Спосіб обробки деталей і пристрій для його здійснення
Номер патенту: 58135
Опубліковано: 15.07.2003
Автори: Савенко Світлана Валентинівна, Граборов Роман Вікторович, Анділахай Олександр Олександрович

Формула / Реферат
1. Спосіб обробки деталей вільним абразивом, розміщених в контейнері, якому задають планетарний рух, який відрізняється тим, що контейнеру задають спочатку кругові коливання заданої частоти n відносно зміщеної осі, а після набуття ним частоти обертів N відносно своєї осі змінюють кругові коливання контейнера на протилежні, причому:
![]()
де n - частота кругових коливань відносно зміщеної осі, яка дорівнює частоті обертів електропривода;
eексц. - ексцентриситет зміщеної осі;
Rконт. - радіус контейнера;
fтр. - коефіцієнт тертя для внутрішньої поверхні контейнера і маси завантаження (fтр= 0,5-0,65).
2. Пристрій для обробки деталей, що містить контейнер і електропривід, який відрізняється тим, що контейнер оснащений підшипником, встановленим на ексцентрику, змонтованому на валу електроприводу, а електропривід оснащений реверсуючим пристроєм.
Текст
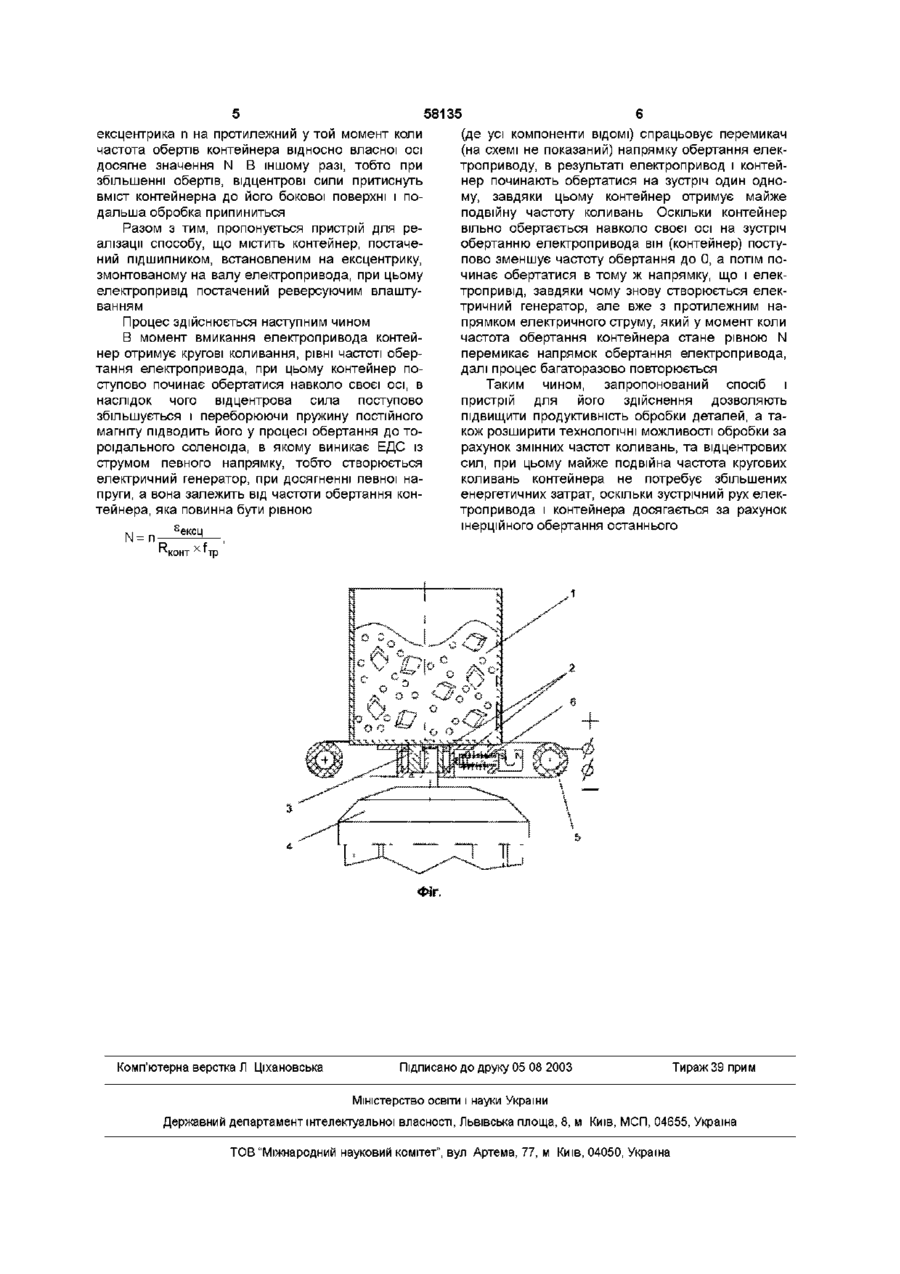
1 Спосіб обробки деталей вільним абразивом, розміщених в контейнері, якому задають планетарний рух, який відрізняється тим, що контейнеру задають спочатку кругові коливання заданої частоти п відносно зміщеної осі, а після набуття ним частоти обертів N відносно своєї осі змінюють кругові коливання контейнера на протилежні, причому Винахід відноситься до області машинобудування і може бути використаний для відробнозачисної обробки дрібних деталей приборобудування, оптико-механічного виробництва радіо і електротехнічної промисловості Відомий спосіб, в якому контейнеру з оброблювальними деталями, встановленому в корпусі з зазором задають планетарний рух Спосіб реалізується пристроєм, що містить пружно підвішений контейнер, заповнений середовищем, що обробляє і оброблювальними деталями, який вчиняє кругові плоскопаралельні коливання (див Ас СРСР №1093508, кл В24В31/00, опр 1983р) У відомому способі, а ВІДПОВІДНО, І пристрої частота коливань контейнера з технологічним завантаженням незмінна і рівняється частоті коливань, що задаються приводом пристрою, тому оброблювальні деталі наражаються на одноманітний вплив абразивного середовища, отже, лише локальний вплив на окремі елементи деталей Відомий спосіб і пристрій для його здійснення, прийнятий за прототип (див А с СРСР №1390001, кл В24В31/00, опр 1987р), в якому контейнеру з оброблювальними деталями, встановленому в корпусі електропривода з зазором, задають планетарний рух N = nде п - частота кругових коливань відносно зміщеної осі, яка дорівнює частоті обертів електропривода, £ексц - еКСЦеНТрИСИТеТ ЗМІЩЄНОІ ОСІ, RKOHT - р а д і у с к о н т е й н е р а , fTp - коефіцієнт тертя для внутрішньої поверхні контейнера і маси завантаження (fTp= 0,5-0,65) 2 Пристрій для обробки деталей, що містить контейнер і електропривід, який відрізняється тим, що контейнер оснащений підшипником, встановленим на ексцентрику, змонтованому на валу електроприводу, а електропривід оснащений реверсуючим пристроєм В означеному способі деталі наражаються на обробку за рахунок впливу абразивного середовища, здійснюючого складний рух в контейнері, що вчиняє планетарний рух внаслідок обкатки по внутрішній поверхні корпуса В цьому способі частота коливань технологічного завантаження, що визначається частотою коливань контейнера і залежить від частоти промислового електричного струму, не може бути змінена в робітничому режимі, що також призводить до одноманітного впливу абразивного середовища на оброблювальні деталі В пристрої для відробної обробки деталей по даному способу, що містить контейнер, розміщений в корпусі, зв'язаному з електроприводом обробка здійснюється при русі технологічного середовища з деталями в контейнері, що вчиняє плоскопаралельні коливання У зв'язку з тим, що контейнер, розміщений в корпусі, вчиняє плоскопаралельні коливання незмінної частоти, відповідної частоті обертання електропривода, оброблювальні деталі наражаються на одноманітний вплив абразивного середовища, отже, лише локальний вплив на окремі елементи деталей, це призводить до зниження продуктивності обробки деталей Крім того, для створення значної ю C O 00 ю 58135 частоти коливань контейнера в робітничому режимі вимагаються більші енергетичні затрати Добре відомо, що всебічний вплив на деталі в процесі відробно-зачистної обробки вільним абразивом в значній мірі залежить від частоти коливань контейнера Вадою існуючих процесів є те, що обробка здійснюється при певній, встановленій заздалегідь, частоті коливань При цьому відсутність можливості настанови більших або менших частот коливань зумовлена необхідністю здійснення і використання складних пристроїв з низькою СТІЙКІСТЮ вузлів приладів, і тому низьким коефіцієнтом корисної дії процесу Крім того, в відомих способах ускладнене регулювання режимів обробки для досягнення необхідної якості поверхні оброблювальних деталей В основу винаходу поставлена задача створити спосіб обробки деталей та пристрій, в якому за рахунок модифікації ПОСЛІДОВНОСТІ ДІЙ ЗМІНЮЄТЬСЯ режим обробки, а у пристрої за рахунок додаткових конструктивних елементів та їх взаємодії досягається виникнення кругових коливань змінних частот у широкому діапазоні значень, від 0 до приблизно 2п, де п - частота обертання електропривода з ексцентриком на валу, а також змінних відцентрових сил, що дозволяє розширити технологічні можливості обробки деталей Поставлена задача вирішується тим, що 1) у способі обробки деталей вільним абразивом, розміщених в контейнері, якому задають планетарний рух, згідно винаходу контейнеру задають спочатку кругові коливання заданої частоти п, відносно зміщеної осі, а після придбання їм частоти обертів N відносно своєї осі змінюють кругові коливання контейнера на протилежні, при цьому N=nде n - частота кругових коливань відносно зміщеної осі, рівна частоті обертів електропривода, £ексц - еКСЦеНТрИСИТеТ ЗМІЩЄНОІ ОСІ, контейнера в результаті поступової синхронізації частоти обертання електропривода 4 з ексцентриком 3 на валу і контейнера 1 зменшуються В момент придбання заданої частоти обертання N командний пристрій 5, 6 реверсує оберти електропривода 4 з ексцентриком 3, тоді як контейнер 1 продовжує по інерції обертатися в колишньому напрямку, завдяки цьому частота кругових коливань контейнера 1, яка є результатом зустрічного обертання ексцентрика 3 і контейнера 1, досягає максимального значення, рівного приблизно 2п Завдяки зустрічному обертанню електропривода 4 з ексцентриком 3 і контейнера 1 по інерції, частота обертання контейнера 1 поступово знижується спочатку до нуля, (при цьому частота кругових коливань контейнера 1 стає рівною частоті обертання електропривода 4) Далі контейнер 1 поступово набирає швидкість і в тій же мірі втрачає частоту кругових коливань і при синхронізації обертів електропривода 4 з ексцентриком 3 і контейнера 1, частота кругових коливань контейнера 1 стає рівною заданій, у зв'язку з цим командне влаштування 5, 6 реверсує обертання електропривода 4 з ексцентриком 3 і процес багаторазово повторюється Переключення напрямку обертання електропривода 4 може здійснюватися, наприклад, за допомогою пристрою, який складається з постійного магніту 6, змонтованого на контейнері 1 з можливістю пружного віджиму під дією відцентрових сил і тороїдальної індукційної котушки 5, з'єднаної з перемикачем напрямку (на схемі не показаний) Частота кругових коливань контейнера визначається в залежності від конструктивних та технологічних параметрів процесу на базі рівняння відцентрової сили, яка виникає при обертанні контейнера з одного боку і сили тертя технологічного середовища з деталями під впливом відцентрової сили з другого m x v ексц mx v 7i2xD2xn2 RKOHT - р а д і у с к о н т е й н е р а , f Tp - коефіцієнт тертя для внутрішньої поверхні контейнера і маси завантаження (f Tp «0,5-0,65), 2) у пристрої для обробки деталей, що містить контейнер і електропривід, згідно винаходу контейнер оснащений підшипником, встановленим на ексцентрику, змонтованому на валу електропривода, а електропривід оснащений реверсуючим влаштуванням Запропонований спосіб і пристрій поясняються кресленням, де на фіг 1 показана схема пристрою, призначеного для реалізації способу обробки деталей, де контейнер 1 з абразивом і оброблювальними деталями оснащений підшипником 2, встановленим на ексцентрику 3, змонтованому на валу електропривода 4, при цьому електропривід постачений реверсуючим влаштуванням 5, 6 В початковий момент, після запуску електропривода 4 з ексцентриком 3 на валу, контейнер 1, вчиняючи кругові коливання, поступово розганяється до заданої частоти обертання N, в результаті чого суміш абразиву і деталей стискається під впливом відцентрових сил, а кругові коливання 1х конт "ексц де m - маса технологічного середовища з деталями, v - окружна швидкість внутрішньої бокової поверхні контейнерна, Уексц - окружна швидкість осі ексцентрика, N - частота обертання контейнерна відносно власної осі, п - частота кругових коливань відносно осі ексцентрика, £ексц - еКСЦеНТрИСИТеТ ЄКСЦЄНТрИКЗ, RKOHT - р а д і у с К0НТЄЙНЄрНЗ, f Tp - коефіцієнт тертя для внутрішньої поверхні контейнерна і маси завантаження (f Tp «0,5-0,65), D - діаметр кола, що описується віссю ексцентрика Після спрощення отримаємо N=n R к 1ч тр Таким чином для забезпечення ефективності процесу необхідно змінювати напрямок обертання 58135 ексцентрика п на протилежний у той момент коли частота обертів контейнера відносно власної осі досягне значення N В іншому разі, тобто при збільшенні обертів, відцентрові сили притиснуть вміст контейнерна до його бокової поверхні і подальша обробка припиниться Разом з тим, пропонується пристрій для реалізації способу, що містить контейнер, постачений підшипником, встановленим на ексцентрику, змонтованому на валу електропривода, при цьому електропривід постачений реверсуючим влаштуванням Процес здійснюється наступним чином В момент вмикання електропривода контейнер отримує кругові коливання, рівні частоті обертання електропривода, при цьому контейнер поступово починає обертатися навколо своєї осі, в наслідок чого відцентрова сила поступово збільшується і переборюючи пружину постійного магніту підводить його у процесі обертання до тороїдального соленоїда, в якому виникає ЕДС із струмом певного напрямку, тобто створюється електричний генератор, при досягненні певної напруги, а вона залежить від частоти обертання контейнера, яка повинна бути рівною (де усі компоненти ВІДОМІ) спрацьовує перемикач (на схемі не показаний) напрямку обертання електроприводу, в результаті електропривод і контейнер починають обертатися на зустріч один одному, завдяки цьому контейнер отримує майже подвійну частоту коливань Оскільки контейнер вільно обертається навколо своєї осі на зустріч обертанню електропривода він (контейнер) поступово зменшує частоту обертання до 0, а потім починає обертатися в тому ж напрямку, що і електропривід, завдяки чому знову створюється електричний генератор, але вже з протилежним напрямком електричного струму, який у момент коли частота обертання контейнера стане рівною N перемикає напрямок обертання електропривода, далі процес багаторазово повторюється Таким чином, запропонований спосіб і пристрій для його здійснення дозволяють підвищити продуктивність обробки деталей, а також розширити технологічні можливості обробки за рахунок змінних частот коливань, та відцентрових сил, при цьому майже подвійна частота кругових коливань контейнера не потребує збільшених енергетичних затрат, оскільки зустрічний рух електропривода і контейнера досягається за рахунок інерційного обертання останнього N=n Комп'ютерна верстка Л Ціхановська Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for machining of parts
Автори англійськоюAndilakhai Oleksandr Oleksandrovych, Savenko Svitlana Valentynivna
Назва патенту російськоюСпособ обработки деталей и устройство для его осуществления
Автори російськоюАндилахай Александр Александрович, Савенко Светлана Валентиновна
МПК / Мітки
МПК: B24B 31/00
Мітки: здійснення, деталей, обробки, спосіб, пристрій
Код посилання
<a href="https://ua.patents.su/3-58135-sposib-obrobki-detalejj-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки деталей і пристрій для його здійснення</a>
Спосіб обробки деталей і пристрій для його здійснення
Номер патенту: 39372
Опубліковано: 15.06.2001
Автори: Анділахай Олександр Олександрович, Барсуков Володимир Анатолійович, Савенко Світлана Валентинівна
МПК: B24B 31/06
Мітки: пристрій, деталей, обробки, здійснення, спосіб
Формула / Реферат:
1. Спосіб обробки деталей, що включає розміщення їх у контейнері, встановленому в корпусі з зазором, якому задають планетарний рух, який відрізняється тим, що корпусу задають коливання частотою, рівною власній частоті коливань контейнера і амплітудою, рівною зазору між контейнером і корпусом, а після цього збільшують частоту до отримання амплітуди рівної 0,3 - 0,35 її первинного значення.2. Пристрій для обробки деталей, що містить...
Пристрій для вібраційної обробки деталей
Номер патенту: 32159
Опубліковано: 15.12.2000
Автори: Горбатюк Руслан Миколайович, Берник Павло Степанович, Ярошенко Леонід Вікторович
МПК: B24B 31/06
Мітки: пристрій, вібраційної, обробки, деталей
Текст:
...робочого середовища та оброблюваних деталей. Інтенсивність взаємного переміщення робочого середовища та деталей, які знаходяться в центральній частині контейнера, відносно такого ж робочого середовища та деталей, які знаходяться в периферійній частині контейнера, також збільшується за рахунок коливань еластичних стінок контейнера На фіг. 1 зображено принципову схему запропонованого вібраційного пристрою для обробки деталей, на фіг 2 - розріз...
Спосіб електрогідравлічної очістки нежорстких пластинчатих деталей та пристрій для його здійснення
Номер патенту: 30508
Опубліковано: 15.11.2000
Автори: Довганюк Сергій Іванович, Козин Костянтин Васильович, Коваленко Євген Петрович, Власов Павло Євгенович, Бутаков Борис Іванович, Онопченко Олександр Сергійович, Мальцев Анатолій Саватійович, Великоречанин Олександр Васильович, Олександров Віктор Михайлович, Мешин Віталій Веніамінович, Велигин Валерій Олександрович, Ващиленко Василь Іванович
МПК: B22D 29/00
Мітки: здійснення, нежорстких, пластинчатих, пристрій, деталей, електрогідравлічної, спосіб, очистки
Формула / Реферат:
1. Спосіб електрогідравлічної очистки нежорстких пластинчатих деталей, який включає укладання деталі в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурювання контейнера в робочу рідину і очищення дією високовольтних електричних розрядів в рідині з одночасним переміщенням позитивного електрода відносно поверхні деталі, який відрізняється тим, що в якості негативного електрода використовують металічну сітку...
Пристрій для вібраційної обробки деталей
Номер патенту: 38460
Опубліковано: 15.05.2001
Автори: Буря Олександр Іванович, Дудін Володимир Юрійович, Кобець Анатолій Степанович, Фасатуров Станіслав Степанович
МПК: B24B 31/16, B24B 31/06
Мітки: пристрій, деталей, вібраційної, обробки
Формула / Реферат:
Пристрій для вібраційної обробки деталей у контейнері, встановленому на рухомій платформі, що приводиться в коливальний рух від ексцентрикового вібратора, закріпленого на корпусі пристрою, яка шарнірно з'єднана з корпусом за допомогою регульованої по довжині тяги, який відрізняється тим, що шарніри виконано з можливістю механізованого регулювання їх положення відносно площин, до яких вони прилягають, а контейнер пристрою виконано поворотним...
Спосіб обробки радіосигналів навігаційних супутників gps і глонасс та пристрій для його здійснення
Номер патенту: 33744
Опубліковано: 15.02.2001
Автори: Кириченко Олександр Іванович, Батіщев Сергій Миколайович, Борсук Олег Анатолійович, Дубінко Юрій Сергійович
МПК: H04B 1/06
Мітки: здійснення, навігаційних, супутників, спосіб, радіосигналів, глонасс, обробки, пристрій
Текст:
...широкосмугової фільтрації, широкосмугового підсилення, перетворення частоти з використанням гетеродинної частоти, яку одержують від синтезатора гетеродинної частоти, широкосмугового підсилення проміжної частоти, аналогоцифрового перетворення сигналів із виходу відеопідсилювача з обмеженою смугою пропускання і цифрової обробки сигналів, відрізняє ться тим, що операцію перетворення частоти сигналу виконують з використанням гетеродинної...
Попередній патент: Спосіб одержання гіпсових бинтів
Наступний патент: Спосіб реконструкції м’якого піднебіння та язичка
Випадковий патент: Пристрій для введення і розміщення т-подібного внутрішньоматкового контрацептиву і конструкція, що включає внутрішньоматковий контрацептив