Спосіб виготовлення штампозварних гвинтових заготовок
Номер патенту: 59391
Опубліковано: 10.05.2011
Автори: Босюк Павло Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
Формула / Реферат
Спосіб виготовлення штампозварних гвинтових заготовок, при якому одержують кільцеві заготовки, розрізають їх по радіусу, розтягують в спіраль і зварюють витки один з одним, який відрізняється тим, що кільцеві заготовки одержують зі стрічкової заготовки, яку згинають і зварюють в стик до утворення циліндричної обичайки, вальцюють стикове з'єднання між двома роликами, а потім здійснюють штампування за два переходи, причому в процесі штампування на першому переході здійснюють одночасно обтиск і роздачу такої циліндричної обичайки до утворення конічної обичайки, а на другому переході здійснюють обтиск і роздачу конічної обичайки до утворення плоскої кільцевої заготовки.
Текст
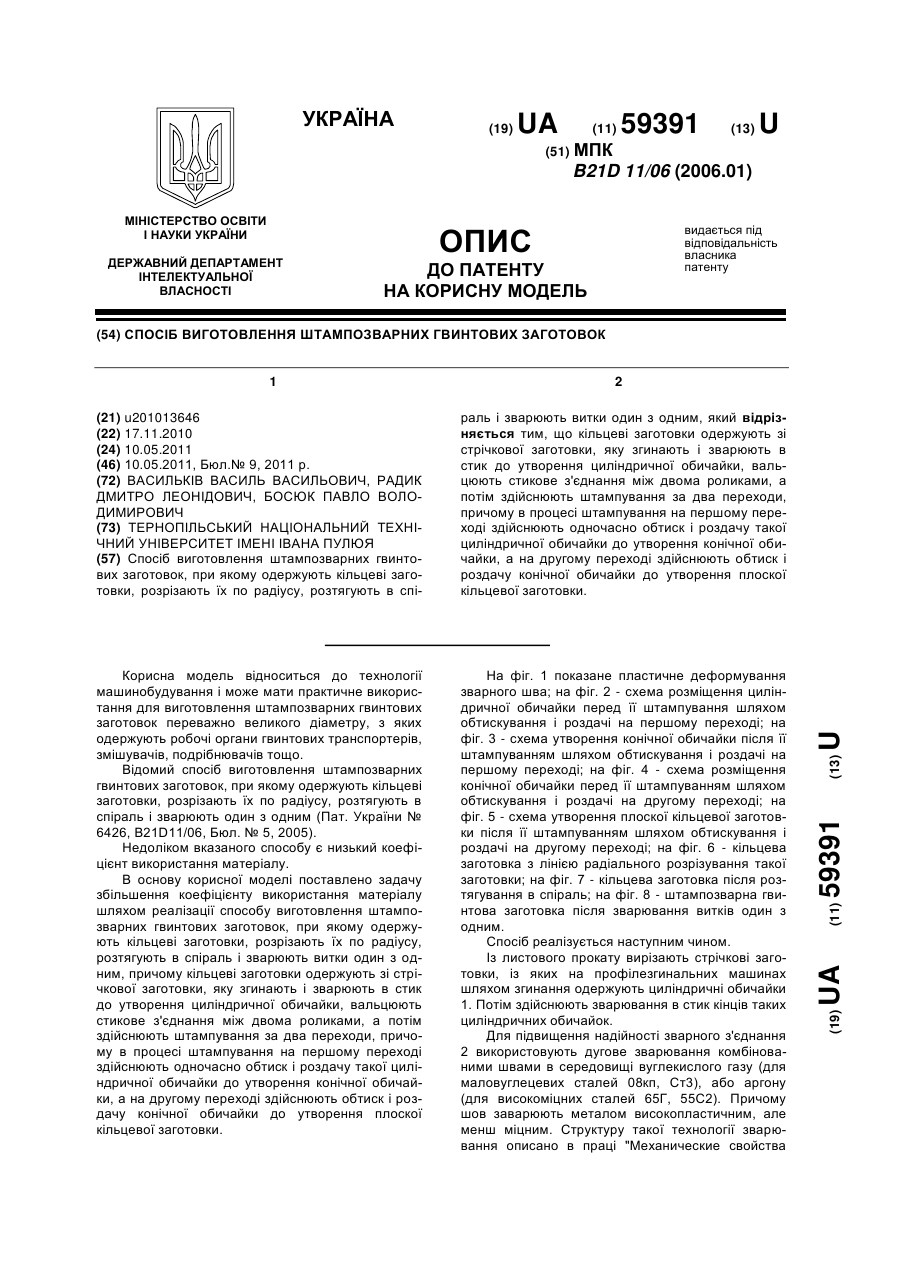
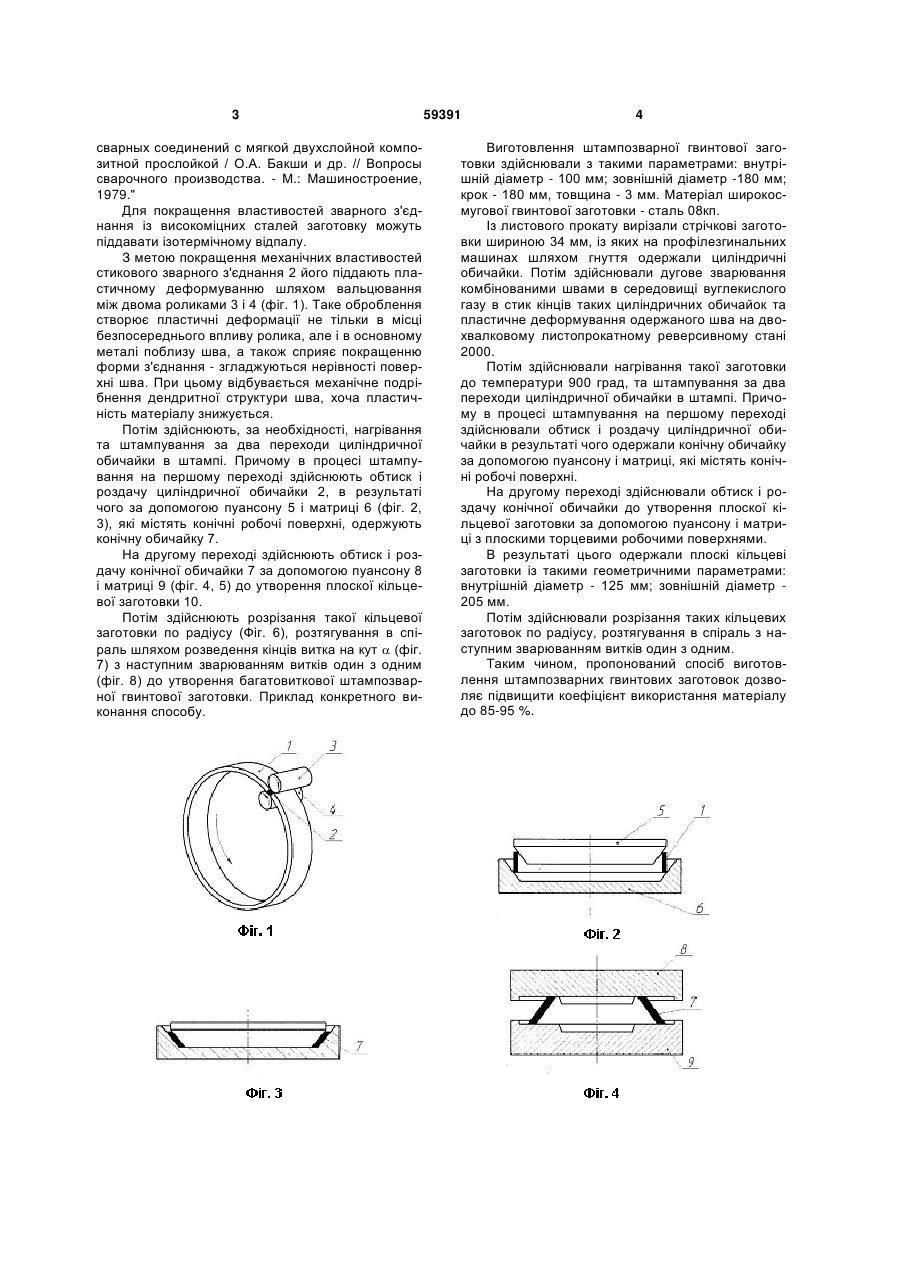
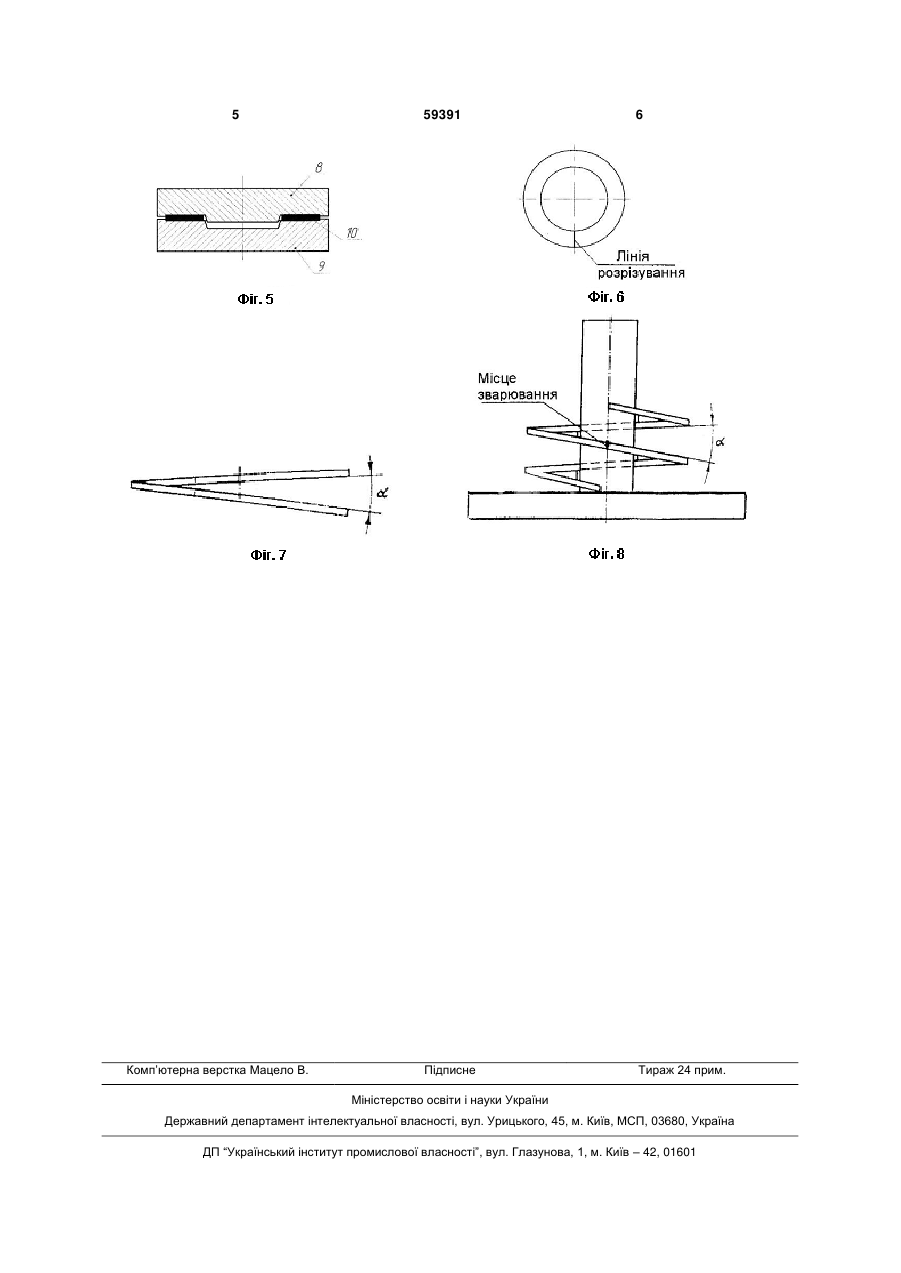
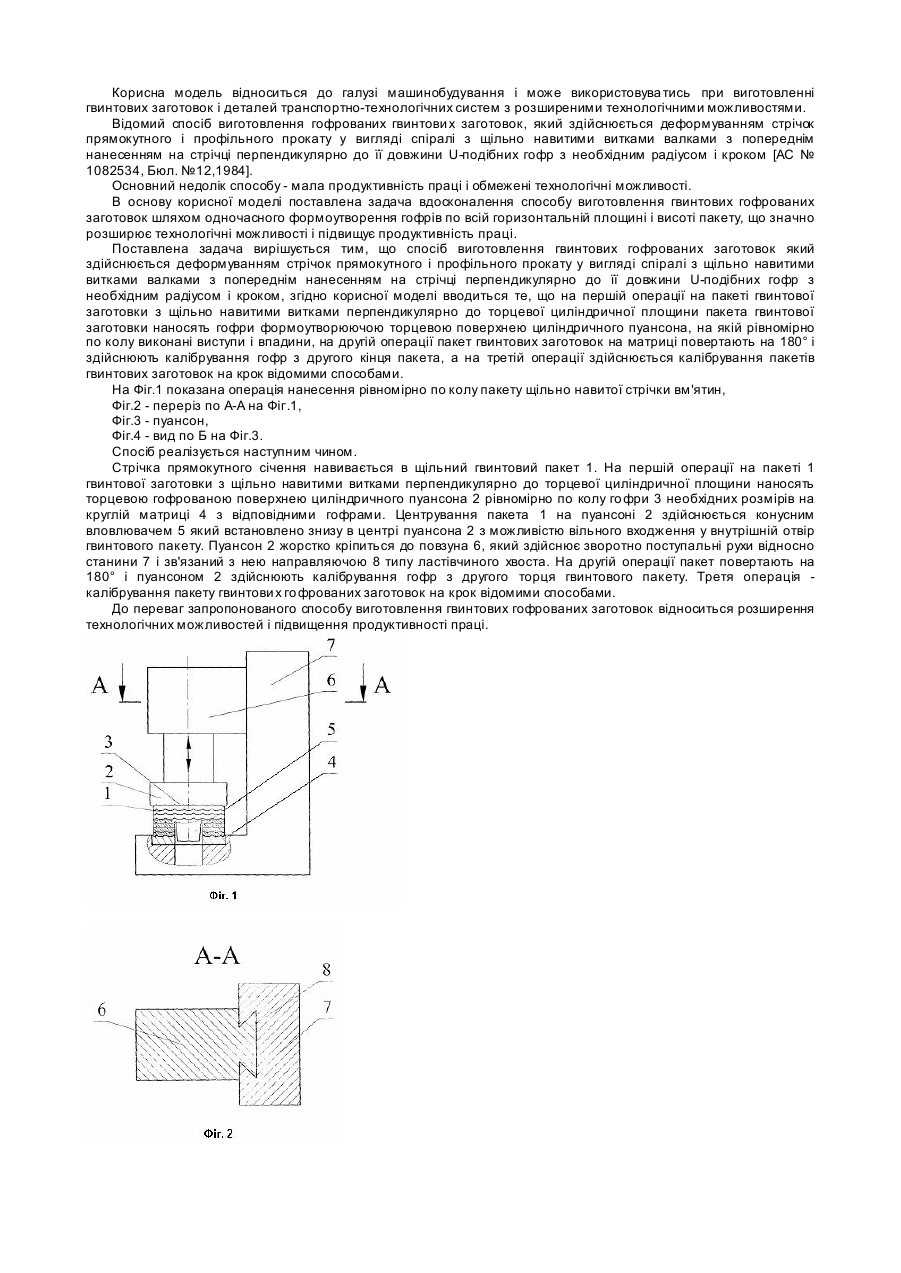
Спосіб виготовлення штампозварних гвинтових заготовок, при якому одержують кільцеві заготовки, розрізають їх по радіусу, розтягують в спі 3 сварных соединений с мягкой двухслойной композитной прослойкой / О.А. Бакши и др. // Вопросы сварочного производства. - М.: Машиностроение, 1979." Для покращення властивостей зварного з'єднання із високоміцних сталей заготовку можуть піддавати ізотермічному відпалу. З метою покращення механічних властивостей стикового зварного з'єднання 2 його піддають пластичному деформуванню шляхом вальцювання між двома роликами 3 і 4 (фіг. 1). Таке оброблення створює пластичні деформації не тільки в місці безпосереднього впливу ролика, але і в основному металі поблизу шва, а також сприяє покращенню форми з'єднання - згладжуються нерівності поверхні шва. При цьому відбувається механічне подрібнення дендритної структури шва, хоча пластичність матеріалу знижується. Потім здійснюють, за необхідності, нагрівання та штампування за два переходи циліндричної обичайки в штампі. Причому в процесі штампування на першому переході здійснюють обтиск і роздачу циліндричної обичайки 2, в результаті чого за допомогою пуансону 5 і матриці 6 (фіг. 2, 3), які містять конічні робочі поверхні, одержують конічну обичайку 7. На другому переході здійснюють обтиск і роздачу конічної обичайки 7 за допомогою пуансону 8 і матриці 9 (фіг. 4, 5) до утворення плоскої кільцевої заготовки 10. Потім здійснюють розрізання такої кільцевої заготовки по радіусу (Фіг. 6), розтягування в спіраль шляхом розведення кінців витка на кут (фіг. 7) з наступним зварюванням витків один з одним (фіг. 8) до утворення багатовиткової штампозварної гвинтової заготовки. Приклад конкретного виконання способу. 59391 4 Виготовлення штампозварної гвинтової заготовки здійснювали з такими параметрами: внутрішній діаметр - 100 мм; зовнішній діаметр -180 мм; крок - 180 мм, товщина - 3 мм. Матеріал широкосмугової гвинтової заготовки - сталь 08кп. Із листового прокату вирізали стрічкові заготовки шириною 34 мм, із яких на профілезгинальних машинах шляхом гнуття одержали циліндричні обичайки. Потім здійснювали дугове зварювання комбінованими швами в середовищі вуглекислого газу в стик кінців таких циліндричних обичайок та пластичне деформування одержаного шва на двохвалковому листопрокатному реверсивному стані 2000. Потім здійснювали нагрівання такої заготовки до температури 900 град, та штампування за два переходи циліндричної обичайки в штампі. Причому в процесі штампування на першому переході здійснювали обтиск і роздачу циліндричної обичайки в результаті чого одержали конічну обичайку за допомогою пуансону і матриці, які містять конічні робочі поверхні. На другому переході здійснювали обтиск і роздачу конічної обичайки до утворення плоскої кільцевої заготовки за допомогою пуансону і матриці з плоскими торцевими робочими поверхнями. В результаті цього одержали плоскі кільцеві заготовки із такими геометричними параметрами: внутрішній діаметр - 125 мм; зовнішній діаметр 205 мм. Потім здійснювали розрізання таких кільцевих заготовок по радіусу, розтягування в спіраль з наступним зварюванням витків один з одним. Таким чином, пропонований спосіб виготовлення штампозварних гвинтових заготовок дозволяє підвищити коефіцієнт використання матеріалу до 85-95 %. 5 Комп’ютерна верстка Мацело В. 59391 6 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of welded screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bosiuk Pavlo Volodymyrovych
Назва патенту російськоюСпособ изготовления штампосварных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Босюк Павел Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: гвинтових, заготовок, штампозварних, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/3-59391-sposib-vigotovlennya-shtampozvarnikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення штампозварних гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 50090
Опубліковано: 25.05.2010
Автори: Васильків Василь Васильович, Босюк Павло Володимирович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: виготовлення, спосіб, заготовок, широкосмугових, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому здійснюють вирізування із листового прокату зубчастої заготовки, яка складається із пластин, з'єднаних по торцях перетинками з наступним формуванням витків гвинтової заготовки і розтягуванням на крок, який відрізняється тим, що пластини виконують у вигляді кругових півкілець, потім здійснюють відгинання перетинок до їх розміщення у площині, перпендикулярній до площини...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 48610
Опубліковано: 25.03.2010
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович, Васильків Василь Васильович
МПК: B21C 37/00
Мітки: заготовок, спосіб, гвинтових, широкосмугових, виготовлення
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, який містить операції одержання кільцевих заготовок, їх нагрівання і розрізання по радіусу, розтягування в спіраль з наступним зварюванням одна з одною, та проточування, який відрізняється тим, що перед розрізанням здійснюють поздовжнє вальцювання кільцевої заготовки циліндричними валками за декілька переходів, після першого і кожного наступного непарного переходу кільцеву заготовку...
Спосіб виготовлення гвинтових гофрованих заготовок
Номер патенту: 23331
Опубліковано: 25.05.2007
Автори: Гевко Богдан Матвійович, Гевко Роман Богданович, Новосад Іван Ярославович, Драган Андрій Петрович, Дячун Андрій Євгенович
МПК: B21H 3/00
Мітки: спосіб, заготовок, гвинтових, виготовлення, гофрованих
Формула / Реферат:
Спосіб виготовлення гвинтових гофрованих заготовок, при якому деформують стрічки прямокутного і профільного прокату у вигляді спіралі з щільно навитими витками валками з попереднім нанесенням на стрічці перпендикулярно до її довжини U-подібних гофрів з необхідним радіусом і кроком, який відрізняється тим, що на першій операції на пакеті гвинтової заготовки з щільно навитими витками перпендикулярно до торцевої циліндричної площини пакета...
Спосіб виготовлення гвинтових заготовок
Номер патенту: 42573
Опубліковано: 10.07.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: заготовок, спосіб, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення гвинтових заготовок, при якому на стрічку перпендикулярно до її довжини наносять U-подібні вм'ятини з мінімальними радіусами, що дорівнюють 1,2...2,5 товщинам стрічки, і мінімальним кроком між сусідніми вм'ятинами, що дорівнює 2...3 товщинам стрічки, потім здійснюють її навивання на оправку, який відрізняється тим, що після навивання здійснюють покриття гвинтової заготовки поліуретановою композицією до утворення гладких...
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 56734
Опубліковано: 25.01.2011
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, виготовлення, гофрованих, спосіб, гвинтових
Формула / Реферат:
Спосіб виготовлення гофрованих гвинтових заготовок, при якому спочатку на стрічці наносять U-подібні вм'ятини під кутом до поздовжньої осі стрічки з утворенням гофрованої стрічки, а потім здійснюють формування гвинтової спіралі з наступним розтягуванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування гофрованої стрічки по її ширині за допомогою валків, які утворюють між собою...
Попередній патент: Поворотно-фіксуючий механізм штанги обприскувача
Наступний патент: Оправка з розточувальним кулісним механізмом
Випадковий патент: Спосіб зав'язування судини брижі кишечника після видалення катетера