшение отношения менее 2 приводит к увеличению расхода плакирующего металла, а при увеличении отношения более 4 уменьшается. толщина плакирующего слоя, что приводит к снижению коррозионной стойкости триметаллических листов. Из-за указанных выше недостатков невозможно исключить коробление заготовки в процессе прокатки. Технической задачей изобретения является разработка способа получения трехслойных листов с двухсторонним расположением плакирующих пластин, позволяющего исключить в процессе прокатки коробление и отклонение плакирующего слоя от основного слоя, предотвратить контакт плакирующего слоя с печной атмосферой и с валками в процессе прокатки. Поставленная техническая задача достигается тем, что согласно способа производства трехслойных листов, включающего укладку плакирующих и промежуточной заготовки в пакет, нагрев и пластическое деформирование собранного пакета, в качестве промежуточной заготовки используют протравленную заготовку из углеродистой стали, толщиной, равной 2 ... 4 толщинам плакирующих заготовок, а на наружную поверхность плакирующих заготовок наносят разделительную обмазку. Для изготовления нескольких трехслойных листов заготовки указанного сочетания. укладывают в пакет несколькими рядами, разделенные между собой обмазкой. В предлагаемом техническом решении использование в качестве промежуточной заготовку из углеродистой стали и нанесение на наружную поверхность плакирующих заготовок разделительной обмазки позволяет исключить коробление заготовки, повысить прочность пакета и, вследствие этого получить трехслойный лист высокого качества, различной толщины, с минимальной трудоемкостью изготовления и возможностью использования деловых отходов производства. Предложенный способ позволит получать трехслойный лист высокого качества, с возможностью изготовления изделий из него, работающих в двухсторонних агрессивных средах, снизить трудоемкость подготовки пакетов для получения листа, повысить качество готовой продукции за счет предотвращения контакта плакирующего слоя с печной атмосферой и с валками в процессе прокатки и расслоения листов в процессе прокатки, сократить расходы металла, идущего в обрезь. Способ заключается в следующем. Плакирующие заготовки 1 подвергают травлению и обезжиривают с внутренней стороны. Между плакирующими заготовками 1 укладывают протравленную заготовку 2 из углеродистой стали толщиной равной 2 - 4 толщинам плакирующих заготовок. На наружную поверхность плакирующих заготовок наносят разделительную обмазку 3, предотвращая их приваривание к наружным обкладкам пакета 4. Подготовленные заготовки укладывают в герметизирующую рамку 5 и обваривают по периметру пакета герметичным швом 6. Собранный пакет навевают и прокатывают с коэффициентом высотной деформации не менее 6 на листы заданной толщины. Наружные обкладки пакета после прокатки и порезки раската используются как углеродистая листовая сталь. При изготовлении нескольких трехслойных листов заготовки указанного сочетания укладывают в пакет несколькими рядами, между которыми наносят разделительную обмазку. Расчет конечной толщины раската ведется исходя из условий деформации одного комплекта заготовок, предназначенных для получения трехслойного листа. Уменьшение толщины углеродистой заготовки менее 2 толщин плакирующих заготовок приведет к снижению качества трехслойного листа, а увеличение толщины углеродистой заготовки более 4 толщин плакирующих заготовок приведет также к снижению качества трехслойного листа. При уменьшении коэффициента высотной деформации менее 6 не обеспечивается надежное схватывание слоев. Пример осуществления. Плакирующие заготовки толщиной 4мм протравили. После травления контактные поверхности обезжирили и между ними уложили протравленную заготовку из углеродистой стали. На нижнюю заготовку наружной обкладки пакета установили герметизирующую рамку. На внутреннюю поверхность заготовки наружного слоя нанесли разделительную обмазку. Затем на наружную поверхность плакирующей заготовки нанесли разделительную обмазку и накрыли заготовкой наружного слоя. После чего обварили по периметру герметизирующую рамку. При необходимости получения нескольких трехслойных листов указанное сечение заготовок тиражируются по количеству листов с разделением каждого комплекта заготовок разделительной обмазкой. Технический результат от использования способа заключается в получении трехслойных листов высокого качества различной толщины и снижении трудоемкости подготовки пакетов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of fabrication of three-layered sheets
Автори англійськоюMillier Viktor Viktorovych, Tsodik Serhii Vasyliovych, Dyordytsia Serhii Vasyliovych, Bondarenko Mykola Andriiovych, Loktionov Petro Yakovych, Tarasov Viktor Ivanovych, Khoroshylov Mykola Makarovych, Antipenko Valentyn Hryhorovych, Hloba Mykola Illich
Назва патенту російськоюСпособ производства трехслойных листов
Автори російськоюМиллер Виктор Викторович, Цодик Сергей Васильевич, Диордиця Сергей Васильевич, Бондаренко Николай Андреевич, Локтионов Петр Яковлевич, Тарасов Виктор Иванович, Хорошилов Николай Макарович, Антипенко Валентин Григорьевич, Глоба Николай Ильич
МПК / Мітки
МПК: B32B 37/00
Мітки: тришарових, листів, спосіб, виробництва
Код посилання
<a href="https://ua.patents.su/2-8260-sposib-virobnictva-trisharovikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва тришарових листів</a>
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Бондаренко Микола Андрійович, Глоба Микола Ілліч, Локтіонов Петро Якович, Міллєр Віктор Вікторович, Тарасов Віктор Іванович, Диордиця Сергій Васильович, Луценко Віктор Олександрович, Антипенко Валентин Григорович, Хорошілов Микола Макарович
МПК: B23K 20/04
Мітки: пакет, одержування, біметалевих, листів
Формула / Реферат:
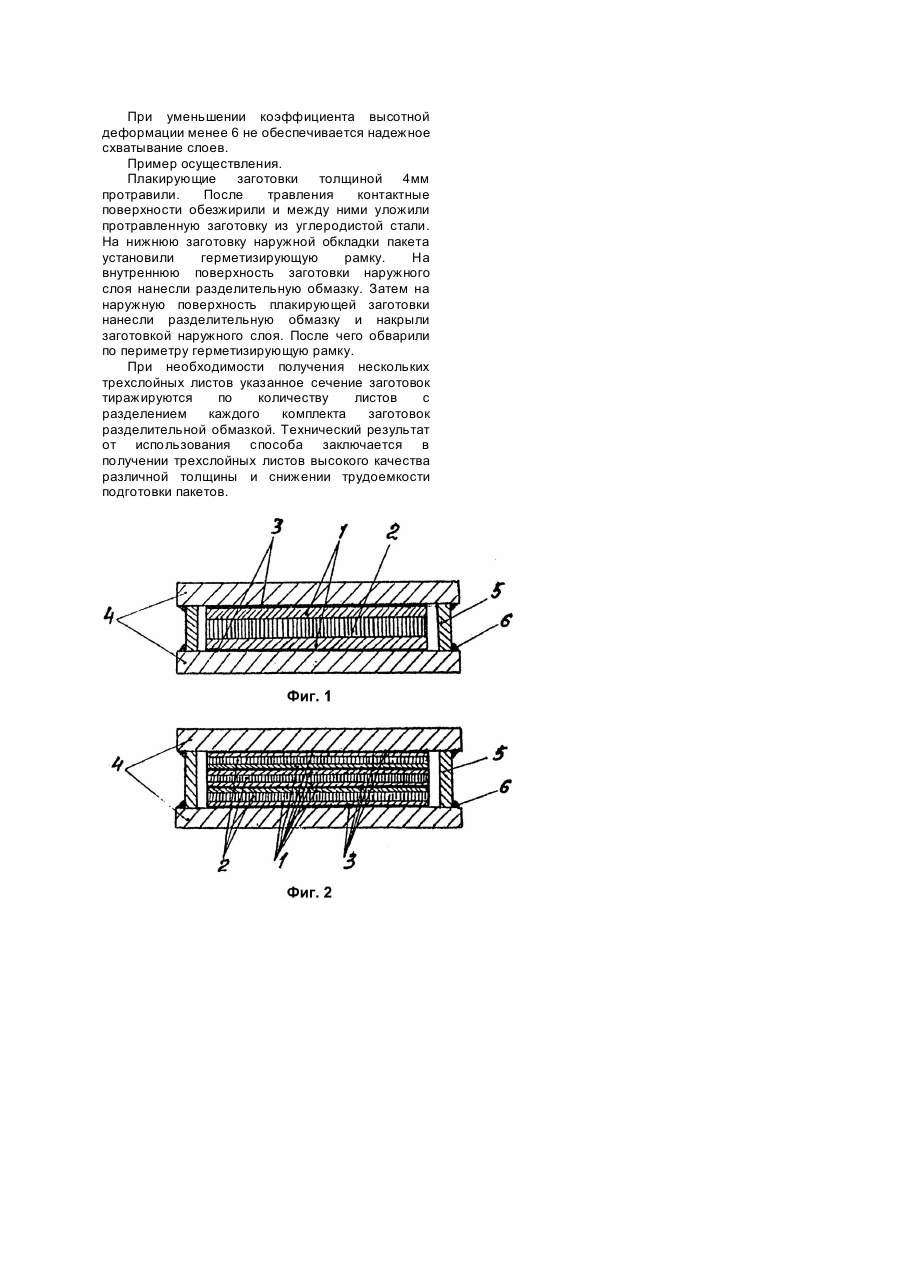
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Міллєр Віктор Вікторович, Міронов Євген Костянтинович, Шульженко Віктор Васильович, Соловьйов Дмитро Володимирович, Хорошілов Микола Макарович, Проценко Юрій Юрійович
МПК: B21B 1/38
Мітки: спосіб, товстих, листів, виробництва
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Феофілактов Андрій Вікторович, Мітьєв Анатолій Петрович, Горелік Вадім Семенович, Байков Євген Вікторович, Кліменко Ігор Валентинович
МПК: B21B 1/22
Мітки: прокатки, смуг, спосіб, листів
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб прокатки листів та смуг
Номер патенту: 7905
Опубліковано: 26.12.1995
Автори: Мітьєв Анатолій Петрович, Феофілактов Андрій Вікторович, Кліменко Ігор Валентинович, Байков Євген Вікторович, Горелік Вадім Семенович
МПК: B21B 1/22
Мітки: прокатки, спосіб, листів, смуг
Формула / Реферат:
Способ прокатки листов и полос по авт. св. № 1400676, отличающийся тем, что, с целью повышения качества проката путем шлифования поверхности в процессе прокатки и стабилизации пробуксовки одного из валков, ведомому валку сообщают окружную скорость, направленную противоположно скорости движения полосы; а прокатку ведут с передним натяжением.
Спосіб виготовлення тонких металевих листів прокаткою у пакеті
Номер патенту: 553
Опубліковано: 15.12.1993
Автори: Локтіонов Петро Якович, Гєрмашов Юрій Володимирович, Диордиця Сергій Васильович, Гребєнюков Анатолій Васильович, Хорошілов Микола Макарович, Міллєр Віктор Вікторович, Скороход Микола Михайлович, Міронов Євген Костянтинович
МПК: B21B 1/38
Мітки: пакети, листів, прокаткою, виготовлення, металевих, спосіб, тонких
Формула / Реферат:
1. Способ изготовления тонких металлических листов прокаткой в пакете, включающий укладку заготовок одинаковой толщины и твердости, имеющих между собой разделительный слой, в герметизирующую рамку, соединенную с верхней и нижней плитами оболочки сварными швами, отличающийся тем, что прокатку ведут по поперечной схеме при линейной скорости прокатки в первых двух-трех проходах. не более 0,5-0,8 м/сек, а толщину пакета выбирают равной 0,12-0,23...
Попередній патент: Спосіб одержання бездислокаційних монокристалів кремнію методом безтигельної зонної плавки
Наступний патент: Запобіжна вибухова речовина
Випадковий патент: Спосіб переробки вищої рослинності ставків у органічний субстракт для живлення мікроводоростей та зоопланктону