Спосіб отримання сухозлітного золота і сплавів на його основі
Номер патенту: 57967
Опубліковано: 17.10.2005
Автори: Мінаков Віктор Павлович, Лазоркін Віктор Андрійович, Надемський Віктор Анатолійович, Чорний Богдан Петрович, Кравченко Анатолій Анатолійович
Формула / Реферат
Застосування препарату, що містить клітини штаму Bacillus subtilis ДНКІБШМ №090 і продукти їх життєдіяльності, як засобу для лікування та профілактики гіпотиреоїдних станів.
Текст
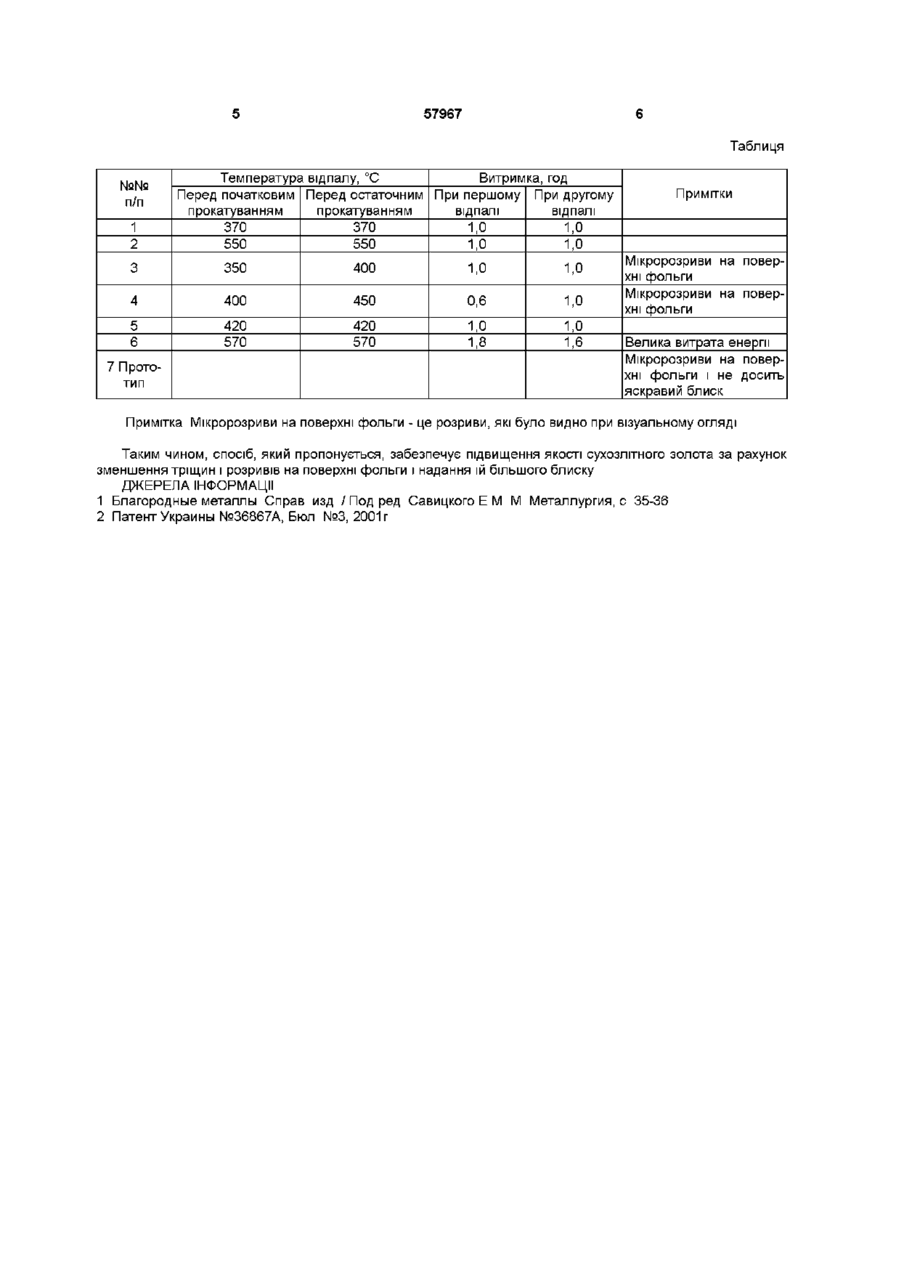
Спосіб отримання сухозлітного золота і сплавів на його основі, що містить в собі отримання проміжного прокату, розрізання його на картки, збирання пакета з цих карток, вміщення його в мідну технологічну обойму і початкове прокату вання пакета в технологічній обоймі до отримання заготовок завтовшки 2-10мкм, збирання з них нового пакета з мідними прокладками поміж картками і мастилом між ними, розміщення його в новій МІДНІЙ технологічній обоймі, остаточне прокатування, розбирання пакета, відпал заготовок та видалення мідних прокладок шляхом розчинення їх в кислоті, який відрізняється тим, що перед початковим і остаточним прокатуванням пакетів з картками здійснюють відпал заготовок при температурі 370-550°С протягом 0,7-1,5 години, при цьому відпал заготовок перед остаточним прокатуванням здійснюють у вакуумі Винахід належить до способів отримання тонких плівок із золота та сплавів на його основі завтовшки 0,1-1мкм, яке називається сухозлітним і використовується з декоративною метою Відомий спосіб отримання сухозлітного золота, який полягає в тому, що картки фольги завтовшки 0,1-0,15мм, які отримують прокатуванням, відокремлюють одна від одної прокладками, збирають в пакет, який вміщують в шкіряну обойму, а по обоймі б'ють молотком [1] При такому куванні відбувається витончення карток за рахунок їх витягування Після першого кування розбирають пакет і починають готувати інший пакет для другого кування молотком меншої маси на других режимах При необхідності здійснюють і третє кування Недоліком цього способу є низький вихід кінцевої продукції, низька продуктивність процесу, невисока якість сухозлітного золота, що отримується, а також необхідність високої кваліфікації ковалів ручного кування Відомий також спосіб отримання сухозлітного золота, який містить в собі отримання проміжного прокату, розрізання його на картки, збирання пакету з цих карток, вміщення його в мідну технологічну обойму, початкове прокатування пакету в технологічній обоймі до отримання заготовок завтовшки 2-Юмкм, збирання з них нового пакету з мідними прокладками поміж картками і мастилом між ними, розміщення його в новій МІДНІЙ технологічній обоймі, остаточне прокатування, розбирання пакету, відпал отриманих заготовок і видалення мідних прокладок шляхом розчинення їх в кислоті [2] Недоліком відомого способу є низька якість сухозлітного золота і сплавів на його основі, що отримуються, бо в процесі прокатування фольги можлива поява дрібних тріщин (розривів) А поверхня сухозлітного золота не має достатнього блиску і є тьмяною В основу способу отримання сухозлітного золота і сплавів на його основі поставлена задача шляхом додавання нових технологічних операцій забезпечити підвищення якості сухозлітного золота і сплавів на його основі Поставлена задача досягається тим, що у способі отримання сухозлітного золота і сплавів на його основі, який містить в собі отримання проміжного прокату, розрізання його на картки, збирання пакету з цих карток, вміщення його в мідну технологічну обойму та початкове прокатування пакету в технологічній обоймі до отримання заготовок завтовшки 2-Юмкм, збирання з них нового пакету з мідними прокладками поміж картками і мастилом між ними, розміщення його в новій МІДНІЙ технологічній обоймі, остаточне прокатування, розбирання пакету, відпал заготовок та видалення мідних прокладок шляхом розчинення їх в кислоті новим є те, що перед початковим і остаточним прокатуванням пакетів з картками здійснюють відпал заготовок при температурі 370-550°С протягом 0,7-1,5 годи 1 (О о> ю 57967 ня розривів на їх поверхнях Крім того, викорисни, при цьому відпал заготовок перед остаточним тання відпалу перед остаточним прокатуванням у прокатуванням здійснюють у вакуумі вакуумі забезпечує досить яскраву, блискучу поСпосіб здійснюють таким чином верхню сухозлітного золота через відсутність окиВиплавлений зливок із золота або сплаву на сних плівок на ній основі золота прокатують за декілька проходів на двох- або чотирьохвалковому стані до отримання Відпал заготовок необхідно здійснювати при проміжного прокату завтовшки 40-70мкм Потім температурі 370-550°С протягом 0,7-1,5 години отриману заготовку розрізають на квадратні картки При здійсненні відпалу заготовок при темпераі збирають з них пакет, в якому може бути від 50 турі нижче 370°С і часі витримки менше, ніж 0,7 до 200 карток Зібраний з карток пакет розміщують години, можливі розривання фольги в процесі пров технологічній обоймі, виготовленій з листів МІДІ катування, а здійснювати відпал заготовок при завтовшки від 0,5 до 1,5мм, яка являє собою потемпературі вище 550°С і часі витримки понад 1,5 рожнисту конструкцію прямокутного поперечного години нераціонально через великі витрати енерперерізу Пакет, розміщений в технологічній обойгії мі, відпалюють при температурі 370-550°С і виПриклад Для випробування винаходу, який тримці 0,7-1,5 години, а потім здійснюють проміжпропонується, зливок масою 50г з золота марки не прокатування пакету за декілька проходів до ЗлСрМ960-30 прокатали з проміжними відпалами отримання заготовок із золота або сплавів на його за декілька проходів на двохвалковому стані до основі завтовшки 2-10мкм Перед прокатуванням отримання підкату завтовшки бОмкм і завширшки між картками вводять мастило Сумарне витягу90мм Після прокатування отриману заготовку вання після початкового прокатування становить ц, розрізали на квадратні картки 90 х 90мм Картки = 4-35 Після прокатування видаляють механічним зібрали в пакет (100 штук), розмістили в технологішляхом технологічну обойму, розбирають пакет, чній обоймі, виготовленій з мідних листів завтовшякий видовжився, і виймають заготовки із золота ки 0,7мм і відпалили при температурі 400°С протяЦі заготовки знову ріжуть на квадратні картки і гом 1 години Потім розібрали пакет, кожну картку збирають з них новий пакет При цьому між кожзмастили, знову зібрали пакет, розмістили його в ними двома сусідніми картками розмішують МІДНІ новій технологічній обоймі і прокатали на двохвалпрокладки у вигляді мідних квадратних пластин з ковому стані за декілька проходів з витяганням ц, = такою ж площею, що і заготовки із золота Зібра15 ний пакет також вмішують в мідну технологічну Отримані після прокатування заготовки (золоті обойму, а потім відпалюють у вакуумі при темпесмуги, плакіровані міддю) відпалили у вакуумі ратурі 370-550°С і витримці 0,7-1,5 години В про(тиск р = 7 10 3 Па) при температурі t = 500°С і цесі віддалення забезпечують високий вакуум, витримці 1,1 години Потім механічним шляхом величина якого становить (0,1-10) 10 3 Па Після видалили технологічну обойму, розібрали прокавідпалу вкривають поверхні кожних двох сусідніх таний пакет і розрізали золоті смуги на квадратні прокладок мастилом і здійснюють кінцеве прокатукартки Товщина карток становила 4мкм Для здійвання підготовленого таким чином пакету заготоснення остаточного прокатування виготовили провок на двох- чотирьохвалковому стані з витягуванкладки з МІДІ у вигляді квадратних карток 95 х ням ц, = 5-20 до отримання сухозлітного золота 95мм завтовшки 25мм кожна Після цього зібрали завтовшки 0,1-1,Омкм Після кінцевого прокатуванпакет із золотих карток і мідних прокладок При ня розрізають технологічну обойму, розбирають цьому між контактними поверхнями кожних двох пакет, з якого виймають заготовки у вигляді трипрокладок, а також між внутрішніми поверхнями металу (мідь + золото + мідь) В процесі кінцевого технологічної обойми і пакетом розмістили мастипакетного прокатування золотої фольги, яка розділо Кінцеве прокатування здійснили з витяганням лена мідною фольгою, відбувається дифузійне JLI = 20 для отримання сухозлітного золота завтовзварювання між кожною золотою карткою і двома шки 0,2мкм Потім зрізали технологічну обойму і мідними картками, при цьому забезпечується ріврозібрали пакет на три металеві смужки (мідь + номірне по всьому поперечному перерізу і довжині золото + мідь) МІДЬ З обох сторін золотої фольги витягування золотої фольги без порушення її ЦІЛІвидалили з допомогою 25% азотної кислоти, розСНОСТІ і без гофрів різали фольгу завтовшки 0,2мкм на квадратні картки з розмірами 91,5 х 91,5мм, відпалили їх при Після вилучення з прокатаного пакету триметемпературі 70°С протягом трьох годин і вклали в талевих заготовок (мідь + золото + мідь) їх ріжуть спеціальні книжки по 60 штук Сухозлітне золото на задані розміри карток і видаляють з них мідний мало товщину 0,2мкм, рівномірну по всьому попешар Для цього заготовки занурюють у МІСТКІСТЬ З речному перерізу, тріщини, в тому числі мікроскокислотою, наприклад, азотною, і через певний час пічні, розриви, перегини і гофри були відсутні, повиймають з неї сухозлітне золото При цьому мідь, верхня карток мала яскравий золотий блиск взаємодіючи з азотною кислотою, розчиняється, а золоті картки виймаються цілими, бо золото не Для порівняння отримали сухозлітне золото реагує з цією кислотою Картки золота відпалюють завтовшки 0,2мм у спосіб-прототип, при якому не при температурі 60-80°С протягом 2-3 годин в паздійснювали відпал заготовок перед початковимі перовому зошиті і вкладають в книжки, після чого остаточним прокатуваннями На поверхні карток сухозлітне золото приймає товарний вигляд була невелика КІЛЬКІСТЬ мікроскопічних тріщин, а сама поверхня не мала досить яскравого блиску Відпал заготовок перед початковим і кінцевим прокатуваннями забезпечує високу якість сухоВ таблиці наведено результати експериментів злітного золота, що отримується, за рахунок рівпри різних технологічних режимах отримання суномірного витягування кожної картки без утворенхозлітного золота 57967 Таблиця №№ п/п 1 2 Температура відпалу, °С Витримка, год Перед початковим Перед остаточним При першому При другому прокатуванням прокатуванням відпалі відпалі 370 370 1,0 1,0 550 550 1,0 1,0 3 350 400 1,0 1,0 4 400 450 0,6 1,0 5 6 420 570 420 570 1,0 1,8 1,0 1,6 7 Прототип Примітки Мікророзриви на поверхні фольги Мікророзриви на поверхні фольги Велика витрата енергії Мікророзриви на поверхні фольги і не досить яскравий блиск Примітка Мікророзриви на поверхні фольги - це розриви, які було видно при візуальному огляді Таким чином, спосіб, який пропонується, забезпечує підвищення якості сухозлітного золота за рахунок зменшення тріщин і розривів на поверхні фольги і надання їй більшого блиску ДЖЕРЕЛА ІНФОРМАЦІЇ 1 Благородные металлы Справ изд / Под ред Савицкого Е М М Металлургия, с 35-36 2 Патент Украины №36867А, Бюл №3, 2001г
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of gold leaf and alloys thereof
Автори англійськоюChornyi Bohdan Petrovych, Minakov Viktor Pavlovych, Nademskyi Viktor Anatoliiovych, Lazorkin Viktor Andriiovych, Lazorkin Viktor Andriovych
Назва патенту російськоюСпособ получения сусального золота и сплавов на его основе
Автори російськоюЧорний Богдан Петрович, Минаков Виктор Павлович, Надемский Виктор Анатолиевич, Лазоркин Виктор Андреевич
МПК / Мітки
МПК: B21D 33/00
Мітки: сухозлітного, сплавів, основі, золота, спосіб, отримання
Код посилання
<a href="https://ua.patents.su/3-57967-sposib-otrimannya-sukhozlitnogo-zolota-i-splaviv-na-jjogo-osnovi.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання сухозлітного золота і сплавів на його основі</a>
Спосіб отримання сухозлітного золота, платини і сплавів на їх основі
Номер патенту: 47236
Опубліковано: 15.08.2005
Автори: Надемський Віктор Анатолійович, Чорний Богдан Петрович, Копейченко Дмитро Миколайович, Лазоркін Віктор Андрійович
МПК: B21D 33/00
Мітки: золота, отримання, основі, сухозлітного, платини, сплавів, спосіб
Формула / Реферат:
Спосіб отримання сухозлітного золота, платини і сплавів на їх основі , що включає отримання проміжного прокату, розрізання його на картки, збирання пакета з цих карток і початкову прокатку пакета в технологічній обоймі до отримання заготовок завтовшки 2-10 мкм, збирання з них нового пакета з мідними прокладками між картками і мастилом між ними, розміщення його у мідній технологічній обоймі, остаточну прокатку пакета, розбирання пакета і...
Спосіб отримання сухозлітного золота
Номер патенту: 36867
Опубліковано: 17.03.2003
Автори: Копейченко Дмитро Миколайович, Чорний Богдан Петрович, Хижняк Олександр Іванович, Надемський Віктор Анатолійович, Мінаков Віктор Павлович, Лазоркін Віктор Андрійович, Кравченко Анатолій Анатолійович
МПК: B21D 33/00
Мітки: сухозлітного, золота, спосіб, отримання
Формула / Реферат:
Спосіб отримання сухозлітного золота, який складається з отримання підкату, розрізання його на картки, збирання пакунка із карток із змащувачем поміж ними, розташування пакунка в технологічній обоймі до отримання заготовок завтовшки 2-10 мкм, розбирання пакунка, розрізання заготовок на нові картки, збирання з них пакунка з прокладками між картками і розташування його в технологічній обоймі, остаточної пластичної деформації, розбирання пакунка...
Спосіб отримання сухозлітної платини і сплавів на її основі
Номер патенту: 58073
Опубліковано: 15.08.2005
Автори: Чорний Богдан Петрович, Лазоркін Віктор Андрійович, Кравченко Анатолій Анатолійович, Мінаков Віктор Павлович, Надемський Віктор Анатолійович
МПК: B21D 33/00
Мітки: спосіб, сплавів, основі, отримання, сухозлітної, платини
Формула / Реферат:
Застосування препарату, що містить клітини штаму Bacillus subtilis ДНКІБШМ №090 і продукти їх життєдіяльності, як засобу для лікування та профілактики гіпотиреоїдних станів.
Спосіб отримання золота
Номер патенту: 29724
Опубліковано: 15.11.2000
Автор: Бурда Володимир Степанович
МПК: C22B 11/00
Мітки: спосіб, золота, отримання
Текст:
...реакції. (19) (21) 97020690 (22) 18.02.1997 (24) 15.11.2000 (33) UA (46) 15.11.2000, Бюл. № 6, 2000 р. (72) Бурда Володимир Степанович (73) Бурда Володимир Степанович 29724 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до...
Спосіб отримання термоелектричних сплавів на основі телуриду олова
Номер патенту: 43950
Опубліковано: 15.01.2002
Автори: Запухляк Руслан Ігорович, Фреїк Дмитро Михайлович, Прокопів Володимир Васильович, Пиц Михайло Васильович
МПК: C30B 11/02
Мітки: телуриду, олова, основі, спосіб, сплавів, термоелектричних, отримання
Формула / Реферат:
1. Спосіб отримання термоелектричних сплавів на основі телуриду олова, який полягає в тому, що вихідну речовину розташовують у кварцовій вакуумованій ампулі, поміщають у піч, температура нагріву якої є вищою від температури плавлення вихідних елементів, ампулу з вихідними елементами витримують при цій температурі, після чого охолоджують до кімнатної температури, який відрізняється тим, що як вихідну речовину використовують окремі елементи...