Спосіб комплектування деталей для складання підшипників ковзання
Номер патенту: 57011
Опубліковано: 10.02.2011
Автори: Резніченко Микола Кирилович, Купріянов Олександр Володимирович, Ламнауер Наталія Юріївна
Формула / Реферат
Спосіб комплектування деталей для складання підшипників ковзання, що включає вимірювання посадочних розмірів деталей, поміщення деталей в накопичувач, комплектування, складання, який відрізняється тим, що в накопичувачі деталі розміщують в пронумерованих комірках, відповідних їх кількості, посадочні розміри сортують за збільшенням, в комплект вибирають деталі з однаковим порядковим номером посадочного розміру після сортування, на складання відправляють комплект з найменшим відхиленням дійсного посадочного розміру від оптимального, потім кількість деталей доповнюють до первинної.
Текст
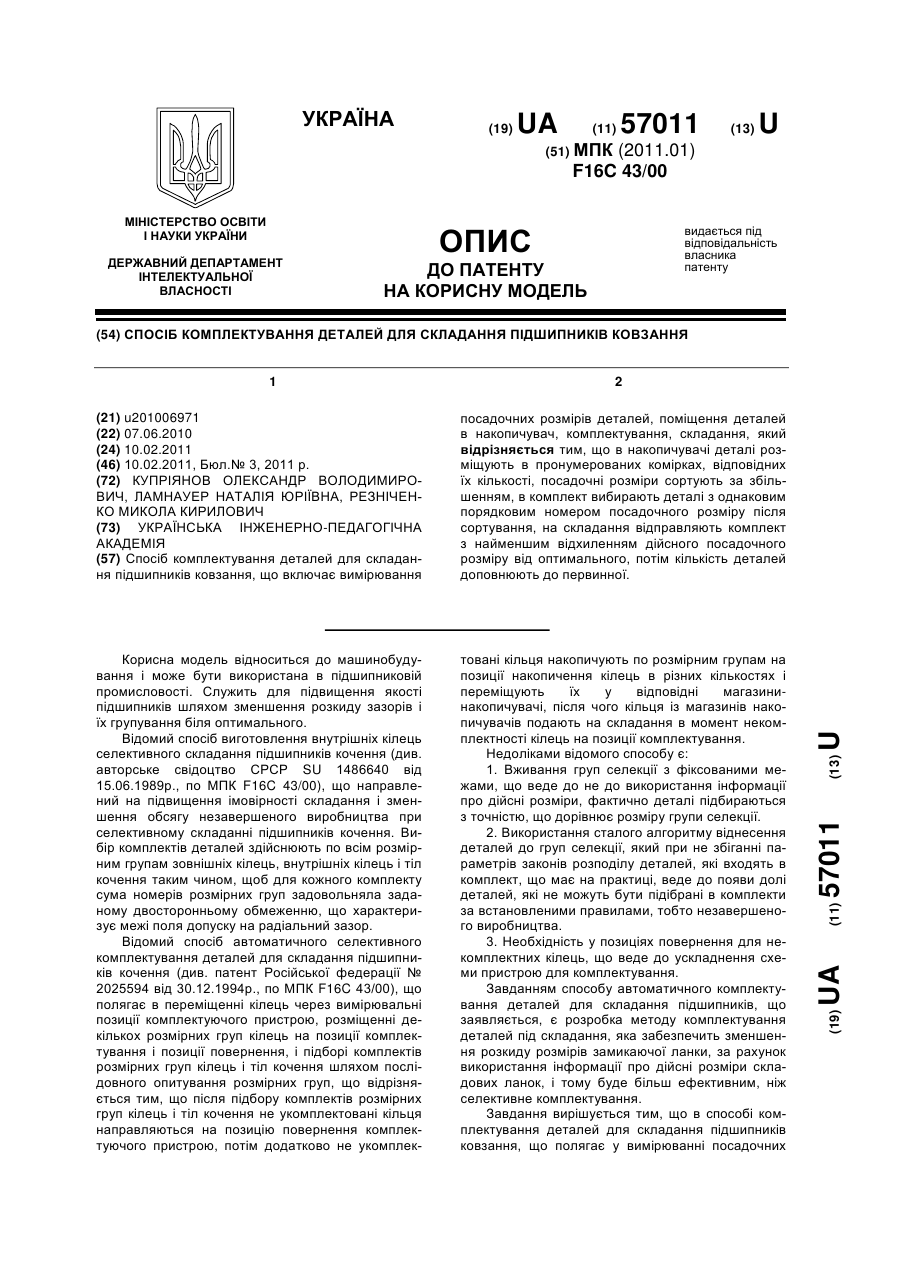
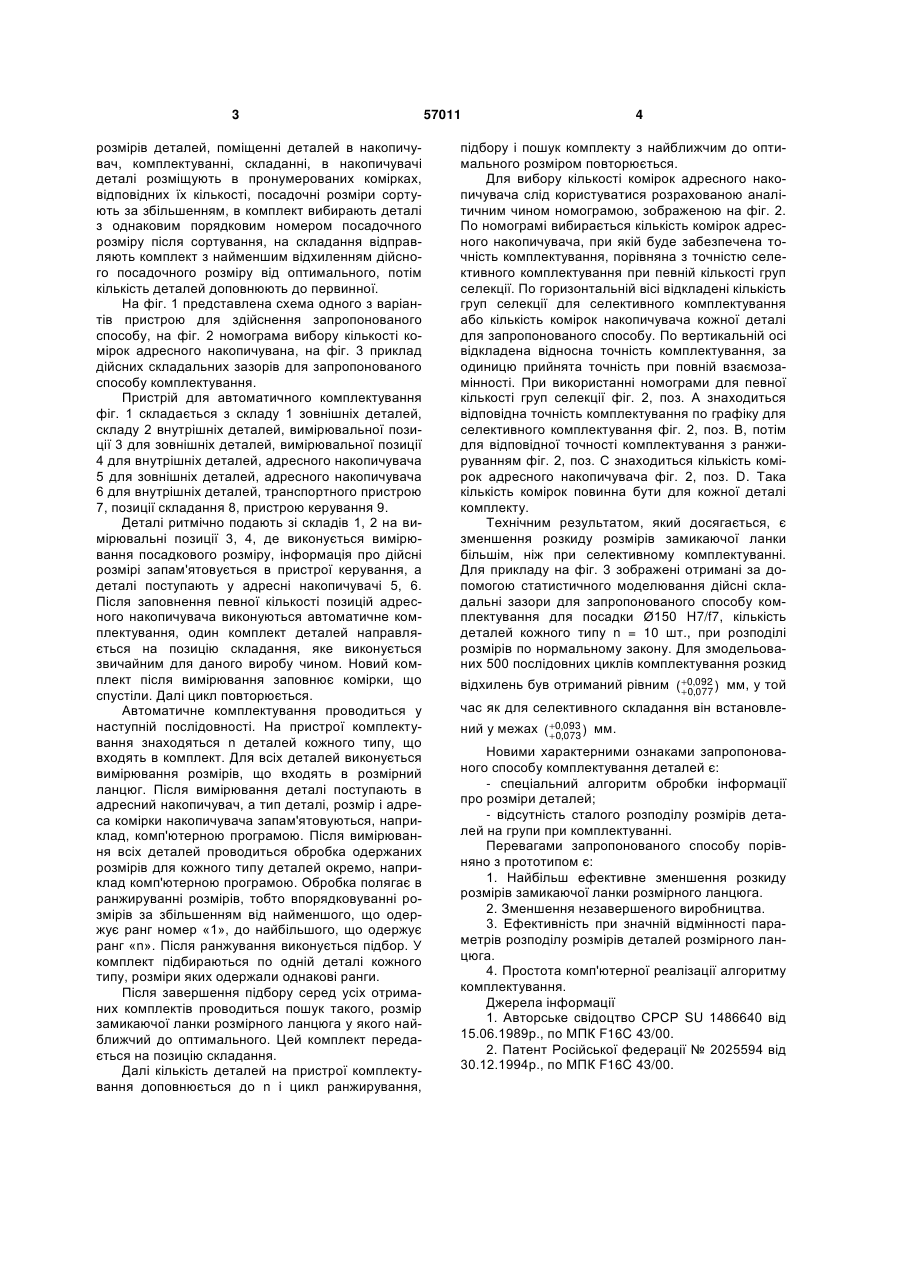
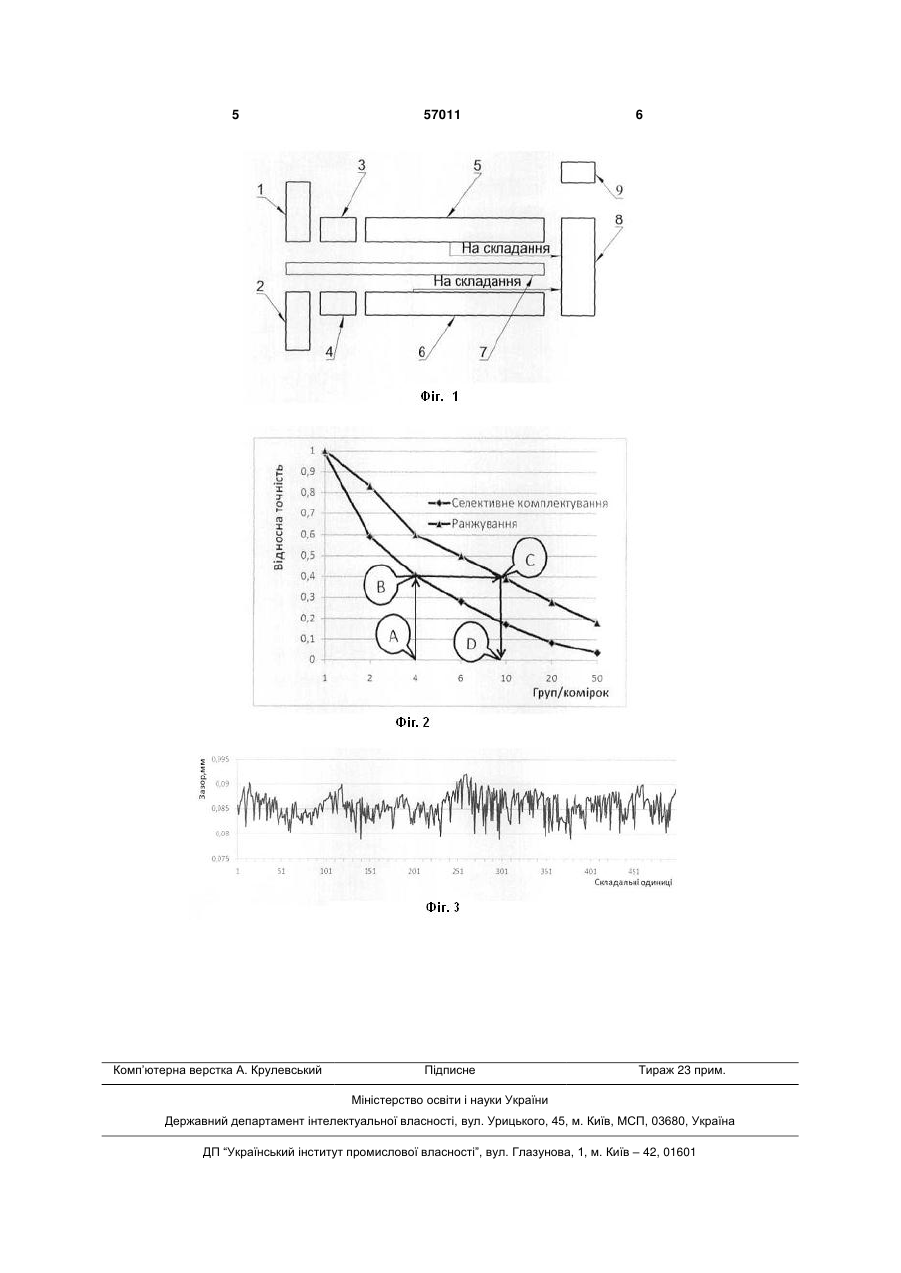
Спосіб комплектування деталей для складання підшипників ковзання, що включає вимірювання 3 розмірів деталей, поміщенні деталей в накопичувач, комплектуванні, складанні, в накопичувачі деталі розміщують в пронумерованих комірках, відповідних їх кількості, посадочні розміри сортують за збільшенням, в комплект вибирають деталі з однаковим порядковим номером посадочного розміру після сортування, на складання відправляють комплект з найменшим відхиленням дійсного посадочного розміру від оптимального, потім кількість деталей доповнюють до первинної. На фіг. 1 представлена схема одного з варіантів пристрою для здійснення запропонованого способу, на фіг. 2 номограма вибору кількості комірок адресного накопичувана, на фіг. 3 приклад дійсних складальних зазорів для запропонованого способу комплектування. Пристрій для автоматичного комплектування фіг. 1 складається з складу 1 зовнішніх деталей, складу 2 внутрішніх деталей, вимірювальної позиції 3 для зовнішніх деталей, вимірювальної позиції 4 для внутрішніх деталей, адресного накопичувача 5 для зовнішніх деталей, адресного накопичувача 6 для внутрішніх деталей, транспортного пристрою 7, позиції складання 8, пристрою керування 9. Деталі ритмічно подають зі складів 1, 2 на вимірювальні позиції 3, 4, де виконується вимірювання посадкового розміру, інформація про дійсні розмірі запам'ятовується в пристрої керування, а деталі поступають у адресні накопичувачі 5, 6. Після заповнення певної кількості позицій адресного накопичувача виконуються автоматичне комплектування, один комплект деталей направляється на позицію складання, яке виконується звичайним для даного виробу чином. Новий комплект після вимірювання заповнює комірки, що спустіли. Далі цикл повторюється. Автоматичне комплектування проводиться у наступній послідовності. На пристрої комплектування знаходяться n деталей кожного типу, що входять в комплект. Для всіх деталей виконується вимірювання розмірів, що входять в розмірний ланцюг. Після вимірювання деталі поступають в адресний накопичувач, а тип деталі, розмір і адреса комірки накопичувача запам'ятовуються, наприклад, комп'ютерною програмою. Після вимірювання всіх деталей проводиться обробка одержаних розмірів для кожного типу деталей окремо, наприклад комп'ютерною програмою. Обробка полягає в ранжируванні розмірів, тобто впорядковуванні розмірів за збільшенням від найменшого, що одержує ранг номер «1», до найбільшого, що одержує ранг «n». Після ранжування виконується підбор. У комплект підбираються по одній деталі кожного типу, розміри яких одержали однакові ранги. Після завершення підбору серед усіх отриманих комплектів проводиться пошук такого, розмір замикаючої ланки розмірного ланцюга у якого найближчий до оптимального. Цей комплект передається на позицію складання. Далі кількість деталей на пристрої комплектування доповнюється до n і цикл ранжирування, 57011 4 підбору і пошук комплекту з найближчим до оптимального розміром повторюється. Для вибору кількості комірок адресного накопичувача слід користуватися розрахованою аналітичним чином номограмою, зображеною на фіг. 2. По номограмі вибирається кількість комірок адресного накопичувача, при якій буде забезпечена точність комплектування, порівняна з точністю селективного комплектування при певній кількості груп селекції. По горизонтальній вісі відкладені кількість груп селекції для селективного комплектування або кількість комірок накопичувача кожної деталі для запропонованого способу. По вертикальній осі відкладена відносна точність комплектування, за одиницю прийнята точність при повній взаємозамінності. При використанні номограми для певної кількості груп селекції фіг. 2, поз. А знаходиться відповідна точність комплектування по графіку для селективного комплектування фіг. 2, поз. В, потім для відповідної точності комплектування з ранжируванням фіг. 2, поз. С знаходиться кількість комірок адресного накопичувача фіг. 2, поз. D. Така кількість комірок повинна бути для кожної деталі комплекту. Технічним результатом, який досягається, є зменшення розкиду розмірів замикаючої ланки більшім, ніж при селективному комплектуванні. Для прикладу на фіг. 3 зображені отримані за допомогою статистичного моделювання дійсні складальні зазори для запропонованого способу комплектування для посадки Ø150 H7/f7, кількість деталей кожного типу n = 10 шт., при розподілі розмірів по нормальному закону. Для змодельованих 500 послідовних циклів комплектування розкид відхиленьбув отриманий рівним ( 0,,092 ) мм, у той 0 077 час як для селективного складання він встановлений у межах ( 0,,093 ) мм. 0 073 Новими характерними ознаками запропонованого способу комплектування деталей є: - спеціальний алгоритм обробки інформації про розміри деталей; - відсутність сталого розподілу розмірів деталей на групи при комплектуванні. Перевагами запропонованого способу порівняно з прототипом є: 1. Найбільш ефективне зменшення розкиду розмірів замикаючої ланки розмірного ланцюга. 2. Зменшення незавершеного виробництва. 3. Ефективність при значній відмінності параметрів розподілу розмірів деталей розмірного ланцюга. 4. Простота комп'ютерної реалізації алгоритму комплектування. Джерела інформації 1. Авторське свідоцтво СРСР SU 1486640 від 15.06.1989р., по МПК F16C 43/00. 2. Патент Російської федерації № 2025594 від 30.12.1994р., по МПК F16C 43/00. 5 Комп’ютерна верстка А. Крулевський 57011 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for completing parts for assemblage of slide bearings
Автори англійськоюKupriianov Oleksandr Volodymyrovych, Lamnauer Natalia Yuriivna, Reznichenko Mykola Kyrylovych
Назва патенту російськоюСпособ комплектования деталей для сборки подшипников скольжения
Автори російськоюКуприянов Александр Владимирович, Ламнауер Наталия Юрьевна, Резниченко Николай Кириллович
МПК / Мітки
МПК: F16C 43/00
Мітки: ковзання, складання, підшипників, деталей, спосіб, комплектування
Код посилання
<a href="https://ua.patents.su/3-57011-sposib-komplektuvannya-detalejj-dlya-skladannya-pidshipnikiv-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб комплектування деталей для складання підшипників ковзання</a>
Спосіб складання деталей типу вал-втулка та пристрій для його реалізації
Номер патенту: 86571
Опубліковано: 12.05.2009
Автор: Зайцев Олексій Дмитрович
МПК: B23P 19/08, B23P 19/06
Мітки: типу, спосіб, пристрій, вал-втулка, деталей, складання, реалізації
Формула / Реферат:
1. Спосіб складання ламких прецизійних деталей типу вал-втулка, який відрізняється тим, що деталі, що підлягають складанню, розміщують коаксіально в горизонтальній площині на мінімальній відстані одна від другої, обом деталям надають поступального руху в технологічному потоці, в процесі якого в охоплюючій деталі створюють вакуум.2. Пристрій для складання ламких прецизійних деталей типу вал-втулка, який містить каркас, встановлений на...
Автоматизований комплекс для складання деталей верху взуття
Номер патенту: 16988
Опубліковано: 15.09.2006
Автори: Драпак Георгій Мефодійович, Горященко Сергій Леонідович
МПК: A43D 111/00
Мітки: верху, комплекс, взуття, автоматизований, деталей, складання
Формула / Реферат:
Автоматизований комплекс для складання деталей верху взуття, що містить накопичувачі, завантажувальні пристрої з захватами та силовими двигунами, який відрізняється тим, що він оснащений автоматизованою швейною машиною, накопичувачами з покроковою подачею двох частин взуття, двома супутниками, верхній з яких закріплений в механізмі переміщення деталей під автоматизованою швейною машиною, а нижній розташований на складальній позиції між...
Спосіб складання підшипника ковзання
Номер патенту: 52651
Опубліковано: 10.09.2010
Автори: Тарельник В'ячеслав Борисович, Тарельник Наталія В'ячеславівна, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: F16C 9/00, F16C 33/04
Мітки: складання, спосіб, ковзання, підшипника
Формула / Реферат:
1. Спосіб складання підшипника ковзання, що полягає в установленні корпусу і вкладишів, які охоплюють вал, в посадочних місцях з подальшим складанням підшипникового вузла, який відрізняється тим, що установлення корпусу і вкладишів в посадочних місцях виконують після того, як принаймні на одну з контактуючих поверхонь корпусу та/або вкладишів підшипника наносять покриття з матеріалів, що мають податливість.2. Спосіб за п. 1, який...
Пристрій для складання під зварювання деталей
Номер патенту: 13728
Опубліковано: 17.04.2006
Автори: Мокін Андрій Олександрович, Атаманов Геннадій Михайлович, Мокін Олександр Васильович, Дяченко Микола Григорович, Тарасов Вячеслав Єгорович, Кухаренко Валерій Іванович
МПК: B23K 31/00
Мітки: складання, пристрій, зварювання, деталей
Формула / Реферат:
1. Пристрій для складання під зварювання деталей, переважно циліндричної форми, що містить корпус, гвинт з рухомим башмаком і опорний башмак, який відрізняється тим, що він оснащений додатковим опорним башмаком і двома гілками ланцюгів, які охоплюють у паралельних поперечних площинах опорні башмаки, при цьому одні кінці гілок закріплені на корпусі за допомогою поздовжньої осі, а другі кінці гілок взаємодіють з зубчастими секторами, жорстко...
Спосіб виготовлення вкладишів підшипників ковзання
Номер патенту: 36405
Опубліковано: 16.04.2001
Автори: Ровенський Олександр Іванович, Тімофєєва Лариса Андріївна, Глушкова Діана Борисівна, Остапчук Віктор Миколайович
МПК: F16C 33/04, C23C 14/32, C23C 14/48, C23C 4/12
Мітки: виготовлення, підшипників, вкладишів, спосіб, ковзання
Текст:
...підшипників ковзання відрізнювальних ознак досягається висока адгезійна міцність всього багатошарового покриття, а також підвищення зносостійкості, експлуатаційного ресурсу з відповідними робочими характеристиками деталей за однаковою для обох випадків (виготовлення та ремонтувідновлення) технологією. Запропонований спосіб виготовлення вкладишів підшипників ковзання здійснюють таким чином. При реалізації запропонованою рішення використовують...
Попередній патент: Вібровідцентрова фільтруюча машина
Наступний патент: Спосіб вимірювання термоелектричних параметрів
Випадковий патент: Затискач хірургічний