Спосіб термічної обробки рейок
Номер патенту: 61059
Опубліковано: 17.11.2003
Автори: Дегтярьов Сергій Іванович, Галушкін Олександр Васильович, Нестеров Дмитро Кузьмич, Сапожков Валерій Євгенович
Формула / Реферат
1. Спосіб термічної обробки рейок, що полягає в з'єднанні рейок в безперервну нитку, пружним згинанням рейок, нагріванні під загартування струмами високої частоти головки рейок по всій довжині, первинному охолодженні головки рейок і самовідпуску при безперервному послідовному переміщенні рейкової нитки крізь гартувальну машину, який відрізняється тим, що нагрів під загартування виконують в два етапи, на першому етапі здійснюють нагрів до 1050-1100 °С, після чого виконують короткочасне проміжне природне підстуджування до температури 820-860 °С протягом 10-25 с, на другому етапі здійснюють нагрів до 920-980 °С з її стабілізацією, після чого виконують первинне охолодження до 480-380 °С, при цьому охолодження в інтервалі температур:
від 980 °С до 800 °С здійснюють із швидкістю 2-8 °С/с;
від 800 °С до 600 °С здійснюють із швидкістю 6-14 °С/с;
від 600 °С до 380 °С здійснюють із швидкістю 4-12 °С/с,
самовідпуск здійснюють в інтервалі температур 520-400 °С протягом 55-90 с, після чого здійснюють вторинне охолодження, при цьому рейки вигинають по кривій з максимальною кривизною на підошву в зоні нагрівання і охолодження на величину, що забезпечує врівноваження залишкових напруг, які виникають в головці рейки при термообробці.
2. Спосіб термічної обробки рейок по п. 1, який відрізняється тим, що вторинне охолодження здійснюють від температури самовідпуску до 50-30 °С в системі верхніх і нижніх роликів, що розташовані в шаховому порядку.
Текст
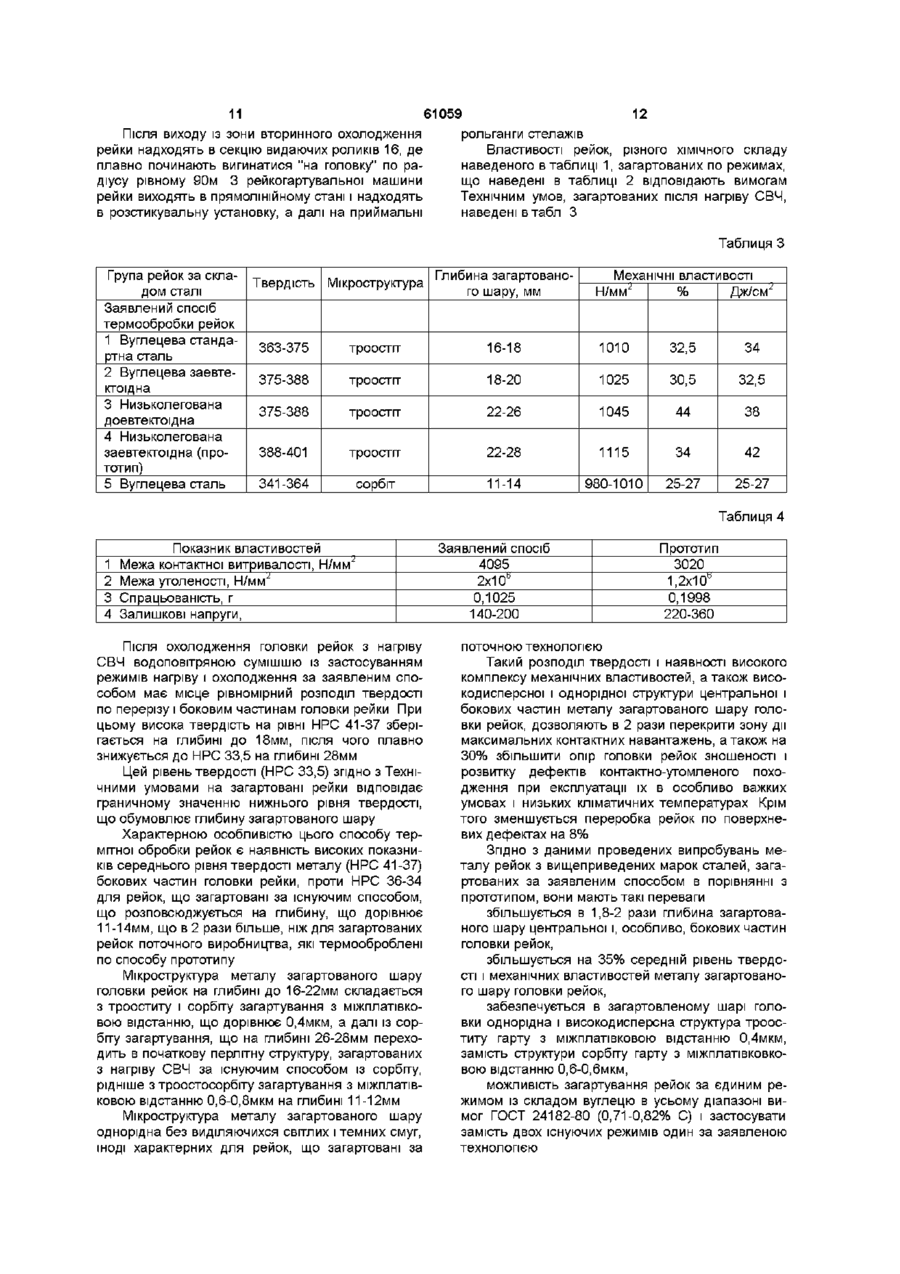
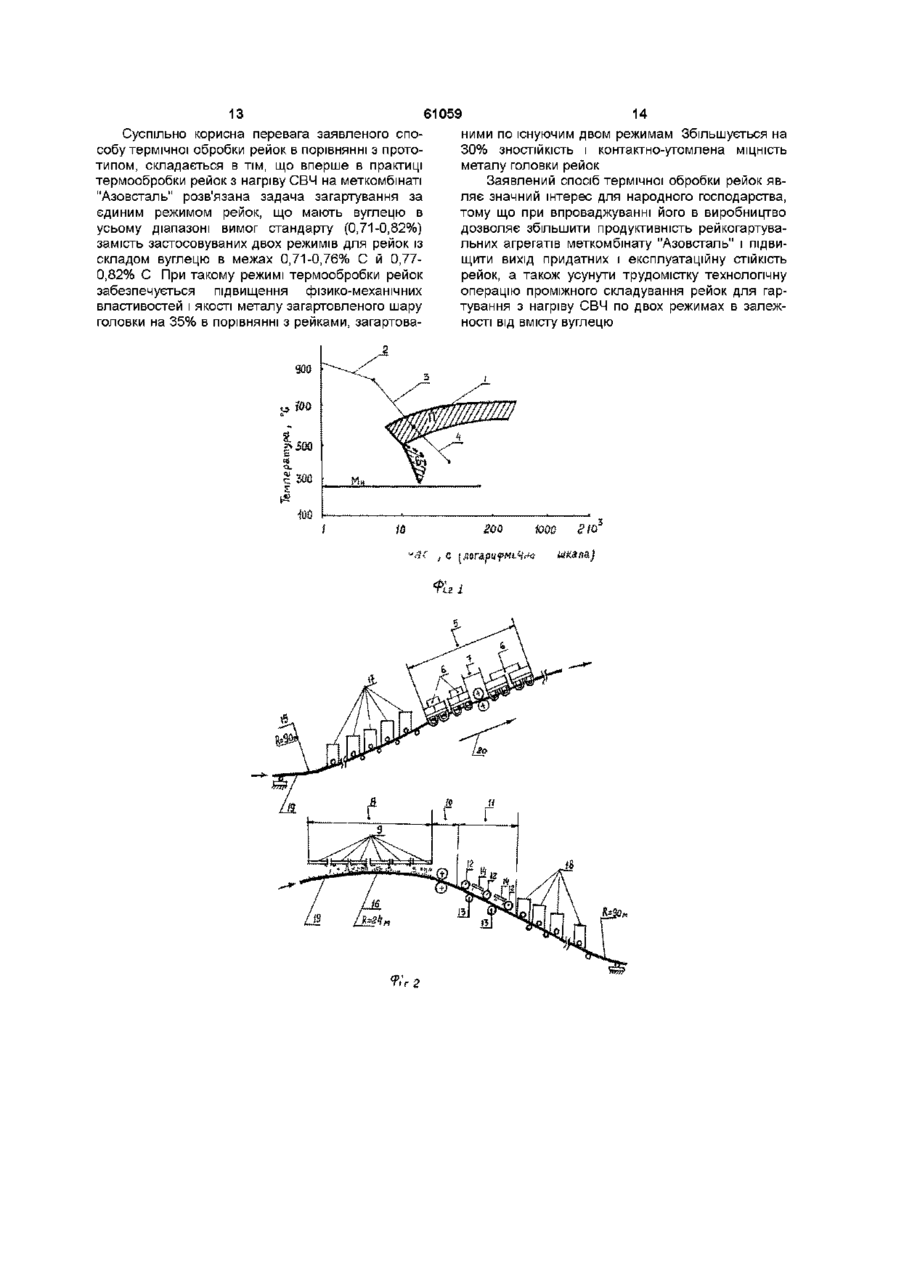
1 Спосіб термічної обробки рейок, що полягає в з'єднанні рейок в безперервну нитку, пружним згинанням рейок, нагріванні під загартування струмами високої частоти головки рейок по всій довжині, первинному охолодженні головки рейок і самовідпуску при безперервному послідовному переміщенні рейкової нитки крізь гартувальну машину, який відрізняється тим, що нагрів під загартування виконують в два етапи, на першому етапі здійснюють нагрів до 1050-1100°С, після чого виконують короткочасне проміжне природне підстуджування до температури 820-860°С протягом 10 Винахід стосується металургійної промисловості і може бути використаний під час виробництва термооброблених рейок або профільного прокату підвищеної експлуатаційної СТІЙКОСТІ ВІДОМИЙ спосіб термічної обробки рейок (див авторське свідоцтво СРСР №1434774, C21D1/78), який включає нагрівання головки рейки під загартування по періодам з постійною витратою охолоджувача в кожному періоді, в першому періоді охолоджувач подають до моменту досягнення на поверхні головки температури початку перетворення аустеніту в сорбіт, потім здійснюють охолодження на повітрі і поновляють подачу охолоджувача тільки після досягнення на поверхні головки рейки температури, відповідної максимальній швидкості перетворення аустеніту в сорбіт Загальними ознаками для аналога і заявляемого об'єкту є нагрів головки рейки під загартування для аустенізацм й охолодження поверхні голо 25с, на другому етапі здійснюють нагрів до 920980°С з її стабілізацією, після чого виконують первинне охолодження до 480-380 °С, при цьому охолодження в інтервалі температур від 980°С до 800°С здійснюють із швидкістю 28°С/с, від 800°С до 600°С здійснюють із швидкістю 614°С/с, від 600°С до 380°С здійснюють із швидкістю 412°С/с, самовідпуск здійснюють в інтервалі температур 520-400°С протягом 55-90с, після чого здійснюють вторинне охолодження, при цьому рейки вигинають по кривій з максимальною кривизною на підошву в зоні нагрівання і охолодження на величину, що забезпечує врівноваження залишкових напруг, які виникають в головці рейки при термообробці 2 Спосіб термічної обробки рейок по п 1 , який відрізняється тим, що вторинне охолодження здійснюють від температури самовідпуску до 5030°С в системі верхніх і нижніх роликів, що розташовані в шаховому порядку вки по періодам Одержання потрібного технічного результату при використанні аналога неможливо тому, що переривання подавання охолоджувача на головку рейки після першого періоду охолодження з отриманням структури сорбіту з наступним охолодженням на повітрі до температури, що відповідає максимальній швидкості перетворення в сорбіт, призводить до того, що по глибині загартованого шару головки рейки формується структура різного ступеню дисперсності та великої твердості Так після першого періоду охолодження головки на глибині 2-4мм від поверхні, твердість знаходиться в межах НРС 37-36, а потім при наступному охолодженні на повітрі в ГОЛІВЦІ рейки на глибині 5-9мм утворюється структура сорбітоподібного перліту із зниженою твердістю НРС 33-31, після чого при охолодженні на другому періоді з максимальною швидкістю на глибині 10-11мм формується дисперсна О ю о (О 61059 структура високої твердості в межах НРС 41-42 пруг і за рахунок цього збільшити експлуатаційну Такий нерівномірний розподіл твердості по глибині СТІЙКІСТЬ рейок в коли загартованого шару головки призводить до утвоПоставлене завдання вирішується таким чирення структури різного ступеня дисперсності та ном твердості, отже й утворенню різних показників меСпосіб термічної обробки рейок включає з'єдханічних властивостей, а також високого градієнту нання рейок в безперервну нитку, пружний вигин макро-та мікронапруг, що негативно позначається рейок, нагрів під загартування головки рейки по на експлуатаційній СТІЙКОСТІ рейок у відношенні всій довжині, первинне охолодження головки реСТІЙКОСТІ до спрацьованості і контактнойок і самовідпуск при безперервно послідовному утомленостної МІЦНОСТІ переміщенні рейкової нитки крізь рейкогартувальну машину Найбільш близьким за технічною сутністю до способу, що заявляють є вибраний як найближчий На відміну від НА при термічній обробці рейок аналог (даліна) спосіб термічної обробки рейок за заявленим способом нагрів під загартування (див авторське свідоцтво СРСР №819185, виконують в два етапи з короткочасним проміжним 07 04 1981 р ) включаючий з'еднаня рейок в безпеприродним охолодженням між ними Первинне рервну нитку, пружний згин, нагрів під загартуванохолодження здійснюють до 480-380°С, а після ня струмами високої частоти головки рейки по всій самовідпуску виконують вторинне охолодження, довжині, охолодження водоповітряною сумішшю й при цьому рейки вигинають по кривій з максимасамовідпускання при безперервно послідовному льною кривизною на підошву в зоні нагріву і охопереміщенні рейкової нитки крізь рейкогартувальлодження на величину, що забезпечує врівновану машину ження залишкових напруг, які виникають в головці рейки при термообробці, нагрів під загартування Для НА і об'єкта що заявляють спільними є тана першому етапі здійснюють до 1000-1100°С, на кі ознаки з'єднання рейок в безперервну нитку, другому до 920-980°С, а природне охолодження пружний згин, нагрів під загартування головки реміж ними роблять до 820-860°С, первинне охолойок по всій довжині, первинне охолодження голодження в інтервалі температур 900-800°С викочувки рейок і самовідпускання при безперервно поють із швидкістю 2-8°С/с, від 800°С до 600°С із слідовному переміщенні рейкової нитки крізь рейшвидкістю 6-14°С/с і від 600°С до 380°С із швидкікогартувальну машину стю 4-12°С/с Одержання потрібного технічного результату при використанні прототипу неможливо тому, що Самовідпуск здійснюють в інтервалі темперане забезпечується урівноваженість залишкових тур 520-400°С на протязі 55-90с напруг в головці рейки, що утворюються при загаВторинне охолодження здійснюють від темпертуванні з рівнем напруг що виникають в ПІДОШВІ ратури самовідпуску до 50-30°С, в системі верхніх ПІД час згину, що у результаті призводить до більі нижніх роликів, що розташовані в шаховому пошої кривизни рейок в вертикальній площині після рядку термообробки Правка таких рейок на роликопраВ результаті використання винаходу, що заяввильних машинах скрутна і вчиняється по "жорстляється, досягається технічний результат, що покому" режиму, що в свою чергу спричиняє формулягає в забезпеченні підвищення комплексу фізивання залишкових напруг великого розміру і знико-механічних властивостей, параметрів конструкжує службову СТІЙКІСТЬ рейок під час експлуатації тивної МІЦНОСТІ металу, а також збільшення пряКрім того в способі термообробки рейок за НА не молінійності рейок при загартуванні за єдиним регламентуються межові параметри нагріву СВЧ і режимом з утриманням вуглецю в усьому діапазошвидкість охолодження головки, що не дозволяє ні вимог стандарту оптимізувати параметри нагріву і охолодження, які Між суттєвими ознаками винаходу що заявлядо цього часу призначаються в залежності від вміється, й технічним результатом, що досягається, сту вуглецю та марганцю по ГОСТ 24182-80 (ВІДіснує такий причинно-наслідковий зв'язок, який ПОВІДНО 0,71-0,82% С і 0,75-1,05% Мп) Термічна полягає в тому, що вигиб рейок по кривій з максиобробка рейок за НА з використанням температумальною кривизною на підошву в зоні нагріву і ри нагріву і швидкості охолодження рейок залежно охолодження спричиняє до врівноваження залишвід вмісту вуглецю не дозволяє проводити загаркової деформації в шийці й ПІДОШВІ, ЩО спричиняє тування рейок по єдиному режиму з наявністю зростанню прямолінійності після термообробки вуглецю й марганцю в усьому діапазоні вимог вкаНагрів під загартування в два етапи з проміжним заного ГОСТу, що призводить до розсортування природним підстужуванням сприяв рівномірному рейок по вуглецю на дві групи і їх складуванню нагріву по перерізу головки рейки, а охолодження рейкогартувальної машини Це знижує продуктивголовки з диференційованою швидкістю в області ність термовідділення, а також приводить до відперлітного перетворення сприяє отриманню однобракування рейок в другий сорт і переробці до рідної і дисперсної перлітної структури і підвище15% браку до 5% них значень механічних властивостей металу загартованого шару головки В основу винаходу поставлене завдання розробити такий спосіб термічної обробки рейок, в якому нові режими і умови здійснення термічної обробки дозволили б забезпечити загартування за єдиним режимом рейок із вмістом вуглецю в усьому діапазоні стандарту (0,71-0,82%), підвищення рівня фізико-механічних властивостей, прямолінійності рейок, знизити величину залишкових на Вибір граничних параметрів, зазначених в формулі обумовлено таким чином нагрів під загартування виконують в два етапи із короткочасним проміжним природним підстукуванням між ними " Така технологічна схема нагріву сприяє рівномірному прогріву головки рейки з невеликим граді 61059 єнтом розподілу температури від поверхневих зерен аустеніту і зниження ударної вязкості шарів металу до нижчележачих, що розташовані в Належить відзначити, що на другому етапі зоні формування загартованого шару відбувається нагрів головки до заданої температуВ способі термічної обробки рейок, що заявляри і її стабілізація, з якою виконується загартуванється, на першому етапі нагрів здійснюють до темня на структуру і властивості, що обговорено в ператури 1050-1100°С Виконується це з метою технічних умовах прискореного розігріву металу головки на достат" Первинне охолодження виконують до 400ню глибину для протікання перліто-аустенітного 380°С ", при якому до рейкової сталі з наявністю перетворення При цьому поверхневі шари металу вуглецю в межах ГОСТ 24182-80 (0,71-0,82%) зарозігріті до трохи збільшеної температури, в накінчується структуроутворення і формування загаслідок чого відбувається поетапне проникнення ртованого шару на достатну глибину головки рейтепла від верхніх шарів металу в глибинні, що доки зволяє на протязі двох етапів нагріву СВЧ акумуДія одержання однорідної й дисперсної струклювати в головці тепло на достатню глибину Цей тури по всьому перерізу загартованого шару, рівінтервал температур на першому етапі нагріву номірного розподілу твердості по глибині, яка пеголовки виявляється достатнім з точки зору відсурекриває дію максимальних контактних напруг, що тності перегріву верхніх шарів металу При цьому виникають від коліс рухливого составу (11-14мм), нагрів головки до температури менш 1050°С виява також оптимального рівня механічних властиволяється не достатнім для акумулювання її в глистей способом, що заявляється запропоновано бинних шарах, а нагрів вище 1100°С може привеспроводити диференцироване охолодження голоти до перегріву верхніх шарів металу головки, а вки в інтервалі температур "верхня температура отже до погіршення його якості за рахунок різкого протікання повної аустенітізацм - нижня темперазбільшення зернин аустеніту і послаблення міжзетура закінчення утворення однорідної та дисперсренного зв'язку Після першого етапу нагріву голоної перлітної структурі (980-380°С) При цьому вки рейки СВЧ до вказаних температур виконуєтьнаданим способом термообробки рейок передуся короткочасне (10-25с) природне підстужування мовлено в інтервалі температур 900-800°С викона повітрі до температури 820-860°С Дана технонувати охолодження із швидкістю 2-8°С/с, що дологічна операція виконується з метою часткового зволяв зменшити до мінімуму ВІДМІННІСТЬ темперазниження температури верхніх шарів металу голотур поверхневих й глибинних шарів металу головки рейок і за рахунок теплопровідності розповсювки і провадити підготування металу головки до дження її на глибинні шари, в яких здійснюється структуроутворення на другому і третьому етапах аустенітно-перлитне перетворення охолодження Охолодження головки рейок в цьому інтервалі температур зі швидкістю менш - 2°С/с не Природне короткочасне підстужування головки дозволяє зменшити градієнт температур по перена протязі 10-25с до температури нижче 820°С різу головки рейок при переміщенні їх через рейкопризводить до неприпустимого зниження темперагартувальну з проектною швидкістю 40мм/с При тури на поверхні головки до того рівня, при якому охолодженні головки рейок в наданому інтервалі градієнт температур буде зворотний, тобто на температур (960-800°С) із швидкістю більше 8°С/с глибині температура буде значно перебільшувати деякі ділянки бокової грані головки рейки можуть температуру поверхні, що в решті решт може припереохолоджуватись до більш низької температузвести до акумулювання великої КІЛЬКОСТІ тепла в рі, що при наступному нагріві може спричинити до глибинних шарах, яке при наступному нагріві на формування неоднорідної структури другому етапі не приведе до її зниження Природне підстужування головки рейки до те" від 800°С до 600°С із швидкістю 6-14°С/с " мператури вище 860°С недоцільно, тому що при приводить до стриманого відбору тепла без локанагріві на другому етапі велика КІЛЬКІСТЬ тепла льного переохолодження поверхневих шарів мебуде акумулюватися в поверхневих шарах металу талу головки рейки неоднакового ХІМІЧНОГО складу головки, яка при прискореному нагріві СВЧ збільПо суті в данім інтервалі температур в основному шить градієнт температур до перерізу головки проходить загартування головки рейки із закінчен" Нагрів під загартування на другому етапі до ням в інтервалі 600-380°С 920-980°С,,,", відбувається повторний розігрів верПри охолодженні головки рейки із швидкістю хніх шарів металу до заданої температури, при менш 6°С/с в інтервалі температур 800-600°С в якій більш глибинні шари металу поетапно прогрінижчележачих шарах металу головки не буде заваються за рахунок виділення тепла безпосередбезпечуватися утворення дисперсної перлітної ньо від нагріву СВЧ і за рахунок теплопровідності в структурі, а також достатньої твердості металу глибинні шари до температури перліто - аустенітзагартованого шару, особливо на глибині При ного перетворення Нагрів головки на другому охолодженні головки із швидкістю більш 14°С/с етапі до температури нижче 920°С недоцільний, відбудеться переохолодження поверхні головки, тому що передача тепла від поверхневих шарів особливо її бічних викружок з утворенням неоднометалу головки нижчележачим шаром буде прорідної структури за рахунок появи в перліті ділянок ходити трохи сповільнено, що при прискореному бейніту або мартенсіту, що не дозволяється, згіднагріві, яким є нагрів СВЧ, буде мати місце не поно з вимогами технічних умов вне перетворення перліту в аустеніт І його гомогеПервинне охолодження " від 600°С до 380°С нізація По перерізу головки, що піддягає загартуіз швидкістю 4-12°С/с " з оптимальним при завеванню Нагрів головки СВЧ вище температури ршенні процесу гартуванням головки рейок із вуг980°с може призвести до перегріву металу поверлецевої й низьколегованої сталі на дисперсну пехневих шарів головки, що спричинить різкий зріст рлитну структуру, що визначають Технічні умови При охолодженні головки рейок на завершальному етапі загартування із швидкістю менш 4°С/с в и глибинних шарах не в достатній мірі буде проходити утворення дисперсної структури, а отже твердості і глибини загартованого шару, що відповідають вимогам Технічних умов Охолодження головки рейок на завершальному етапі термообробки із швидкістю більш 12°С/с недоцільне, тому що для завершення процесу гартування в глибинних шарах головки рейок з низьколегованої доти заевтектоідної сталі може привести до одержання підвищеної твердості на глибині 6-10мм у порівнянні з поверхневим шаром Доказані швидкості охолодження в позначених інтервалах температур обрані на основі запису і аналізу термокшетичних діаграм вуглецевої і низьколегованихта заевтектоідних рейкових сталей самовідпуск проводять в інтервалі температур 520-400°С на протязі 55-90с " В поодинокому випадку здійснення способу проведення самовідлуску при температурі вище 520°С небажано Тому, що це викличе зниження твердості на поверхні і по перерізу металу загартованого шару головки рейки, отримання великозернистого перліту з різко збільшеною міжплатівковою відстанню від 2 до Змкм, в наслідок чого помітно зменшиться тимчасовий опір розриву, і межа текучості до рівня, що нижче вимог, Технічним умов на поверхнево загартовані рейки Закінчувати самовідпуск нижче температури 430°С ВІДПОВІДНО термокшетичній діаграмі, а також практиці термообробки рейок з вуглецевої і низьколегованої сталі свідчить, що в структурі металу загартованого шару з'являються ділянки бейніту в основній високодисперсній перлітній структурі, а також ділянки з підвищеною твердістю, що не припускається вимогами Технічних умов, тому що такі ділянки структури і твердості спричиняють крихкість металу головки рейки і зародження мікротріщин в головці рейки Час самовідпуску рейок на протязі 55-90с - це гой час, при якому тепло, що акумульоване в нижчих шарах головки, встигає дифундіювати до поверхневих шарів із зменшенням градієнту температур по перерізу нагрітого шару головки при швидкостях переміщення рейок в рейкогартувальній машині, тобто з 39мм/с до існуючої 43-45мм/с При самовідпуску менше 55с зберігається великий градієнт температур по перерізу головки, що при вторинному (остаточному) охолодженні водою викличе значну диференціацію залишкових напруг, а при самовідпуску рейок на протязі більше 90с збільшується довжина зони самовідпуску, а тим самим і довжина рейкогартувальної машини із зменшенням корисних площин термовідділення після чого виконують вторинне охолодження ", яке виявляється остаточним охолодженням головки рейки і ВІДПОВІДНО заявленому способу термічної обробки рейок здійснюється, після самовідпуску в інтервалі температур 520-400°С, до 5030°С При вторинному охолодженні відбувається остаточне формування величини залишкових напруг в рейках Гранична температура скінчення вторинного охолодження що дорівнює 50-30°С, є граничною і зв'язана з тим, що після виходу з гартувальної 61059 8 машини рейки піддається неруинуючому контролю твердості приладами, експлуатація яких при температурі вище50°С забороняється в наслідок виходу їх з ладу Вторинне охолодження рейок " здійснюють із температури самовідпуску до 50-30°С в системі верхніх і нижніх роликів, що розташовані в шаховому порядку ", дозволяє утримати рейки в упруго-вигнутому стані за визначеним радіусом вигину", з яких верхні ролики є притиснуючими, а нижні ведучими і опорними Вказана система розташування роликів в зоні вторинного охолодження дозволяє створити умови, для остаточного врівноваження пружних деформацій підошви і загартованої головки і формуванню залишкових напруг " при цьому рейки вигинають по кривій з максимальною кривиною на підошву в зоні нагріву й охолодження на величину, що забезпечує врівноваження залишкових напруг, що виникають в головці рейки при термообробці " Дана технологічна операція передумовлена для того, щоб компенсувати залишкові напруги, що виникають в головці рейок при їх термообробці в зонах нагріву й охолодження Для цього рейки, що переміщуються крізь рейкогартувальну машину, вигинають по кривій спочатку "на головку" в зоні задаючих роликів із проектним радіусом вигину 90м з наступним плавким переходом "на підошву" з досягненням максимального викривлення по радіусу 24м в зонах нагріву, первинного охолодження, самовідпуску і вторинного охолодження Після виходу з цих зон рейки знову починають плавно вигинатися "на головку" по радіусу 90м з поступовим виходом на пряму ділянку, після чого вони піддаються розстикуванню Вигин рейок в зонах нагріву і охолодження на підошву дозволяє створити в ній залишкову деформацію, практично рівну тій, що утворюється в головці при термічній обробці Після загартування рейки практично не мають викривлення в вертикальній площині, в наслідок чого правка їх на роликоправильній машині робиться за "полегшеним" режимом, що забезпечує в рейках формування невеликих залишкових напруг Вище зазначені радіуси вигину рейок в рейкогартувальній машині ПОСТІЙНІ і при гартуванні на структуру дисперсний перліт і твердість НВ 341-388 забезпечують прямолінійність, що відповідає вимогам Технічних умов Сутність винаходу пояснюється кресленнями, на яких зображено На фіг 1 показані етапи охолодження головки рейок, накладених на термокшетичну діаграму перетворення аустеніту в рейковій сталі На цій фігурі позиціями зазначені 1 - термокшетична діаграма перетворення аустеніту в перліт з накладеною рекомендованою швидкістю охолодження, 2 - перши етап охолодження рейок, 3 - другий етап охолодження рейок, 4 -третій етап охолодження рейок, П - перліт, Б - бейніт, Мн - мартенсіт На фіг 2 показана технологічна схема розташування устаткування рейногартувальної машини 61059 згідно з заявленим способом термічної обробки рейок На цій фігурі позиціями позначені 5 - зона нагріву головки рейки СВЧ, 6 - індуктори, 7 - зона природного підстужування рейок, 8 - зона первинного охолодження рейок, 9 - охолоджуючі пристрої, 10 - зона самовідпуску рейок, 11 - зона вторинного охолодження рейок, 12 - верхні притискуючі ролики, 13 - нижні опорні ролики, 14 - форсунки вторинного охолодження рейок, 15 - ділянка вигину рейкової нитки на головку з проектним радіусом 90м, 16 - ділянка вигину рейкової нитки на підошву з проектним радіусом 24м, 17 - секція задаючих роликів, 18 - секція видаючих роликів, 19 - рейкова нитка, 20 - напрям руху рейок в РГМ На фіг 3 показані технологічні операції термообробки рейок в рейкогартувальній машині (нагрів, первинне охолодження, самовідпуск і вторинне охолодження) згідно заявленим способом 21 - перший етап нагріву головки рейки СВЧ, 10 22 - проміжне природне підстужування головки рейки, 23 - другий етап нагріву головки рейки СВЧ, 24 - охолодження головки рейки Із швидкістю 2-8°С/с в інтервалі температур 980-800°С, 25 - охолодження головки рейки із швидкістю 6-14°С/с в інтервалі температур 600-600°С, 26 - охолодження головки рейки із швидкістю 4-12°С/с в інтервалі температур 600-380°С, 27 - зона самовідпуску, 28 - зона вторинного охолодження Винахід, наприклад, реалізується таким чином рейки складу, що наведені в табл 1, за допомогою стиковочних пристроїв з'єднували в безперервну нитку і пропускали крізь рейкогартувальну машину (РГМ) Рейки 19, що надходять в секцію задаючих роликів 17, вигинаються на головку по радіусу, рівному 90м (15), а потім за мірою переміщення їх в РГМ повільно вигинаються на підошву 16 по радіусу, рівному 24м Надходячи в зону нагріву СВЧ (струмом високої частоти) 5 головка рейок в двох групах індукторів 6 нагрівається до вказаних температур з природним підстужуванням в проміжку між нагрівом в першій і другій групі індукторів 7 Таблиця 1 Група рейок 1 2 3 4 ХІМІЧНИЙ склад, % Марка сталі Вуглецева доевтектоідна Вуглецева заевтектоідна Низьколегована доевтектоідна Низьколегована заевтактоідна С 0,71-0,82 0,83-0,95 0,71-0,81 0,83-0,90 Мп 0,82-1,02 0,80-0,98 0,81-1,0 0,81-0,99 Р 0,025-0,041 0,024-0,040 0,022-0,038 0,023-0,041 Сг 0,54 0,56 Ті 0,012 0,010 0,09 0,011 ІНШІ Кожна група рейок складу, що наведена в табл 1, що піддавалась загартуванню з нагріву СВЧ й охолодженню водоповітряною сумішшю за режимами, що наведені в табл 2 Таблиця 2 Група рейок за складом сталі 1 Вуглецева доевтектоідна 2 Вуглецева заевтектоідна 3 Низьколегована доевтектоідна 4 Низьколегована заевтактоідна Режим термообробки Первинне охолодження Температура Швидкість охолодження голоШвидкість нагріву в пер- Температура Температура нагрівки рейки, °С/с в інтервалі Температура самовідпуску, переміщення ший групі індукприродного ву в другій групі температур, °С °С рейок в РГМ, торів на пер- підстужування, індукторів на друмм/г шому етапі Тн, Т, °С гому етапі Тн, °С 900-800 800-600 600-300 °С 44,5 1050 820 72 1075 42 42 8 13 12 400 840 6 10 8 460 1085 855 4 9 6 480 1100 860 2 6 4 520 Після виходу із зони нагріву рейки по ходу руху надходять в зону первинного охолодження в зону первинного охолодження 8, де головка рейки охолоджується водоповітряною сумішшю з диференційованими швидкостями за допомогою охолоджуючих пристроїв (патент України №6820), після чого переміщаючись рейки надходять в зону самовідпуску 10, де частково відбувається додатковий приплив тепла в верхні шари металу головки з нижчележачих та вирівнювання температури по перерізу нагрітої головки Далі рейки із зони самовідпуску переміщуються в зону вторинного (остаточного) охолодження 11, де за допомогою охоло 920 джуючих пристроїв 14, розташован них між верхніми притискуючими роликами 12, охолоджуються до 50°С В зоні вторинного охолодження рейки підошвою спираються на нижні опорні ведучі ролики 13 Треба відзначити, що в зоні нагріву і охолодження рейки вигинались по кривій з максимальною кривизною "на підошву" на величину, що забезпечує врівноваження залишкових напруг, які виникають в головці рейки при термообробці Практично це досягається шляхом вигину рейкової нитки по проектному радіусу 16, що дорівнює 24м 12 11 61059 Після виходу із зони вторинного охолодження рольганги стелажів рейки надходять в секцію видаючих роликів 16, де Властивості рейок, різного ХІМІЧНОГО складу плавно починають вигинатися "на головку" по ранаведеного в таблиці 1, загартованих по режимах, діусу рівному 90м 3 рейкогартувальної машини що наведені в таблиці 2 відповідають вимогам рейки виходять в прямолінійному стані і надходять Технічним умов, загартованих після нагріву СВЧ, в розстикувальну установку, а далі на приймальні наведені втабл З Таблиця З Група рейок за склаТвердість дом сталі Заявлений спосіб термообробки рейок 1 Вуглецева станда363-375 ртна сталь 2 Вуглецева заевте375-388 ктоідна 3 Низьколегована 375-388 доевтектоідна 4 Низьколегована заевтектоідна (про388-401 тотип) 5 Вуглецева сталь 341-364 Мікроструктура Глибина загартованого шару, мм Механічні властивості Н/мм^ % Дж/см троостіт 16-18 1010 32,5 34 троостіт 18-20 1025 30,5 32,5 троостіт 22-26 1045 44 38 троостіт 22-28 1115 34 42 сорбіт 11-14 980-1010 25-27 25-27 Таблиця 4 1 2 3 4 Показник властивостей Межа контактної витривалості, Н/мм^ Межа утоленості, Н/мм^ Спрацьованість, г Залишкові напруги, Після охолодження головки рейок з нагріву СВЧ водоповітряною сумішшю із застосуванням режимів нагріву і охолодження за заявленим способом має місце рівномірний розподіл твердості по перерізу і боковим частинам головки рейки При цьому висока твердість на рівні НРС 41-37 зберігається на глибині до 18мм, після чого плавно знижується до НРС 33,5 на глибині 28мм Цей рівень твердості (НРС 33,5) згідно з Технічними умовами на загартовані рейки відповідає граничному значенню нижнього рівня твердості, що обумовлює глибину загартованого шару Характерною особливістю цього способу термітної обробки рейок є наявність високих показників середнього рівня твердості металу (НРС 41-37) бокових частин головки рейки, проти НРС 36-34 для рейок, що загартовані за існуючим способом, що розповсюджується на глибину, що дорівнює 11-14мм, що в 2 рази більше, ніж для загартованих рейок поточного виробництва, які термооброблені по способу прототипу Мікроструктура металу загартованого шару головки рейок на глибині до 16-22мм складається з трооститу і сорбіту загартування з міжплатівковою відстанню, що дорівнює 0,4мкм, а далі із сорбіту загартування, що на глибині 26-28мм переходить в початкову перлітну структуру, загартованих з нагріву СВЧ за існуючим способом із сорбіту, рідніше з троостосорбіту загартування з міжплатівковою відстанню 0,6-0,8мкм на глибині 11-12мм Мікроструктура металу загартованого шару однорідна без виділяючихся світлих і темних смуг, ІНОДІ характерних для рейок, що загартовані за Заявлений спосіб 4095 2x10° 0,1025 140-200 Прототип 3020 1,2x10° 0,1998 220-360 поточною технологією Такий розподіл твердості і наявності високого комплексу механічних властивостей, а також високодисперсної і однорідної структури центральної і бокових частин металу загартованого шару головки рейок, дозволяють в 2 рази перекрити зону дії максимальних контактних навантажень, а також на 30% збільшити опір головки рейок зношеності і розвитку дефектів контактно-утомленого походження при експлуатації їх в особливо важких умовах і низьких кліматичних температурах Крім того зменшується переробка рейок по поверхневих дефектах на 8% Згідно З даними проведених випробувань металу рейок з вищеприведених марок сталей, загартованих за заявленим способом в порівнянні з прототипом, вони мають такі переваги збільшується в 1,8-2 рази глибина загартованого шару центральної і, особливо, бокових частин головки рейок, збільшується на 35% середній рівень твердості і механічних властивостей металу загартованого шару головки рейок, забезпечується в загартовленому шарі головки однорідна і високодисперсна структура трооститу гарту з міжплатівковою відстанню 0,4мкм, замість структури сорбіту гарту з міжплатівковковою відстанню 0,6-0,6мкм, можливість загартування рейок за єдиним режимом із складом вуглецю в усьому діапазоні вимог ГОСТ 24182-80 (0,71-0,82% С) і застосувати замість двох існуючих режимів один за заявленою технологією 14 13 61059 Суспільно корисна перевага заявленого споними по існуючим двом режимам Збільшується на собу термічної обробки рейок в порівнянні з прото30% ЗНОСТІЙКІСТЬ і контактно-утомлена МІЦНІСТЬ типом, складається в тім, що вперше в практиці металу головки рейок термообробки рейок з нагріву СВЧ на меткомбінаті Заявлений спосіб термічної обробки рейок яв"Азовсталь" розв'язана задача загартування за ляє значний інтерес для народного господарства, єдиним режимом рейок, що мають вуглецю в тому що при впроваджуванні його в виробництво усьому діапазоні вимог стандарту (0,71-0,82%) дозволяє збільшити продуктивність рейкогартувазамість застосовуваних двох режимів для рейок із льних агрегатів меткомбінату "Азовсталь" і підвискладом вуглецю в межах 0,71-0,76% С й 0,77щити вихід придатних і експлуатаційну СТІЙКІСТЬ 0,82% С При такому режимі термообробки рейок рейок, а також усунути трудомістку технологічну забезпечується підвищення фізико-механічних операцію проміжного складування рейок для гарвластивостей і якості металу загартовленого шару тування з нагріву СВЧ по двох режимах в залежголовки на 35% в порівнянні з рейками, загартованості від вмісту вуглецю І6 ZQQ ІО00 с {jisr
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for thermal treatment of rails
Автори англійськоюNesterov Dmytro Kuzmych, Sapozhkov Valerii Yevhenovych, Dehtiariov Serhii Ivanovych
Назва патенту російськоюСпособ термической обработки рельсов
Автори російськоюНестеров Дмитрий Кузьмич, Сапожков Валерий Евгеньевич, Дегтярев Сергей Иванович
МПК / Мітки
МПК: C21D 9/04
Мітки: рейок, термічної, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/8-61059-sposib-termichno-obrobki-rejjok.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки рейок</a>
Спосіб термічної обробки рейок
Номер патенту: 26282
Опубліковано: 19.07.1999
Автори: Пойнтнер Петер, Прскавец Георг, Мозер Альфред
МПК: C21D 9/04
Мітки: рейок, термічної, обробки, спосіб
Формула / Реферат:
1. Способ термической обработки рельсов, включающий охлаждение рельса от температуры аустенизации путем погружения головки рельса в охлаждающую жидкость, содержащую синтетические добавки, охлаждение рельса в охлаждающей жидкости и извлечение рельса из охлаждающей жидкости при условии, что температура поверхности головки рельса после его извлечения находится в диапазоне 550 - 450°C, отличающийся тем, что подбирают и стабилизируют количество и...
Спосіб термічної обробки рейок
Номер патенту: 3888
Опубліковано: 27.12.1994
Автори: Тихонюк Леонід Сергійович, Сапожков Валерій Євгенович, Шевченко Олександр Іванович, Нестеров Дмитро Кузьмич, Сахно Валерій Олександрович, Левченко Микола Пилипович
МПК: C21D 9/04
Мітки: термічної, спосіб, рейок, обробки
Формула / Реферат:
1. Способ термической обработки рельсов, включающий сфероидизирующий отжиг в три этапа, поверхностную закалку головки ТВЧ и самоотпуск, отличающийся тем, что на первом этапе сфероидизирующего отжига проводят нагрев до 200-300°C и выдержку в течение 1-3 часов, на втором этапе осуществляют 1-3 цикла нагрева со скоростью 50-100°C/ч до 740-780°C с выдержкой 1-3 часа и последующим охлаждением со скоростью 1-6°C до 520-420°C, на третьем этапе ведут...
Спосіб термічної обробки виробів
Номер патенту: 34833
Опубліковано: 15.03.2001
Автор: Зелікович Олександр Якович
МПК: C21D 1/84, C21D 9/36, C21D 1/18, B21H 1/00
Мітки: спосіб, термічної, обробки, виробів
Формула / Реферат:
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Спосіб термічної обробки сталей загартуванням
Номер патенту: 53077
Опубліковано: 15.01.2003
Автори: Бойко Андрій Валерійович, Шаповалова Оксана Михайлівна, Шаповалов Олексій Вікторович
МПК: C21D 1/56
Мітки: обробки, спосіб, термічної, загартуванням, сталей
Формула / Реферат:
Спосіб термічної обробки сталі загартуванням, що включає нагрівання, ізотермічну витримку і загартування у водяному розчині, який відрізняється тим, що перед загартуванням у воді при кімнатній температурі розчиняють 3 - 7 % непридатних відходів - кеку титано-магнієвого виробництва.
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: сталі, термічної, спосіб, обробки
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Наступний патент: Спосіб дегазації сірки (варіанти) та апарат для його здійснення
Випадковий патент: Спосіб корекції психоемоційного порушення у жінок з ранніми втратами вагітності