Спосіб газополуменевого напилення тугоплавких порошків
Номер патенту: 58032
Опубліковано: 25.03.2011
Автори: Довжук Сергій Олександрович, Брусило Юрій Володимирович, Сорока Олена Борисівна, Лопата Віталій Миколайович, Капішон Лариса Стефанівна
Формула / Реферат
Спосіб газополуменевого напилення тугоплавких порошків, під час якого виконують підготовку поверхні деталі до нанесення покриття, а саме піддають її очищенню і створенню поверхні потрібної шорсткості, а потім в установці для газополуменевого напилення порошкових матеріалів наносять на підготовлену поверхню деталі порошковий матеріал, на якій і отримують покриття з порошкового матеріалу, який відрізняється тим, що попередньо тугоплавкий порошковий матеріал піддають плакуванню легкоплавкою металозв'язкою, вид і кількість якого визначають за діаграмою стану з умови утворення у результаті напилення на поверхні деталі легкоплавкої евтектики з температурою, меншою за температуру плавлення плакуючого матеріалу.
Текст
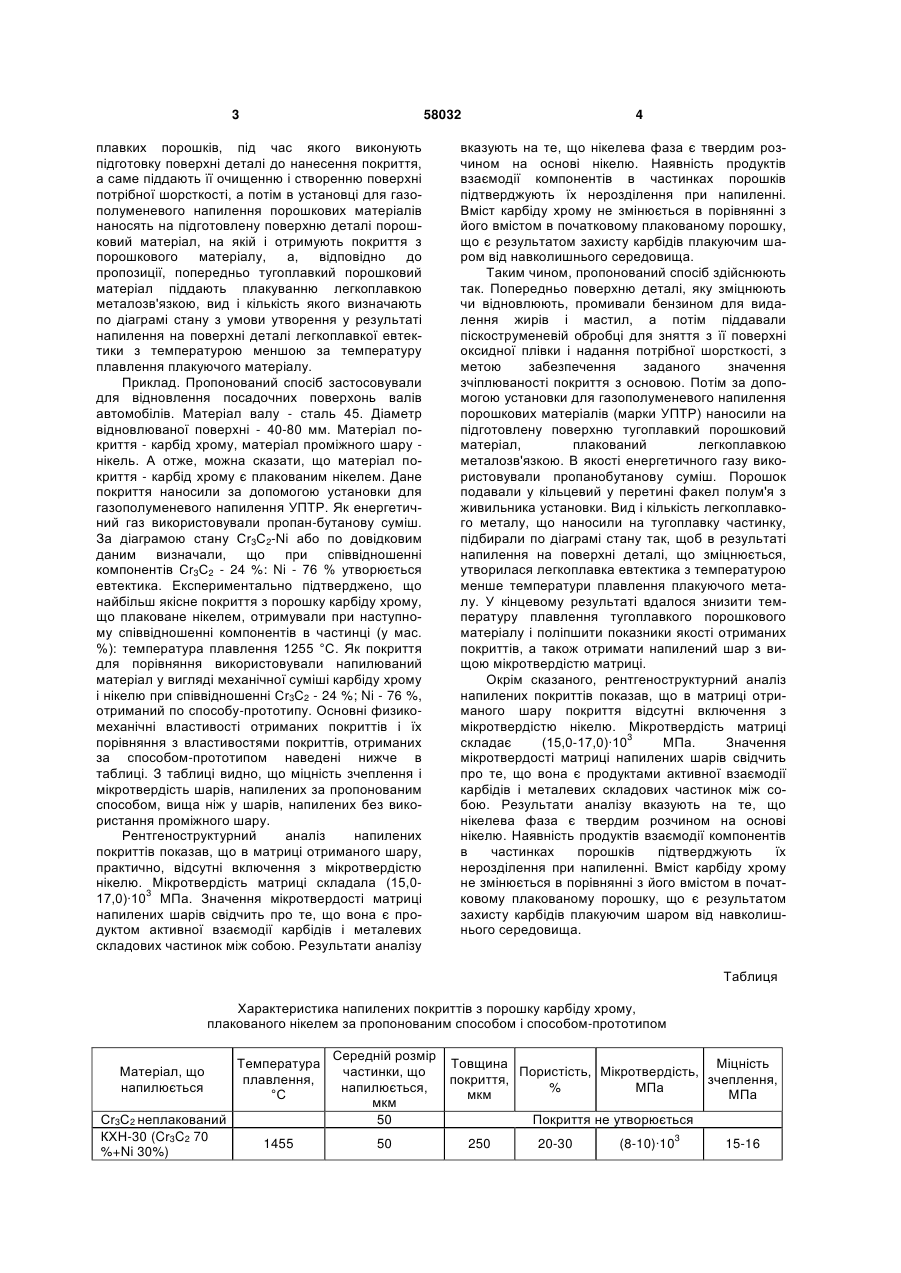
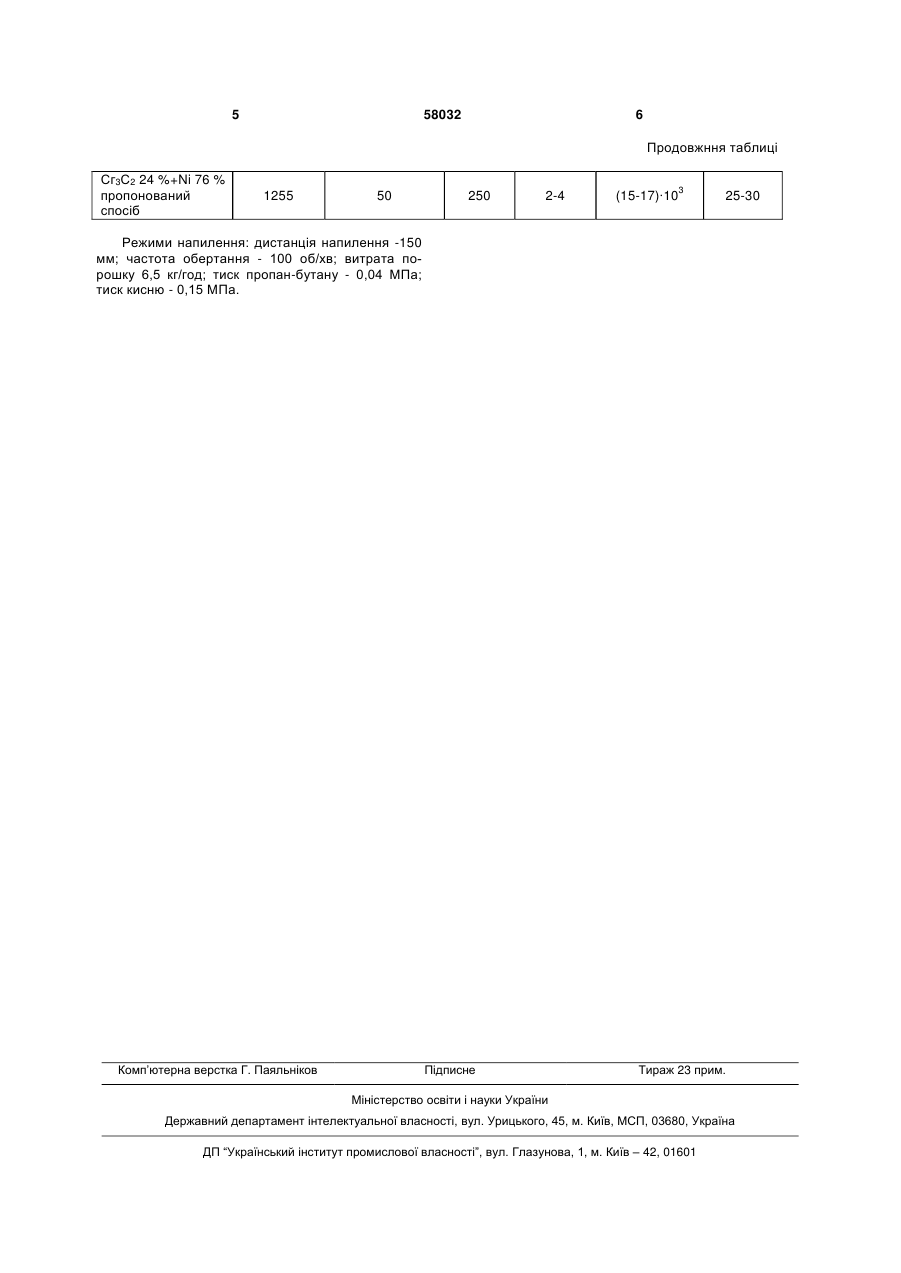
Спосіб газополуменевого напилення тугоплавких порошків, під час якого виконують підготовку поверхні деталі до нанесення покриття, а саме 3 58032 плавких порошків, під час якого виконують підготовку поверхні деталі до нанесення покриття, а саме піддають її очищенню і створенню поверхні потрібної шорсткості, а потім в установці для газополуменевого напилення порошкових матеріалів наносять на підготовлену поверхню деталі порошковий матеріал, на якій і отримують покриття з порошкового матеріалу, а, відповідно до пропозиції, попередньо тугоплавкий порошковий матеріал піддають плакуванню легкоплавкою металозв'язкою, вид і кількість якого визначають по діаграмі стану з умови утворення у результаті напилення на поверхні деталі легкоплавкої евтектики з температурою меншою за температуру плавлення плакуючого матеріалу. Приклад. Пропонований спосіб застосовували для відновлення посадочних поверхонь валів автомобілів. Матеріал валу - сталь 45. Діаметр відновлюваної поверхні - 40-80 мм. Матеріал покриття - карбід хрому, матеріал проміжного шару нікель. А отже, можна сказати, що матеріал покриття - карбід хрому є плакованим нікелем. Дане покриття наносили за допомогою установки для газополуменевого напилення УПТР. Як енергетичний газ використовували пропан-бутанову суміш. За діаграмою стану Сr3С2-Ni або по довідковим даним визначали, що при співвідношенні компонентів Сr3С2 - 24 %: Ni - 76 % утворюється евтектика. Експериментально підтверджено, що найбільш якісне покриття з порошку карбіду хрому, що плаковане нікелем, отримували при наступному співвідношенні компонентів в частинці (у мас. %): температура плавлення 1255 °С. Як покриття для порівняння використовували напилюваний матеріал у вигляді механічної суміші карбіду хрому і нікелю при співвідношенні Сr3С2 - 24 %; Ni - 76 %, отриманий по способу-прототипу. Основні физикомеханічні властивості отриманих покриттів і їх порівняння з властивостями покриттів, отриманих за способом-прототипом наведені нижче в таблиці. З таблиці видно, що міцність зчеплення і мікротвердість шарів, напилених за пропонованим способом, вища ніж у шарів, напилених без використання проміжного шару. Рентгеноструктурний аналіз напилених покриттів показав, що в матриці отриманого шару, практично, відсутні включення з мікротвердістю нікелю. Мікротвердість матриці складала (15,017,0)·103 МПа. Значення мікротвердості матриці напилених шарів свідчить про те, що вона є продуктом активної взаємодії карбідів і металевих складових частинок між собою. Результати аналізу 4 вказують на те, що нікелева фаза є твердим розчином на основі нікелю. Наявність продуктів взаємодії компонентів в частинках порошків підтверджують їх нерозділення при напиленні. Вміст карбіду хрому не змінюється в порівнянні з його вмістом в початковому плакованому порошку, що є результатом захисту карбідів плакуючим шаром від навколишнього середовища. Таким чином, пропонований спосіб здійснюють так. Попередньо поверхню деталі, яку зміцнюють чи відновлюють, промивали бензином для видалення жирів і мастил, а потім піддавали піскоструменевій обробці для зняття з її поверхні оксидної плівки і надання потрібної шорсткості, з метою забезпечення заданого значення зчіплюваності покриття з основою. Потім за допомогою установки для газополуменевого напилення порошкових матеріалів (марки УПТР) наносили на підготовлену поверхню тугоплавкий порошковий матеріал, плакований легкоплавкою металозв'язкою. В якості енергетичного газу використовували пропанобутанову суміш. Порошок подавали у кільцевий у перетині факел полум'я з живильника установки. Вид і кількість легкоплавкого металу, що наносили на тугоплавку частинку, підбирали по діаграмі стану так, щоб в результаті напилення на поверхні деталі, що зміцнюється, утворилася легкоплавка евтектика з температурою менше температури плавлення плакуючого металу. У кінцевому результаті вдалося знизити температуру плавлення тугоплавкого порошкового матеріалу і поліпшити показники якості отриманих покриттів, а також отримати напилений шар з вищою мікротвердістю матриці. Окрім сказаного, рентгеноструктурний аналіз напилених покриттів показав, що в матриці отриманого шару покриття відсутні включення з мікротвердістю нікелю. Мікротвердість матриці складає (15,0-17,0)·103 МПа. Значення мікротвердості матриці напилених шарів свідчить про те, що вона є продуктами активної взаємодії карбідів і металевих складових частинок між собою. Результати аналізу вказують на те, що нікелева фаза є твердим розчином на основі нікелю. Наявність продуктів взаємодії компонентів в частинках порошків підтверджують їх нерозділення при напиленні. Вміст карбіду хрому не змінюється в порівнянні з його вмістом в початковому плакованому порошку, що є результатом захисту карбідів плакуючим шаром від навколишнього середовища. Таблиця Характеристика напилених покриттів з порошку карбіду хрому, плакованого нікелем за пропонованим способом і способом-прототипом Матеріал, що напилюється Сr3С2 неплакований КХН-30 (Cr3C2 70 %+Ni 30%) Температура плавлення, °С 1455 Середній розмір Товщина Міцність частинки, що Пористість, Мікротвердість, покриття, зчеплення, напилюється, % МПа мкм МПа мкм 50 Покриття не утворюється 50 250 20-30 (8-10)·103 15-16 5 58032 6 Продовжння таблиці Сг3С2 24 %+Ni 76 % пропонований спосіб 1255 50 250 2-4 (15-17)·103 25-30 Режими напилення: дистанція напилення -150 мм; частота обертання - 100 об/хв; витрата порошку 6,5 кг/год; тиск пропан-бутану - 0,04 МПа; тиск кисню - 0,15 МПа. Комп’ютерна верстка Г. Паяльніков Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for gas-flame spraying of heat-resistant powders
Автори англійськоюSoroka Olena Borysivna, Kapishon Larysa Stefanivna, Lopata Vitalii Mykolaiovych, Dovzhuk Serhii Oleksandrovych, Brusylo Yurii Volodymyrovych
Назва патенту російськоюСпособ газопламенного напыления тугоплавких порошков
Автори російськоюСорока Елена Борисовна, Капишон Лариса Стефановна, Лопата Виталий Николаевич, Довжук Сергей Александрович, Брусило Юрий Владимирович
МПК / Мітки
МПК: C23C 14/00
Мітки: газополуменевого, порошків, тугоплавких, напилення, спосіб
Код посилання
<a href="https://ua.patents.su/3-58032-sposib-gazopolumenevogo-napilennya-tugoplavkikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб газополуменевого напилення тугоплавких порошків</a>
Порошок для газополуменевого напилення

Номер патенту: 36925
Опубліковано: 16.04.2001
Автори: Щепотьєв Олександр Іванович, Комаров Володимир Олександрович, Колесник Володимир Іванович, Мусієнко Микола Миколайович
МПК: C23C 14/14, B22F 9/00
Мітки: газополуменевого, напилення, порошок
Текст:
...досягла 65506600 МПа та міцності зчеплення з підложкою 6570 МПа. Порівняльний аналіз технічного рішення з прототипом дозволяє зробити висновок, що порошок на основі заліза для газополуменевого напилення відрізняється тим, що додатково введені хром, алюміній та бор, при цьому вміст усіх складових компонентів порошку має наступний, у відсотках, склад по масі: вуглець 0,96-1,03%; хром 1,5-1,7%; алюміній 9,8-10,2%; бор 5,9-6,3%; залізо - решта....
Спосіб газополуменевого напилення порошковими матеріалами, переважно з низькою теплопровідністю
Номер патенту: 37467
Опубліковано: 15.05.2001
Автори: Білоцерківський Марат Артемонович, Кропівний Володимир Миколайович, Лопата Віталій Миколайович
Мітки: напилення, теплопровідністю, порошковими, спосіб, газополуменевого, матеріалами, переважно, низькою
Формула / Реферат:
Спосіб газополуменевого напилення порошковими матеріалами, переважно з низькою теплопровідністю, який включає змішування робочих газів, їх подачу з різною швидкістю витікання з сопла пальника, для формування співвісно розташованих первинного і вторинного факелів, нагрівання часток порошку первинним факелом і додаткове нагрівання і прискорення їх вторинним факелом, який відрізняється тим, що первинний факел формують кільцевим і здійснюють ним...
Спосіб обробки нанокристалічних порошків тугоплавких сполук в потоці газу
Номер патенту: 80349
Опубліковано: 10.09.2007
Автори: Рагуля Андрій Володимирович, Колесніченко Валерій Григорович, Тищенко Надія Іванівна, Згалат-Лозинський Остап Броніславович
МПК: B22F 1/00, C04B 35/622, C04B 35/584, C04B 35/581, C04B 35/58, C04B 35/626
Мітки: тугоплавких, потоці, обробки, сполук, порошків, газу, нанокристалічних, спосіб
Формула / Реферат:
Спосіб обробки нанокристалічних порошків тугоплавких сполук шляхом термообробки їх в потоці газу, який відрізняється тим, що попередньо здійснюють холодне пресування нанокристалічних порошків тугоплавких сполук розміром менше ніж 100 нм, термообробку одержаних пресовок здійснюють в потоці гостроосушеного водню при температурах 450-500 °С зі швидкістю нагрівання 30-60 °С/год. та/або гостроосушеного азоту при температурах 650-800 °С зі...
Модифікована композиція на основі порошку системи fe-c-cr-al-b для газополум’яного напилення
Номер патенту: 4934
Опубліковано: 15.02.2005
Автори: Мусієнко Микола Миколайович, Марчук Володимир Єфремович, Щепетов Віталій Володимирович, Щепотьєв Олександр Іванович
МПК: C23C 14/14, B22F 9/00
Мітки: fe-c-cr-al-b, системі, композиція, модифікована, напилення, порошку, основі, газополум'яного
Формула / Реферат:
Модифікована композиція на основі порошку системи Fe-C-Cr-Al-B для газополум'яного напилення, що містить вуглець - 0,98-1,03%, хром - 1,5-1,7%, алюміній - 9,8-10,2%, бор - 5,9-6,3%, залізо - решта, яка відрізняється тим, що додатково містить 28-32 масових відсотків порошку тетраборнокислого натрію.
Спосіб одержання порошків тугоплавких неорганічних сполук
Номер патенту: 19189
Опубліковано: 25.12.1997
Автори: Жаботинський Вадим Йосипович, Ткачов Олег Миколайович, Улинська Світлана Миколаївна, Кирнос Олег Яковлевич, Лахно Григорій Семенович, Нерода Валерій Яковлевич
МПК: C01B 31/30
Мітки: сполук, неорганічних, одержання, порошків, тугоплавких, спосіб
Формула / Реферат:
Способ получения порошков тугоплавких неорганических соединений, например, карбидов, нитридов, боридов, сульфидов, силицидов, включающий термообработку смеси исходных компонентов и последующее измельчение полученного продукта, отличающийся тем, что термообработку смеси исходных компонентов ведут при воздействии на нее пучка ускоренных электронов, а время воздействия выбирают из выражения:где S - площадь электронного пучка на...
Попередній патент: Роторно-дисковий апарат
Наступний патент: Спосіб навантаження оболонкових конструкцій при голографічній дефектоскопії
Випадковий патент: Спосіб виготовлення прорізної кишені в листочку