Спосіб наплавлення тіл обертання
Номер патенту: 57031
Опубліковано: 10.02.2011
Автори: Гедрович Анатолій Іванович, Хачатуров Роман Олександрович, Дуднікова Юлія Валеріївна
Формула / Реферат
Спосіб наплавлення тіл обертання, що полягає у наплавленні по гвинтовій лінії і супровідному підігріванні, супровідне підігрівання починають на ділянці, діаметрально протилежній початку наплавлення, джерело супровідного підігрівання переміщають у напрямі наплавлення і припиняють підігрівання після проходження джерелом нагріву ділянки DL, що дорівнює
DL=20,35*a*D/Vн*H,
де
а - коефіцієнт температуропровідності, см2/с;
D - діаметр відновлюваної деталі, см;
Vн - швидкість наплавлення, см/з;
Н - крок наплавлення, см,
який відрізняється тим, що вводять примусове охолодження металу шва, що відбувається у діапазоні температур 1100-600 °С.
Текст
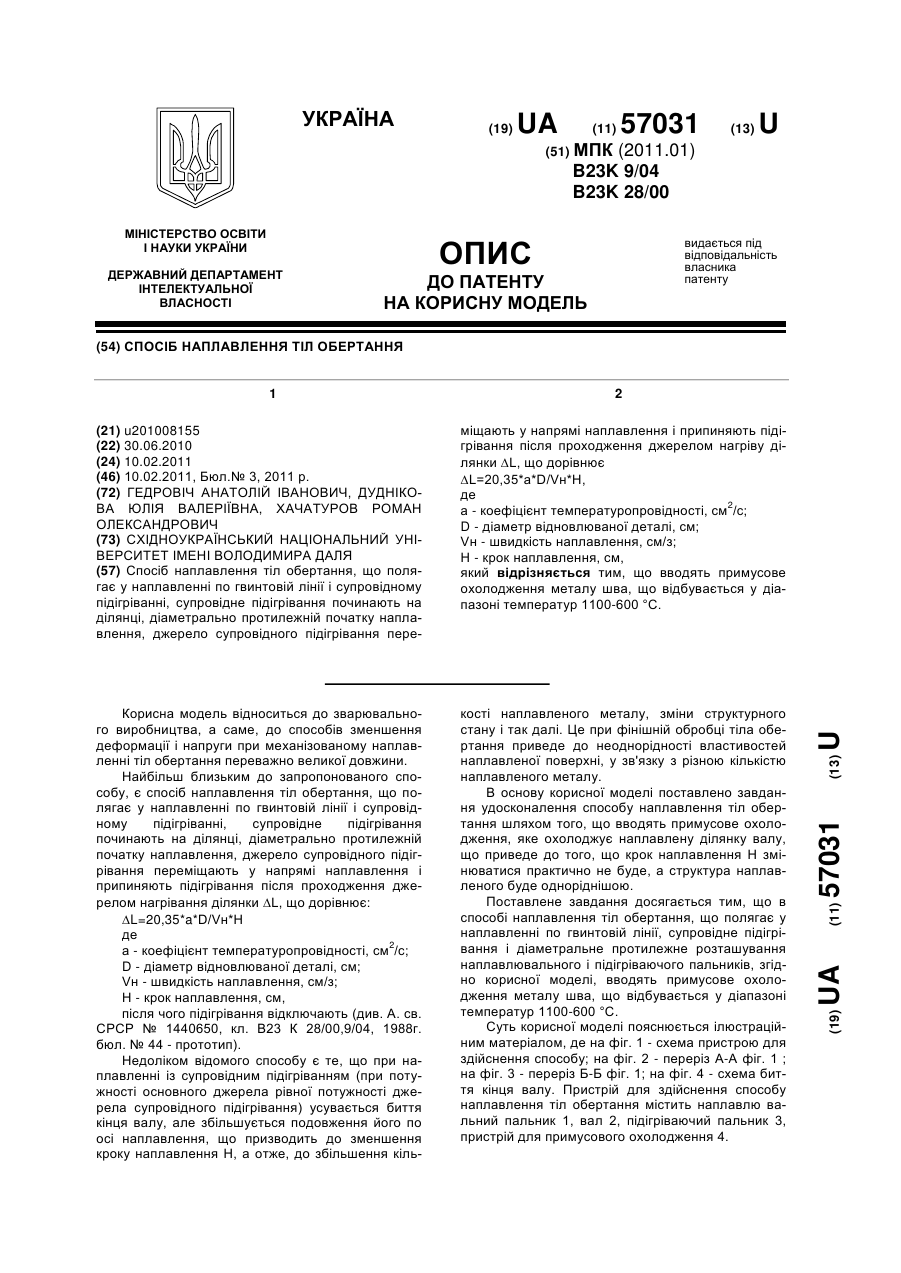
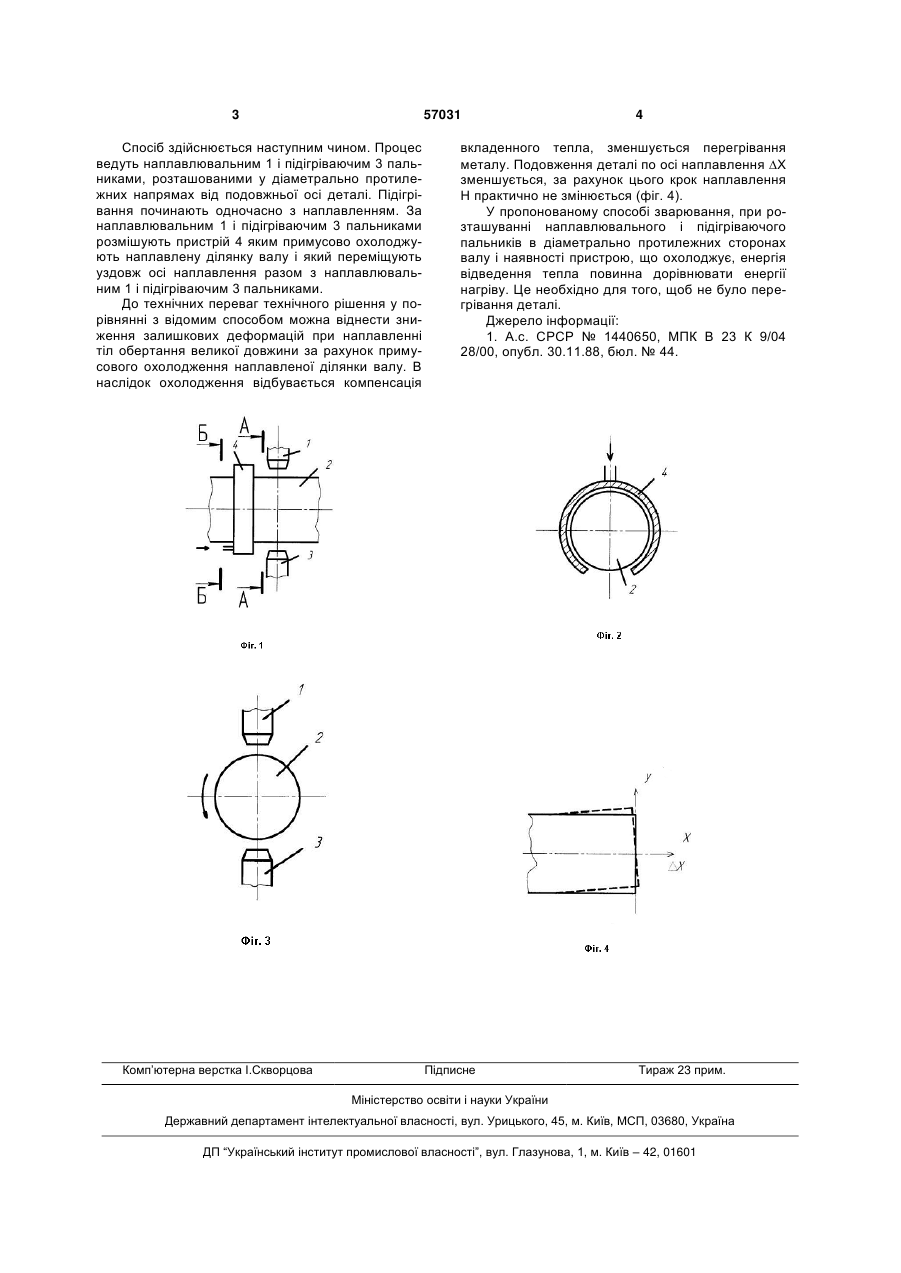
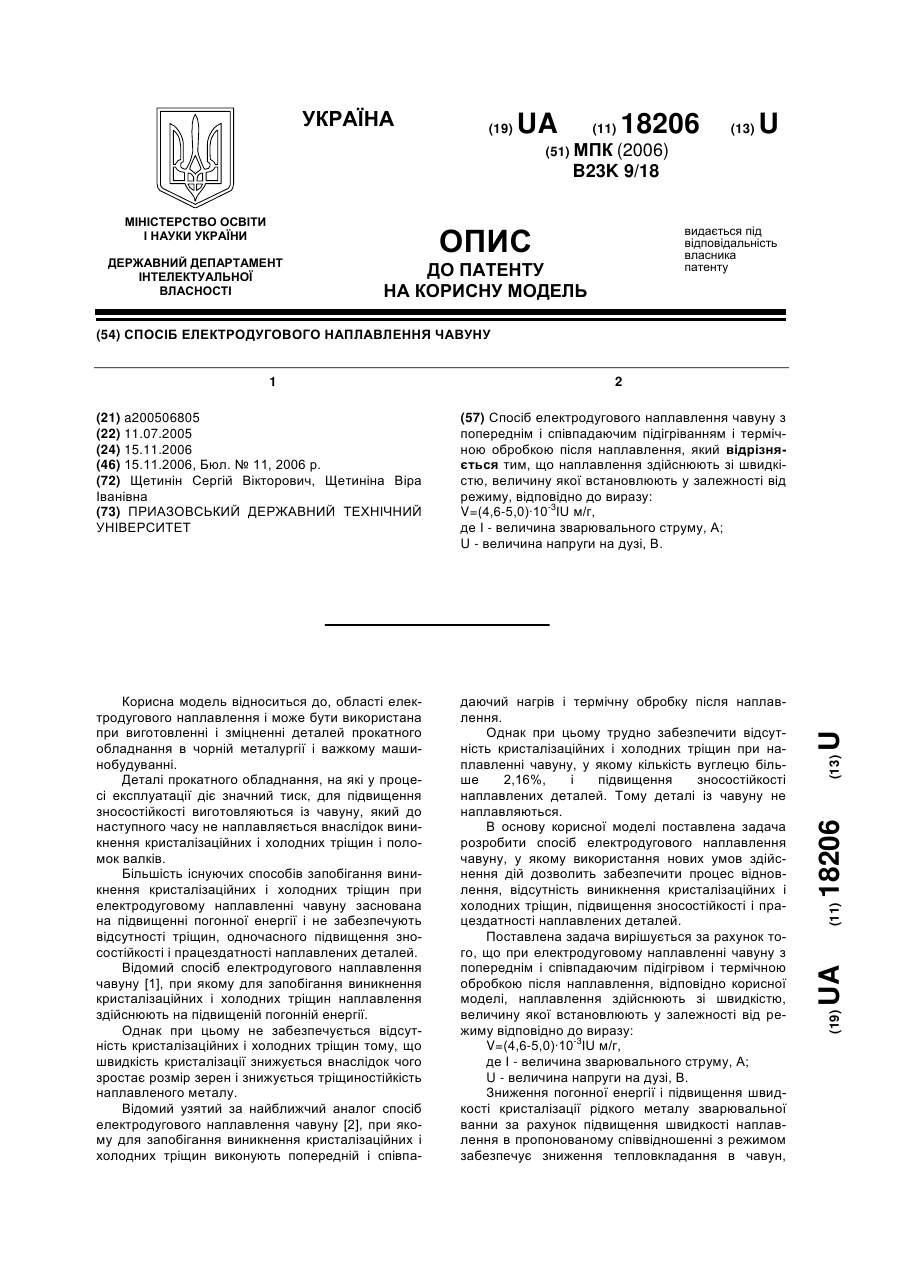
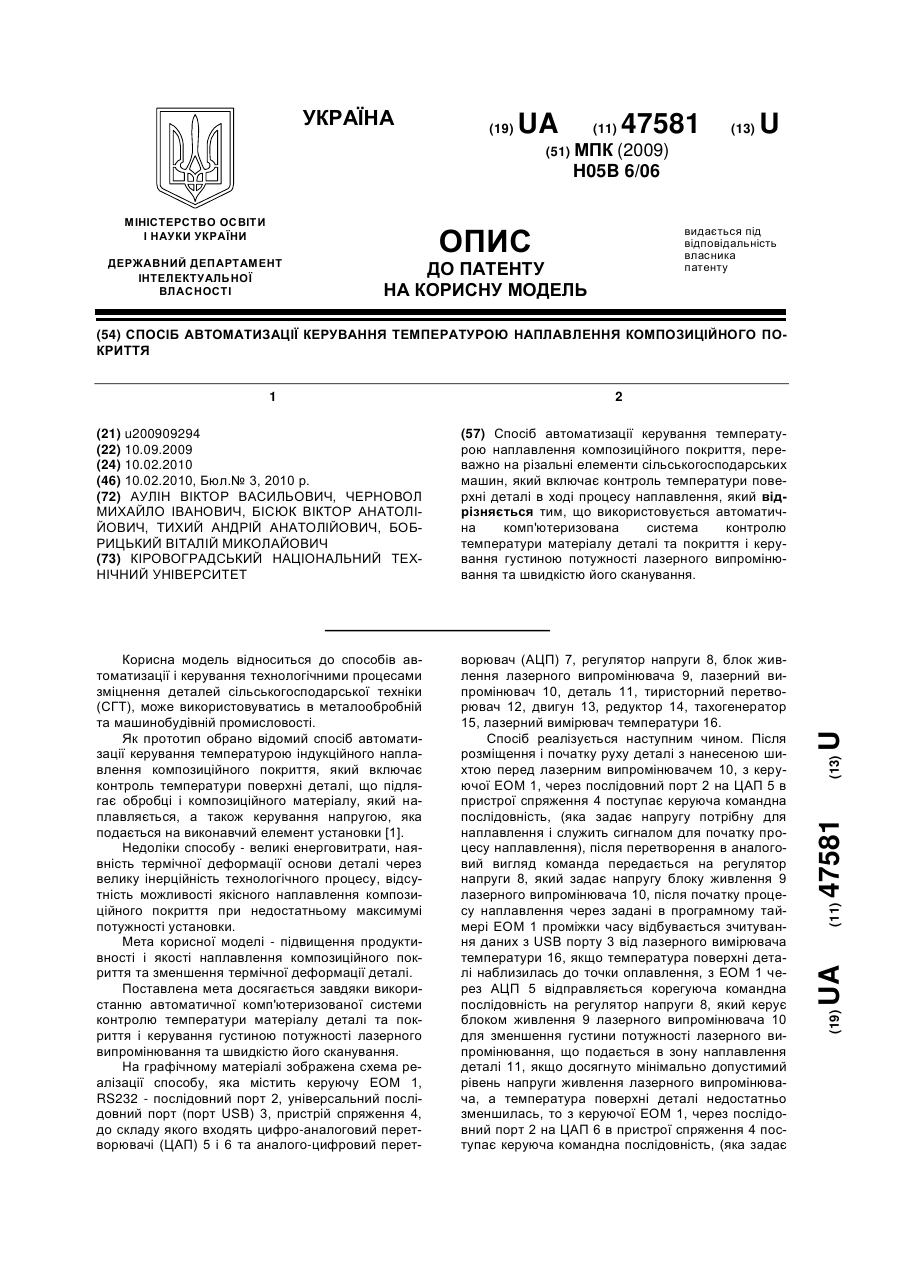
УКРАЇНА (19) UA (11) 57031 (13) U (51) МПК (2011.01) B23K 9/04 B23K 28/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС видається під відповідальність власника патенту ДО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ (54) СПОСІБ НАПЛАВЛЕННЯ ТІЛ ОБЕРТАННЯ 1 2 (13) 57031 (11) кості наплавленого металу, зміни структурного стану і так далі. Це при фінішній обробці тіла обертання приведе до неоднорідності властивостей наплавленої поверхні, у зв'язку з різною кількістю наплавленого металу. В основу корисної моделі поставлено завдання удосконалення способу наплавлення тіл обертання шляхом того, що вводять примусове охолодження, яке охолоджує наплавлену ділянку валу, що приведе до того, що крок наплавлення Н змінюватися практично не буде, а структура наплавленого буде одноріднішою. Поставлене завдання досягається тим, що в способі наплавлення тіл обертання, що полягає у наплавленні по гвинтовій лінії, супровідне підігрівання і діаметральне протилежне розташування наплавлювального і підігріваючого пальників, згідно корисної моделі, вводять примусове охолодження металу шва, що відбувається у діапазоні температур 1100-600 °С. Суть корисної моделі пояснюється ілюстраційним матеріалом, де на фіг. 1 - схема пристрою для здійснення способу; на фіг. 2 - переріз А-А фіг. 1 ; на фіг. 3 - переріз Б-Б фіг. 1; на фіг. 4 - схема биття кінця валу. Пристрій для здійснення способу наплавлення тіл обертання містить наплавлю вальний пальник 1, вал 2, підігріваючий пальник 3, пристрій для примусового охолодження 4. UA Корисна модель відноситься до зварювального виробництва, а саме, до способів зменшення деформації і напруги при механізованому наплавленні тіл обертання переважно великої довжини. Найбільш близьким до запропонованого способу, є спосіб наплавлення тіл обертання, що полягає у наплавленні по гвинтовій лінії і супровідному підігріванні, супровідне підігрівання починають на ділянці, діаметрально протилежній початку наплавлення, джерело супровідного підігрівання переміщають у напрямі наплавлення і припиняють підігрівання після проходження джерелом нагрівання ділянки L, що дорівнює: L=20,35*a*D/Vн*H де а - коефіцієнт температуропровідності, см2/с; D - діаметр відновлюваної деталі, см; Vн - швидкість наплавлення, см/з; Н - крок наплавлення, см, після чого підігрівання відключають (див. А. св. СРСР № 1440650, кл. В23 К 28/00,9/04, 1988г. бюл. № 44 - прототип). Недоліком відомого способу є те, що при наплавленні із супровідним підігріванням (при потужності основного джерела рівної потужності джерела супровідного підігрівання) усувається биття кінця валу, але збільшується подовження його по осі наплавлення, що призводить до зменшення кроку наплавлення Н, а отже, до збільшення кіль U міщають у напрямі наплавлення і припиняють підігрівання після проходження джерелом нагріву ділянки L, що дорівнює L=20,35*a*D/Vн*H, де а - коефіцієнт температуропровідності, см2/с; D - діаметр відновлюваної деталі, см; Vн - швидкість наплавлення, см/з; Н - крок наплавлення, см, який відрізняється тим, що вводять примусове охолодження металу шва, що відбувається у діапазоні температур 1100-600 °С. (19) (21) u201008155 (22) 30.06.2010 (24) 10.02.2011 (46) 10.02.2011, Бюл.№ 3, 2011 р. (72) ГЕДРОВІЧ АНАТОЛІЙ ІВАНОВИЧ, ДУДНІКОВА ЮЛІЯ ВАЛЕРІЇВНА, ХАЧАТУРОВ РОМАН ОЛЕКСАНДРОВИЧ (73) СХІДНОУКРАЇНСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ВОЛОДИМИРА ДАЛЯ (57) Спосіб наплавлення тіл обертання, що полягає у наплавленні по гвинтовій лінії і супровідному підігріванні, супровідне підігрівання починають на ділянці, діаметрально протилежній початку наплавлення, джерело супровідного підігрівання пере 3 57031 Спосіб здійснюється наступним чином. Процес ведуть наплавлювальним 1 і підігріваючим 3 пальниками, розташованими у діаметрально протилежних напрямах від подовжньої осі деталі. Підігрівання починають одночасно з наплавленням. За наплавлювальним 1 і підігріваючим 3 пальниками розмішують пристрій 4 яким примусово охолоджують наплавлену ділянку валу і який переміщують уздовж осі наплавлення разом з наплавлювальним 1 і підігріваючим 3 пальниками. До технічних переваг технічного рішення у порівнянні з відомим способом можна віднести зниження залишкових деформацій при наплавленні тіл обертання великої довжини за рахунок примусового охолодження наплавленої ділянки валу. В наслідок охолодження відбувається компенсація Комп’ютерна верстка І.Скворцова 4 вкладенного тепла, зменшується перегрівання металу. Подовження деталі по осі наплавлення Х зменшується, за рахунок цього крок наплавлення Н практично не змінюється (фіг. 4). У пропонованому способі зварювання, при розташуванні наплавлювального і підігріваючого пальників в діаметрально протилежних сторонах валу і наявності пристрою, що охолоджує, енергія відведення тепла повинна дорівнювати енергії нагріву. Це необхідно для того, щоб не було перегрівання деталі. Джерело інформації: 1. А.с. СРСР № 1440650, МПК В 23 К 9/04 28/00, опубл. 30.11.88, бюл. № 44. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surfacing bodies of revolution
Автори англійськоюHedrovich Anatolii Ivanovych, Dudnikova Yulia Valeriivna, Khachaturov Roman Oleksandrovych
Назва патенту російськоюСпособ наплавки тел вращения
Автори російськоюГедрович Анатолий Иванович, Дудников Юлия Валерьевна, Хачатуров Роман Александрович
МПК / Мітки
МПК: B23K 28/00, B23K 9/04
Мітки: тіл, наплавлення, спосіб, обертання
Код посилання
<a href="https://ua.patents.su/2-57031-sposib-naplavlennya-til-obertannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення тіл обертання</a>
Спосіб електродугового наплавлення чавуну
Номер патенту: 18206
Опубліковано: 15.11.2006
Автори: Щетинін Сергій Вікторович, Щетиніна Віра Іванівна
МПК: B23K 9/18
Мітки: електродугового, наплавлення, спосіб, чавуну
Формула / Реферат:
Спосіб електродугового наплавлення чавуну з попереднім і співпадаючим підігріванням і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення здійснюють зі швидкістю, величину якої встановлюють у залежності від режиму, відповідно до виразу:V=(4,6-5,0)·10-3IU м/г,де I - величина зварювального струму, А;U - величина напруги на дузі, В.
Спосіб автоматизації керування температурою наплавлення композиційного покриття
Номер патенту: 47581
Опубліковано: 10.02.2010
Автори: Бобрицький Віталій Миколайович, Тихий Андрій Анатолійович, Бісюк Віктор Анатолійович, Аулін Віктор Васильович, Черновол Михайло Іванович
МПК: H05B 6/06
Мітки: композиційного, наплавлення, покриття, температурою, керування, спосіб, автоматизації
Формула / Реферат:
Спосіб автоматизації керування температурою наплавлення композиційного покриття, переважно на різальні елементи сільськогосподарських машин, який включає контроль температури поверхні деталі в ході процесу наплавлення, який відрізняється тим, що використовується автоматична комп'ютеризована система контролю температури матеріалу деталі та покриття і керування густиною потужності лазерного випромінювання та швидкістю його сканування.
Ролик-електрод для електроконтактного наплавлення
Номер патенту: 14945
Опубліковано: 15.06.2006
Автори: Пресняков Віктор Анатолійович, Волков Дмитро Анатолійович, Катренко Віталій Трохимович
МПК: B23K 11/30
Мітки: електроконтактного, ролик-електрод, наплавлення
Формула / Реферат:
Ролик-електрод для електроконтактного наплавлення, що складається з двох частин, які утворюють внутрішню кругову порожнину, в якій циркулює охолоджуюча рідина, який відрізняється тим, що в його середині розміщена діафрагма з круглими отворами, яка поділяє внутрішню порожнину ролика на дві частини.
Спосіб електродугового наплавлення під флюсом
Номер патенту: 30841
Опубліковано: 11.03.2008
Автори: Ярос Юрій Олександрович, Драган Станіслав Володимирович, Галь Анатолій Феодосійович, Ярос Олександр Онисимович
МПК: B23K 9/18
Мітки: наплавлення, флюсом, спосіб, електродугового
Формула / Реферат:
Спосіб електродугового наплавлення під флюсом плавким електродом, при якому електроживлення зварювальної дуги здійснюють в діапазоні робочих режимів зварювання від джерела електричного струму на крутоспадній ділянці зовнішньої вольт-амперної характеристики, який відрізняється тим, що при зниженні напруги на 20 % у робочій точці зовнішньої вольт-амперної характеристики електричне живлення зварювальної дуги здійснюють на жорсткій ділянці...
Спосіб широкошарового наплавлення під флюсом стрічковим електродом
Номер патенту: 44885
Опубліковано: 26.10.2009
Автори: Лаврова Олена Володимирівна, Носовський Борис Іванович
МПК: B23K 9/12
Мітки: широкошарового, спосіб, наплавлення, стрічковим, електродом, флюсом
Формула / Реферат:
Спосіб широкошарового наплавлення під флюсом стрічковим електродом, при якому стрічковий електрод згинають і за допомогою привідних роликів, які обертаються з постійною швидкістю, і подавального пристрою подають в зону наплавлення, який відрізняється тим, що стрічковий електрод перед подачею в зону плавлення згинають під кутом 110-120° щодо осі, перпендикулярної вертикальній осі подачі стрічкового електрода, а подачу торця стрічкового...
Попередній патент: Установка для електролітно-плазмової обробки пустотілих деталей
Наступний патент: Муфта
Випадковий патент: Спосіб отримання плавленого сиру