Таблетковий препарат на основі ранітидину
Номер патенту: 59085
Опубліковано: 16.05.2005
Автори: Комісаренко Сергій Миколайович, Сафонов Олександр Іванович, Георгієвський Геннадій Вікторович, Сосницький В"ячеслав Борисович, Ковальова Алла Михайлівна, Сафонов Вадим Олександрович, Волков Валентин Георгійович, Ковальчук Наталія Іванівна, Волков Владислав Валентинович, Комісаренко Андрій Миколайович

Формула / Реферат
Корисна модель відноситься до галузі техніки, а саме до обробки металів тиском і може бути використана у трубозварювальних цехах, які спеціалізуються на виробництві електрозварних прямошовних труб.
Відома лінія для виготовлення зварних прямошовних труб великого діаметра (патент України № 41698, В 21В 17/00, В 21C 37/08), у якій труба, що пройшла зовнішнє і внутрішнє зварювання, нагрівається у місці зварного шва індуктором і подається у прокатну кліть, оснащену пристроєм зміцнення зварного шва. Ця кліть має станини, у яких установлені два робочих приводних валка з подушками. Робочі валки виконані з калібрами, радіус утворюючих яких дорівнює радіусу зовнішнього діаметру труби, що прокатується. Між каліброваними валками на штанзі встановлений пристрій для зміцнення внутрішньої поверхні зварного шва, що являє собою блок роликів: два обтискних і два регулюючих ролики. Обтискні ролики встановлені в штанзі з можливістю вертикального переміщення один відносно одного і виконані з твірною поверхнею, радіус якої дорівнює радіусу внутрішнього поверхні труби, що прокатується. Регулюючі ролики встановлені в штанзі з можливістю горизонтального переміщення і виконані з двох частин, одна з яких має циліндричну форму, а друга (у місці взаємодії з обтискним роликом) має форму відповідну твірній поверхні обтискного ролика. Регулюючі ролики для переміщення в горизонтальній площині мають привод (наприклад, гвинт-гайка або гідроциліндр). За допомогою цього привода переміщенням регулюючих роликів, а потім - обтискних роликів, здійснюється вибір необхідного зазору між обтискними роликами й калібрами робочих валків, що забезпечує при проході труби через кліть прокатку зварного шва.
Найбільш близькою до пропонованого рішення прийнята за прототип, є прокатна кліть лінії для виготовлення зварних прямошовних труб (патент України № 503403A, МПК В 21В 31/00). Ця кліть включає станину з розміщеними в ній подушками з двома приводними каліброваними робочими валками, радіус утворюючого калібру яких дорівнює радіусу зовнішньої поверхні труби, що, прокатується, і пристрій для зміцнення внутрішньої поверхні зварного шва, що містить пару обтискних роликів, радіус утворюючої поверхні яких дорівнює радіусу внутрішньої поверхні труби, що прокатується. Пристрій для зміцнення внутрішньої поверхні зварного шва виконано у вигляді касети, що переміщається, з установленими в ній двома обтискними сполученими один з одним роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що, прокатується, при цьому один з роликів установлений у касеті з можливістю переміщення щодо іншого ролика в площині, що проходить через їхні осі обертання, а сама касета оснащена приводом установки і коливання.
Крім того, привод установки й хитання касети пристрою для зміцнення внутрішньої поверхні зварного шва виконаний у вигляді двох гідроциліндрів, осі яких розташовані в одній вертикальній площині, при цьому штоки гідроциліндрів шарнірно з'єднані з касетою, а задні торці корпусів гідроциліндрів шарнірно закріплені на нерухомому вертикальному стояку.
Прокатна кліть такої конструкції більш проста у виготовленні і дозволяє здійснювати зміцнення зварних швів досить широкого діапазону сортаменту.
Однак до її недоліків варто віднести ту обставину, що виготовлені на ній труби мають часто заоваленну форму, як результат неточного калібрування труби при зміцненні шва.
В основу корисної моделі поставлена задача поліпшення якості труб за рахунок забезпечення при зміцненні шва точної геометрії труби.
Поставлена задача вирішується за рахунок того, що в прокатній кліті лінії для виготовлення електрозварних прямошовних труб, що включає станину з розміщеними в ній подушками з двома приводними зовнішніми каліброваними робочими валками і пристрій для локального термо-механічного зміцнення внутрішнього зварного шва, виконано у вигляді касети, що переміщається, з установленими в ній двома обтискними сполученими один з одним внутрішніми каліброваними роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що, прокатується, при цьому один з роликів установлений у касеті з можливістю переміщення відносно іншого ролика в площині, що проходить через їхні осі обертання, а сама касета постачена приводом установки і коливання, відповідно до корисної моделі, пристрій для локального термо-механічноги зміцнення внутрішнього зварного шва омнащено додатковою парою зовнішніх неприводних каліброваних робочих валків, осі обертання яких розташовані в одній площині і перпендикулярні осям обертання приводних зовнішніх каліброваних робочих валків, при цьому додаткові робочі валки оснащені натискним механізмом, при цьому додаткова пара неприводних каліброваних робочих валків установлена з можливістю спільного повороту стосовно осі труби, що прокатується, а подушки цих валків розміщені в касеті, постаченої механізмами коливання у вертикальній площині, що проходить через осі обертання приводних і додаткових неприводних робочих валків.
Крім того в прокатній кліті увігнуте калібрування приводних зовнішніх робочих валків виконана з радіусом меншим, а неприводних зовнішніх робочих валків виконана з радіусом більшим радіуса утворюючої зовнішньої поверхні труби, що прокатується.
У результаті порівняльного аналізу пропонованої прокатної кліті лінії для виготовлення зварних прямошовних труб із прототипом установлено , що вони мають наступні загальні ознаки:
станину;
подушки з двома приводними зовнішніми каліброваними робочими валками;
пристрій для локального термо-механічного зміцнення внутрішнього зварного шва;
пристрій для локального термо-механічного зміцнення виконано у вигляді касети, що переміщається, з установленими в ній двома обтискними сполученими один з одним внутрішніми каліброваними роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що, прокатується;
один з роликів установлений у касеті з можливістю переміщення щодо іншого ролика в площині, що проходить через їхні осі обертання;
касета постачена приводом установки і коливання. Відмітні ознаки:
пристрій для локального термо-механічного зміцнення внутрішнього зварного шва оснащено додатковою парою зовнішніх неприводних каліброваних робочих валка, осі обертання яких розташовані в одній площині і перпендикулярні осям обертання приводних зовнішніх каліброваних робочих валків;
додаткові робочі валки оснащені натискним механізмом;
додаткова пара неприводних каліброваних робочих валків установлена з можливістю спільного повороту стосовно осі труби, що, прокатується;
подушки цих валків розміщені в касеті, постаченої механізмами коливання у вертикальній площині, що проходить через осі обертання приводних і додаткових неприводних робочих валків;
увігнуте калібрування приводних зовнішніх робочих валків виконано з радіусом меншим, а неприводних зовнішніх робочих валків виконано з радіусом більшим радіуса утворюючої зовнішньої поверхні труби, що прокатується.
Таким чином пропонована прокатна кліть лінії для виготовлення електрозва-рних прямошовних труб має нові конструктивні елементи, нові зв'язки вузлір і деталей, нові форми виконання елементів і вузлів.
Між відмітними ознаками і технічним результатом, що досягає, існує при-чинно-наслідковий зв'язок.
Завдяки оснащеню пристрою для локального термо-механічного зміцнення внутрішнього зварного шва додатковою парою зовнішніх неприводних каліброваних робочих валків, що має натискний механізм і можливість повороту навколо осі труби і коливання у вертикальній площині стало можливим регулювання геометричних розмірів труби, що прокатується з метою одержання більш точних її параметрів, що забезпечує підвищення якості одержуваних труб.
Виключення з вище зазначеної сукупності відмітних ознак хоча б одного з них не забезпечує виконання поставленої задачі - поліпшення якості одержуваних труб.
Технічне рішення, що заявляється, невідомо з рівня техніки, тому воно є новим.
Винахід пояснюється кресленнями:
на фіг.1 - загальний вид прокатної кліті лінії для виготовлення зварних пря-мошовних труб; (положення при прокатці труби),
на фіг. 2 - вид А на фіг. 1.
Прокатна кліть лінії для виготовлення зварних прямошовних труб складається зі станини 1, у якій установлені в подушках 2 робочі калібровані верхній валок З і нижній валок 4. Валки 3, 4 мають привод обертання, що на кресленні не показаний. Валки 3, 4 виконані з калібрами С, Д , радіус утворюючих поверхонь яких менше радіуса утворюючої зовнішньої поверхні труби, що, прокатується 5. Між валками 3, 4 по осі калібру розташована касета 6, у якій на підшипниках стаціонарно установлено обтискний ролик 7. Другий обтискний ролик 8 установлено на підшипниках у подушках 9, які мають можливість переміщення в пазах касети 6. Касета 6 має привод установки і коливання, що складається з гідроциліндрів 10 й 11, осі яких перебувають в одній вертикальній площині. Штоки 12 й 13 гідроциліндрів 10, 11 шарнірно з'єднані з касетою 6, а задні торці корпусів цих гідроциліндрів шарнірно закріплені на вертикальному нерухомому стояку 14.
Неприводні калібровані валки 15 установлені на підшипниках кочення в подушках 16, які змонтовані в касетах 17. Касети 17 шарнірно пов'язані з гідравлічними натискними механізмами 18, які шарнірно зкреплені на стояках станини 1. Касети 17 обох неприводних валків 15 зв'язані між собою стяжками 19. Неприводні валки 15 виконані з калібрами, радіус утворюючих поверхонь яких більше радіуса утворюючої зовнішньої поверхні труби, що прокатується 5.
Пристрій працює таким чином.
Зварена труба, що пройшла попереднє нагрівання нвколошовної поверхні подається в прокатну кліть лінії для виготовлення зварних прямошовних труб. У момент подачі труби в кліть валки 3, 4 розведені, касета 6 гідроциліндрами і0, 11 відведена в крайнє від прокатної кліті положення, що більше довжини труби ,а об • тискний ролик 8 гідроциліндром 10 зміщений щодо ролика 7 на стільки, що висота касети 6 з роликами 8, 7 менше внутрішнього діаметру труби, що, прокатується 5. Труба вільно заводиться у кліть у положення початку прокатки. Потім приводні робочі валки 3, 4 і неприводні калібровані валки 15 зводяться в положення прокатки, при якому діаметр калібру стає рівним діаметру зовнішньої поверхні труби 5. Гідроциліндрами 10, 11 касета 6 заводиться у кліть у положення початку прокатки, переміщенням штока 12 гідроциліндра 10 обтискний ролик 8 зміщається обкатуючись навколо осі ролика 7 до вибору зазору у ланцюзі «калібр робочих приводних і неприводних валків - труба - блок обтискних роликів» . після чого приводять у обертання робочі валки 3, 4, 15 і виконують прокатку зварного шва по всій довжині труби і обтиснення її зовнішньої поверхні.
Із усього вищевикладеного видно, що пропонована прокатна кліть лінії для виготовлення електрозварних прямошовних труб завдяки наявності додаткової регульованої пари каліброваних роликів дозволяє при зміцненні зварного шва одержати трубу з точними геометричними параметрами, що забезпечує підвищену якість.
Текст
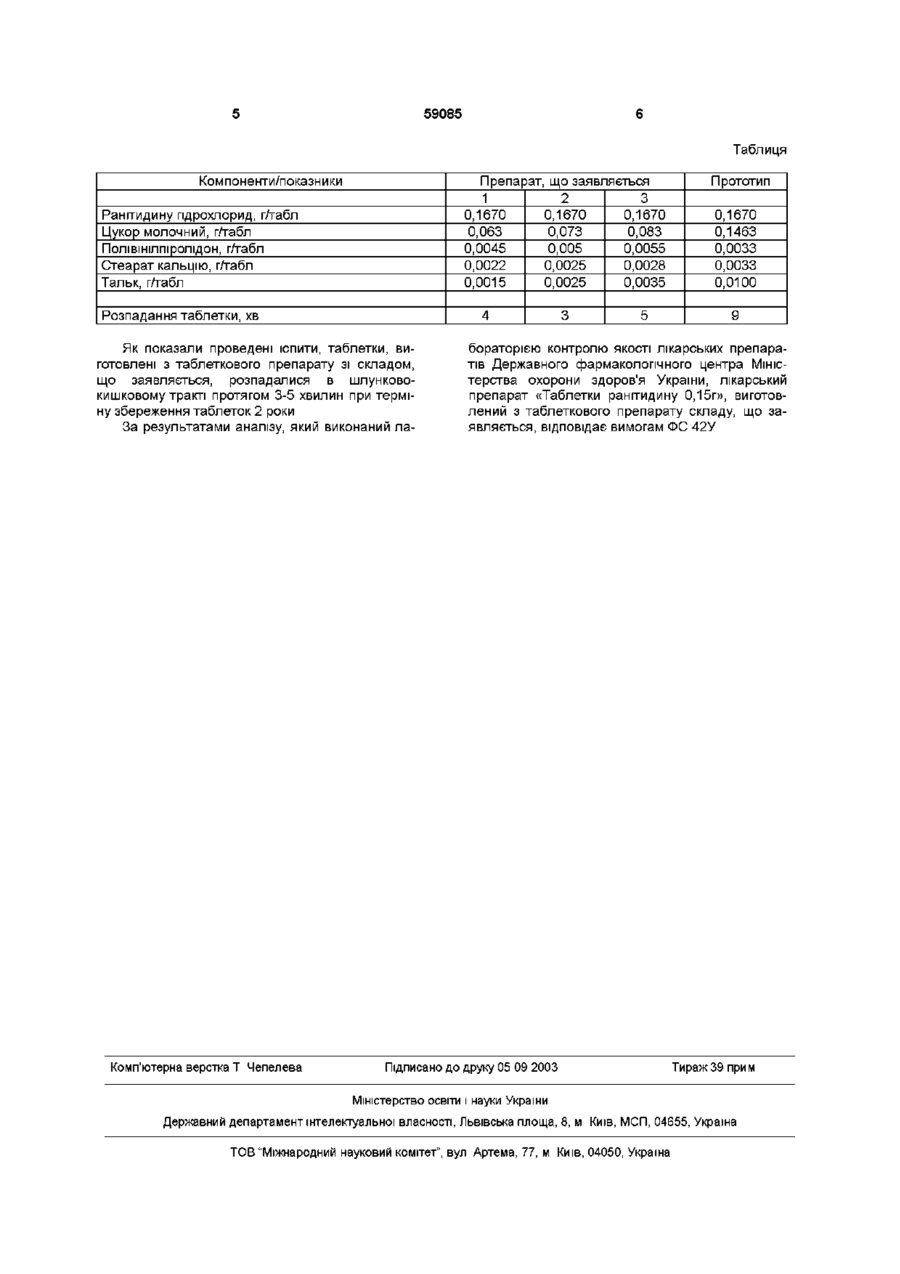
1 Таблетковий препарат на основі ранітидину, що містить як активну речовину ранітидину пдрохлорид, а як ДОПОМІЖНІ речовини цукор молочний, полівшілпіролідон, стеарат луж ноземельного металу і тальк, який відрізняється тим, що таблетковий препарат містить зазначені компоненти при наступному співвідношенні, г^аблетку 0,1670 ранітидину пдрохлорид (у перерахунку на ранітидин) 0,1500 цукор молочний 0,063-0,083 полівшілпіролідон 0,0045-0,0055 стеарат лужноземельного металу 0,0022-0,0028 тальк 0,0015-0,0035 2 Таблетковий препарат за п 1, який відрізняється тим, що як стеарат лужноземельного металу, в ньому використаний стеарат кальцію Винахід відноситься до хіміко-фармацевтичної промисловості, зокрема до твердих фармацевтичних композицій і може бути використаний в технологи виготовлення таблеток фармацевтичної композиції, що приглушує продукування соляної кислоти Відома суміш для виробництва таблеток ранітидину (див заявку Великобританії №2248185 А, 1992р), що містить ранітидину пдрохлорид 600мг карбонат натрію безводний Збмг лактоза (молочний цукор) 60мг полівшілпіролідон 15мг стеарат магнію 8мг Добавка карбонату натрію безводного ВІДПОВІДНО до опису відомого винаходу забезпечує підвищення розпадання таблеток у шлунковокишковому тракті Таблетки на основі суміші зазначеного складу виготовляють так Ранітидину пдрохлорид, карбонат натрію безводний і молочний цукор змішують до одержання однорідної суміші Отриману суміш воложать розчином полівшілпіролідона в етиловому спирті і гранулюють Отримані гранули сушать, змішують зі стеаратом магнію і пресують у таблетки В об'єкта, що заявляється, і аналога збігаються такі суттєві ознаки таблетки містять ранітидину пдрохлорид, цукор молочний, полівшілпіролідон і стеарат лужноземельного металу Аналіз технічних властивостей аналога, обумовлених його ознаками, показує, що одержанню очікуваного технічного результату при його використанні перешкоджають наступні причини Присутність у суміші відомого складу для виробництва таблеток на основі ранітидину значної КІЛЬКОСТІ карбонату натрію (близько 5мас %) сприяє зниженню часу розпадання таблеток у шлунково-кишковому тракті до 12 хвилин, однак при цьому істотно знижується термін придатності лікарського препарату за рахунок впливу ІОНІВ лужного металу на стабільність ранітидину Найбільш близьким по сукупності ознак до винаходу, що заявляється, є обраний, як прототип, таблетковий препарат на основі ранітидину, що містить як активну речовину ранітидину пдрохлорид, а як ДОПОМІЖНІ речовини - цукор молочний, полівшілпіролідон, стеарат лужноземельного металу і тальк при наступному співвідношенні, г^аблетку ранітидину пдрохлорид 0,1670 у перерахунку на ранітидину 0,1500 цукор молочний 0,1350-0,1550 полівшілпіролідон 0,0030-0,0035 стеарат лужноземельного металу 0,0030-0,0035 тальк 0,0090-0,0110 У якості стеарата лужноземельного металу ^f ^ ^ £2 " ІО 00 ^Э О) ІО р — ^f «і ^J 5Г — 59085 передбачається використовувати стеарат кальцію Таблетки, на основі суміші зазначеного складу, виготовляють по такому способу Ранітидину пдрохлорид змішують з молочним цукром до одержання однорідної порошкової суміші Отриману суміш воложать розчином полівшілпіролідона в етиловому спирті і гранулюють відомим методом вологої грануляції Отримані гранули висушують, змішують з ковзними речовинами і речовинами, що змазують, - стеаратом кальцію і тальком - і пресують на таблетковому пресі в таблетки (Див опис винаходу до патенту України №27916, С2, МПК6А61Д031/34) У об'єкта, що заявляється, і прототипу збігаються такі суттєві ознаки таблеткові препарати містять як активну речовину ранітидину пдрохлорид, а як ДОПОМІЖНІ речовини - цукор молочний, полівшілпіролідон, стеарат лужноземельного металу і тальк Аналіз технічних властивостей прототипу, обумовлених його ознаками, показує, що при використанні прототипу одержанню очікуваного технічного результату перешкоджають такі причини Відомий склад компонентів у прототипі не забезпечує досить тривалого терміну придатності таблеток і швидкого розпадання таблеток у шлунково-кишковому тракті Можливо це обумовлено високим змістом цукру молочного (у середньому 95% стосовно ранітидину), а найпоширеніша форма молочного цукру а-лактоза містить у своєму складі воду і має відносно низьку розчинність В основу винаходу поставлено задачу створити такий таблетковий препарат на основі ранітидину, у якому удосконалення шляхом зміни змісту компонентів дозволило б при використанні винаходу забезпечити досягнення технічного результату, що полягає взниженні часу розпадання таблеток у шлунково-кишковому тракті і підвищенні терміну придатності Поставлена задача вирішується тим, що таблетковий препарат, що заявляється в якості винаходу, містить як активну речовину ранітидину пдрохлорид, а як ДОПОМІЖНІ речовини цукор молочний, полівшілпіролідон, стеарат лужноземельного металу і тальк Від прототипу таблетковий препарат, що заявляється, відрізняється тим, що він містить зазначені компоненти при наступному співвідношенні, г^аблетку ранітидину пдрохлорид 0,1670 (у перерахунку на ранітидин) 0,1500 цукор молочний 0,063-0,083 полівшілпіролідон 0,0045-0,0055 стеарат лужноземельного металу 0,0022-0,0028 тальк 0,0015-0,0035 У якості стеарата лужноземельного металу переважно використовувати стеарат кальцію При використанні винаходу очікується досягнення технічного результату, що полягає в зниженні часу розпадання таблеток у шлунковокишковому тракті і підвищенні терміну придатності таблеток ранітидину Між викладеними у формулі винаходу суттєвими ознаками і технічним результатом, що досягається, існує наступний причинно-наслідковий звязок Проведені дослідження показали наступне При виготовленні твердих фармацевтичних препаратів ранітидину необхідно мати на увазі відносно високий зміст ранітидину в таблетці (близько 60%) при його високій гігроскопічності і високій адгезії Гігроскопічність ранітидину обмежує застосування водомістких компонентів Мала насипна маса при високій адгезії ускладнює технологію пресування таблеток У композиції, що заявляється, молочний цукор є розріджувачем, полівшілпіролідон служить зв'язуючи і речовиною, що розпушує, стеарат лужноземельного металу і тальк забезпечують ковзання суміші при пресуванні таблеток У таблетковому препарату, що заявляється, зміст молочного цукру знижено в середньому до 44% відносно ранітидину (проти 95% у прототипу), тобто в суміші зменшено зміст найбільш розповсюдженої форми молочного цукру (а-лактози), що містить у своєму складі воду і має відносно низьку розчинність КІЛЬКІСТЬ же полівшілпіролідона, що здійснює розпушуючу дію, збільшено щодо маси таблетки в порівнянні з прототипом у середньому в два рази Оптимальне співвідношення компонентів, що заявляється, забезпечує при використанні винаходу зниження часу розпадання таблеток у шлунково-кишковому тракті в середньому до 4 хвилин і підвищення терміну придатності до 2 років У конкретному прикладі таблетковий препарат на основі ранітидину, що заявляється ВІДПОВІДНО до формули винаходу, виготовляють таким способом Як вихідну сировину використовують такі компоненти ранітидину пдрохлорид, (європейська фармакопея, 1997 м, с 1434), цукор молочний, (ГФХ, ст589, ОСТ 49-63-85), полівшілпіролідон, (ФС 42-1194-7804), стеарат кальцію, (ТУ 6-09-4233-76), тальк, (ДСТ 9808-75), спирт етиловий ректифікат, (ФС 42У-001-97) Ранітидину пдрохлорид змішують з цукром молочним до одержання однорідної порошкової суміші Отриману суміш воложать розчином полівшілпіролідона в етиловому спирті і гранулюють відомим методом вологої грануляції Отримані гранули висушують, змішують з ковзними речовинами і речовинами, що змазують - стеаратом кальцію і тальком 3 отриманої композиції на таблетковому пресі пресують таблетки діаметром 9мм і масою 0,25г±7,5% Терапевтична доза препарату в кожній таблетці дорівнює 0,15г ранітидину основи Таблетки мають білий колір з жовтуватим ВІДТІНКОМ і специфічний запах Приклади реалізації таблеткового препарату на основі ранітидину, що заявляється, з зазначенням змісту компонентів в інтервалі значень, наведених у формулі винаходу, і ВІДПОВІДНІ значення по розпаданню таблеток вказані в нижченаведеній таблиці Для зіставлення з прототипом в цій таблиці наведені також ВІДПОВІДНІ характеристики таблеток, отриманих з композиції, зазначеної як прототип 59085 Таблиця Компоненти/показники Препарат, що заявляється 1 2 3 0,1670 0,1670 0,1670 0,063 0,073 0,083 0,0045 0,005 0,0055 0,0022 0,0025 0,0028 0,0015 0,0025 0,0035 Ранітидину пдрохлорид, г/табл Цукор молочний, г/табл Полівшілпіролідон, г/табл Стеарат кальцію, г^абл Тальк, г/табл Розпадання таблетки, хв 4 Як показали проведені іспити, таблетки, виготовлені з таблеткового препарату зі складом, що заявляється, розпадалися в шлунковокишковому тракті протягом 3-5 хвилин при терміну збереження таблеток 2 роки За результатами аналізу, який виконаний ла Комп'ютерна верстка Т Чепелева 3 5 Прототип 0,1670 0,1463 0,0033 0,0033 0,0100 9 бораторією контролю якості лікарських препаратів Державного фармакологічного центра Міністерства охорони здоров'я України, лікарський препарат «Таблетки ранітидину 0,15г», виготовлений з таблеткового препарату складу, що заявляється, відповідає вимогам ФС 42У Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюTableted drug containing ranitidine
Автори англійськоюVolkov Valentyn Heorhiovych, Komisarenko Serhii Mykolaiovych, Heorhievskyi Henadii Viktorovych, Kovalchuk Natalia Ivanivna, Kovaliova Alla Mykhailivna, Komisarenko Andrii Mykolaiovych, Rusanova Anhelina Viktorivna
Назва патенту російськоюТаблетированный препарат на основе ранитидина
Автори російськоюВолков Валентин Георгиевич, Комисаренко Сергей Николаевич, Георгиевский Геннадий Викторович, Ковальчук Наталия Ивановна, Ковалёва Алла Михайловна, Комисаренко Андрей Николаевич, Русанова Ангелина Викторовна
МПК / Мітки
МПК: A61K 47/00, A61K 31/34, A61K 9/20
Мітки: основі, ранітидину, таблетковий, препарат
Код посилання
<a href="https://ua.patents.su/3-59085-tabletkovijj-preparat-na-osnovi-ranitidinu.html" target="_blank" rel="follow" title="База патентів України">Таблетковий препарат на основі ранітидину</a>
Таблетковий препарат на основі ранітидину
Номер патенту: 27916
Опубліковано: 16.10.2000
Автори: Нельзева Людмила Борисівна, Оболенцева Галина Володимирівна, Скакун Нонна Миколаївна, Шульга Світлана Григорівна, Рудзинська Ніна Євгеніївна, Супрун Ольга Всеволодівна, Заболотний Вадим Олександрович, Серебрякова Ольга Володимирівна, ШТЕЙНГАРТ Марк Вольфович, Брюзгінова Людмила Петрівна, Левченко Валентина Іванівна, Діхтярьов Сергій Іванович
МПК: A61P 1/04, A61K 47/00, A61K 9/20, A61K 31/34
Мітки: таблетковий, основі, препарат, ранітидину
Текст:
...без увлажнения и предварительной грануляции Преимущества прямого прессования таблеток в данном случае не достигаются, т к - 70 мг Таблетки указанного состава готовят следующим образом Смешивают ранитидина хлорид, микрокристаллическую целлюлозу и кукурузный крахмал Полученную порошковую смесь увлажняют раствором поливинилпирролидона в органическом растворителе и гранулируют Гранулы сушат, смешивают с высокодисперсным S1O2 и стеаратом магния и...
Таблетковий препарат на основі норфлоксацину і спосіб його одержання
Номер патенту: 27497
Опубліковано: 15.09.2000
Автори: Васильченко Валерій Миколайович, Гончаров Микола Іванович, Серебрякова Ольга Володимирівна, Шульга Светлана Григорівна, Горгіевський Віктор Петрович, Скакун Нона Миколаівна, Супрун Ольга Всеволодівна, ШТЕЙНГАРТ Марк Вольфович, Третяк Сергій Миколайович, Заболотний Вадим Олександрович
МПК: A61K 9/20, A61K 31/47
Мітки: норфлоксацину, спосіб, основі, одержання, препарат, таблетковий
Текст:
...длительным периодом распадаемости и не обеспечивают быстрое высвобождение активного вещества В качестве прототипа заявляемому способу выбран описанный в литературе способ получения препаратов, в которых в качестве наполнителя и разрыхляющего вещества используется крахмал (Муравьев А И , Технология лекарств, "Медицина", 1971, с 590-612) Способ включает подготовку сырья (измельчение, просеивание), подготовку смеси активного...
Таблетковий препарат на основі левамізолу і спосіб його одержання
Номер патенту: 43321
Опубліковано: 17.12.2001
Автори: Скакун Нонна Миколаївна, Гончаров Микола Іванович, Гладченко Світлана Васильївна, Георгієвський Віктор Петрович, ШТЕЙНГАРТ Марк Вольфович, Заболотний Вадим Олександрович, Бочарова-Колісніченко Людмила Сергіївна, Супрун Ольга Всеволодівна, Третяк Сергій Миколайович, Солодун Наталія Степанівна
МПК: A61K 9/20, A61J 3/10, A61K 31/41, A61K 9/22
Мітки: препарат, левамізолу, спосіб, одержання, основі, таблетковий
Формула / Реферат:
1. Таблеточный препарат на основе левамизола, содержащий левамизол гидрохлорид в качестве активного вещества, а также лактозу, крахмал, поливинилпирролидон и смазывающее вещество в качестве вспомогательных веществ, отличающийся тем, что он содержит крахмал картофельный, а в качестве смазывающего вещества - стеариновую кислоту при следующем соотношении компонентов, в г на 1 таблетку: левамизол гидрохлорид ...
Спосіб одержання таблеток ранітидину
Номер патенту: 31090
Опубліковано: 15.01.2002
Автори: Заболотний Вадим Олександрович, Серебрякова Ольга Всеволодівна, Ємельянов Віктор Іванович, Комісаренко Олена Пантелеївна, Супрун Ольга Всеволодівна, Броніна Олена Аркадіївна
МПК: A61K 9/36, A61K 31/341, A61K 9/28
Мітки: ранітидину, таблеток, спосіб, одержання
Формула / Реферат:
1. Спосіб одержання таблеток ранітидину, який включає змішування активного препарату з наповнювачем, вологу грануляцію суміші, сушіння гранулята, сухе гранулювання, обпудрювання гранулята та таблетування гранулята, який відрізняється тим, що після таблетування гранулята на таблетки наносять плівкове покриття із суміші метилцелюлози-8, титану двоокису та тропеоліну-0 при їх співвідношенні на одну таблетку, мас. %: 81:16:3.2. Спосіб за...
Спосіб отримання таблеток ранітидину
Номер патенту: 31090
Опубліковано: 15.12.2000
Автори: Серебрякова Ольга Всеволодівна, Заболотний Вадим Олександрович, Броніна Олена Аркадіївна, Ємельянов Віктор Іванович, Комісаренко Олена Пантелеївна, Супрун Ольга Всеволодівна
МПК: A61K 9/36, A61K 9/28, A61K 31/341
Мітки: отримання, таблеток, ранітидину, спосіб
Формула / Реферат:
1. Спосіб одержання таблеток ранітидину, який включає змішування активного препарату з наповнювачем, вологу грануляцію суміші, сушіння гранулята, сухе гранулювання, обпудрювання гранулята та таблетування гранулята, який відрізняється тим, що після таблетування гранулята на таблетки наносять плівкове покриття із суміші метилцелюлози-8, титану двоокису та тропеоліну-0 при їх співвідношенні на одну таблетку, мас. %: 81:16:3.2. Спосіб за...
Попередній патент: Паровий котел
Наступний патент: Свердловинна струминна установка для випробування пластів і спосіб підготовки її до роботи
Випадковий патент: Пристрій для складання обичайок циліндрів