Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 48610
Опубліковано: 25.03.2010
Автори: Васильків Василь Васильович, Босюк Павло Володимирович, Радик Дмитро Леонидович
Формула / Реферат
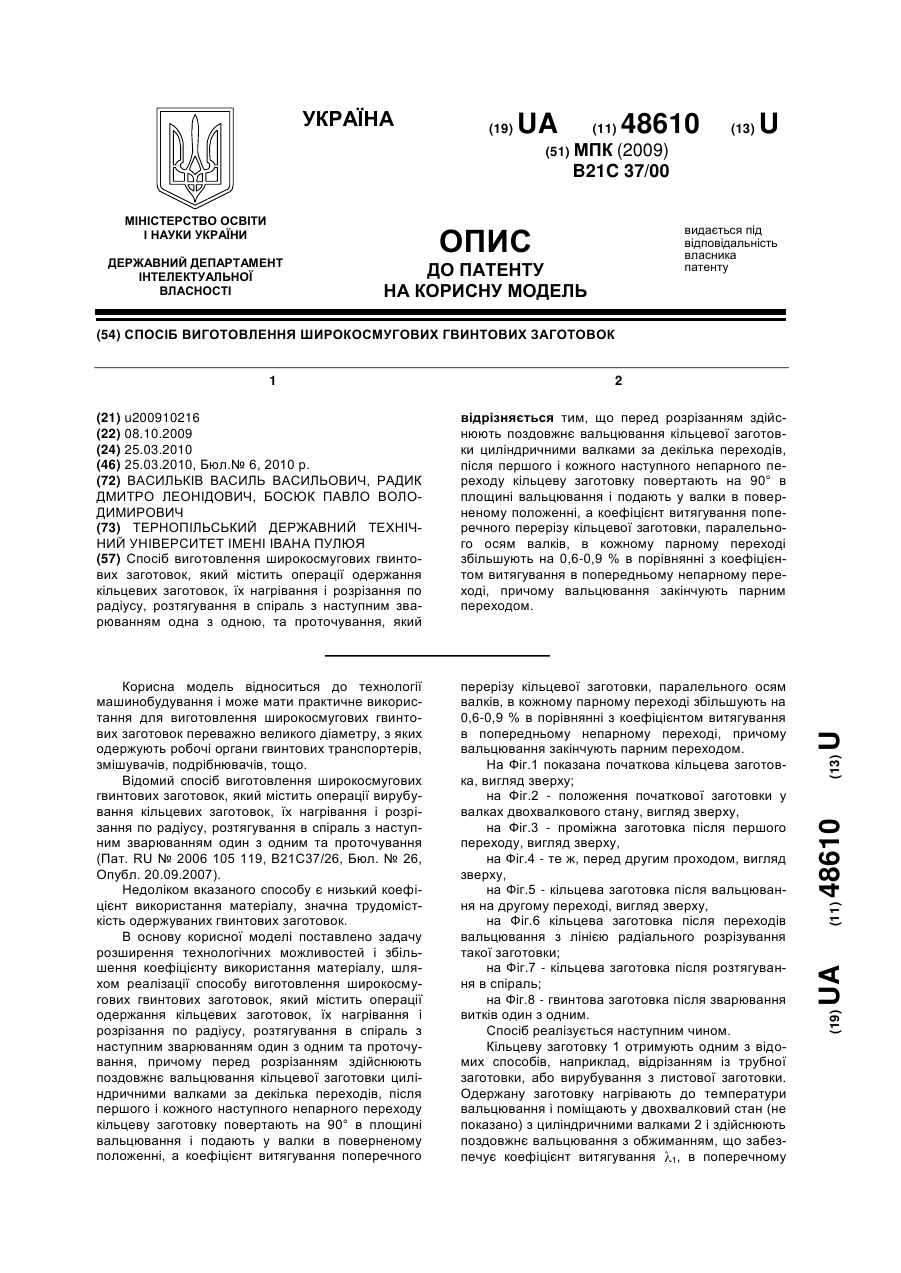
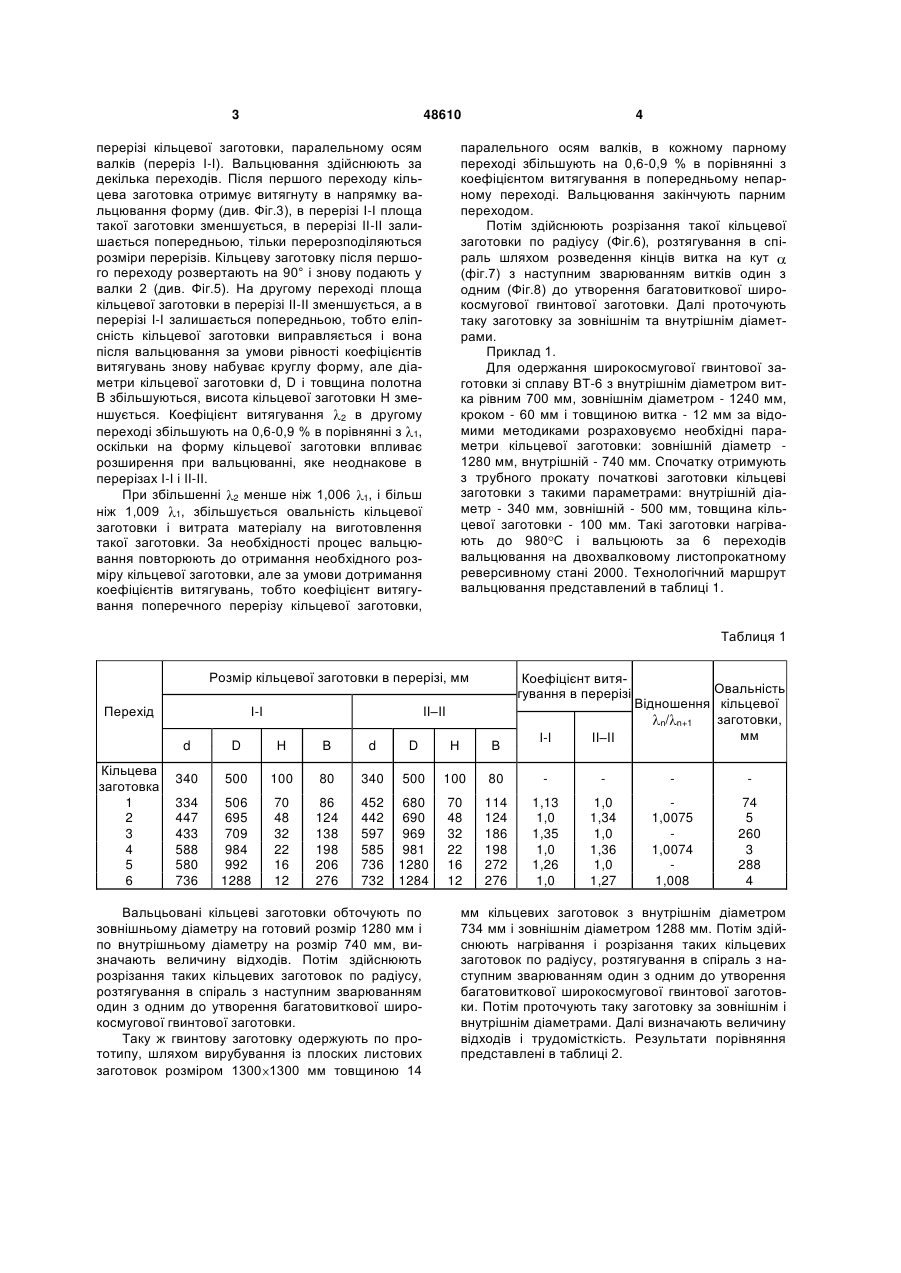
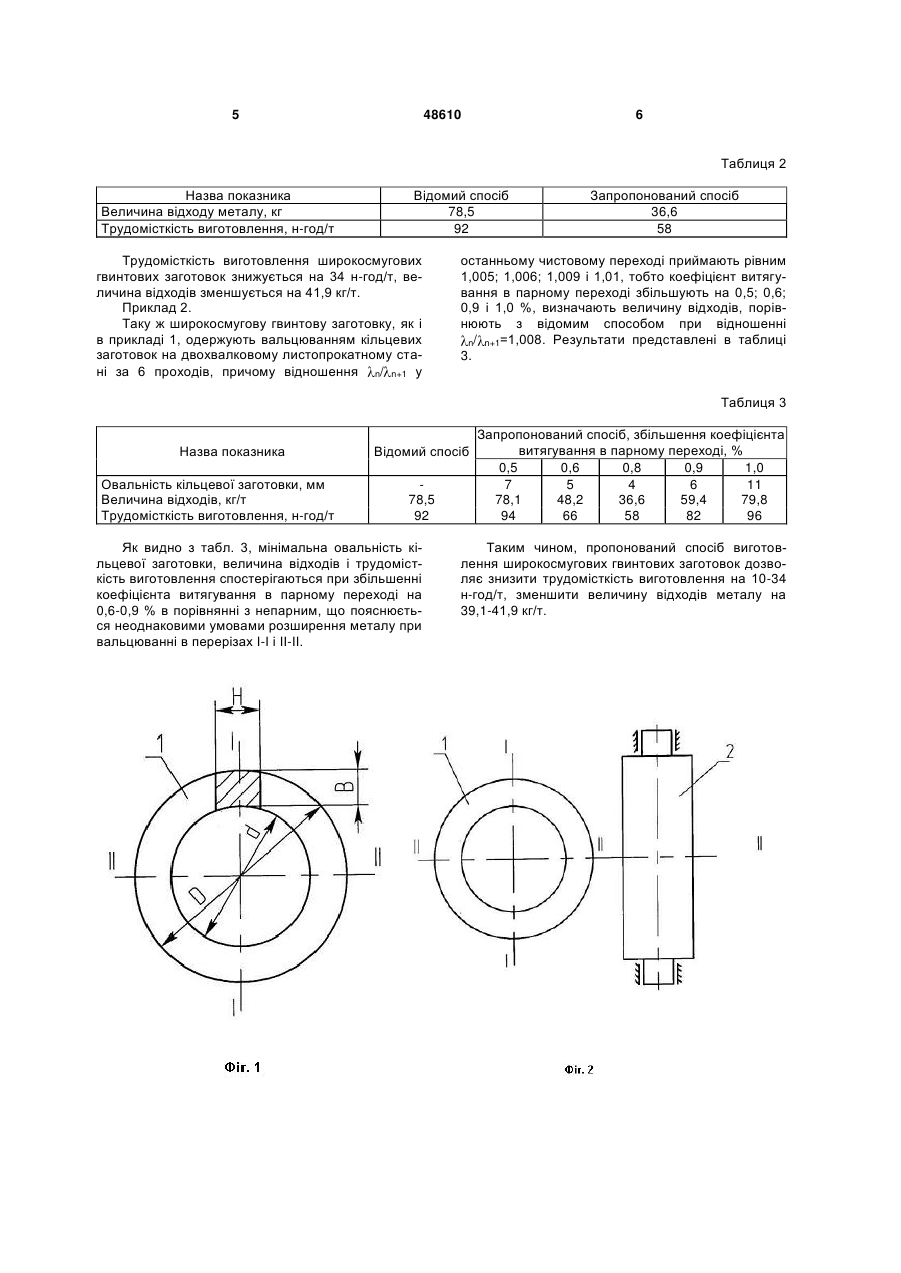
Спосіб виготовлення широкосмугових гвинтових заготовок, який містить операції одержання кільцевих заготовок, їх нагрівання і розрізання по радіусу, розтягування в спіраль з наступним зварюванням одна з одною, та проточування, який відрізняється тим, що перед розрізанням здійснюють поздовжнє вальцювання кільцевої заготовки циліндричними валками за декілька переходів, після першого і кожного наступного непарного переходу кільцеву заготовку повертають на 90° в площині вальцювання і подають у валки в поверненому положенні, а коефіцієнт витягування поперечного перерізу кільцевої заготовки, паралельного осям валків, в кожному парному переході збільшують на 0,6-0,9 % в порівнянні з коефіцієнтом витягування в попередньому непарному переході, причому вальцювання закінчують парним переходом.
Текст
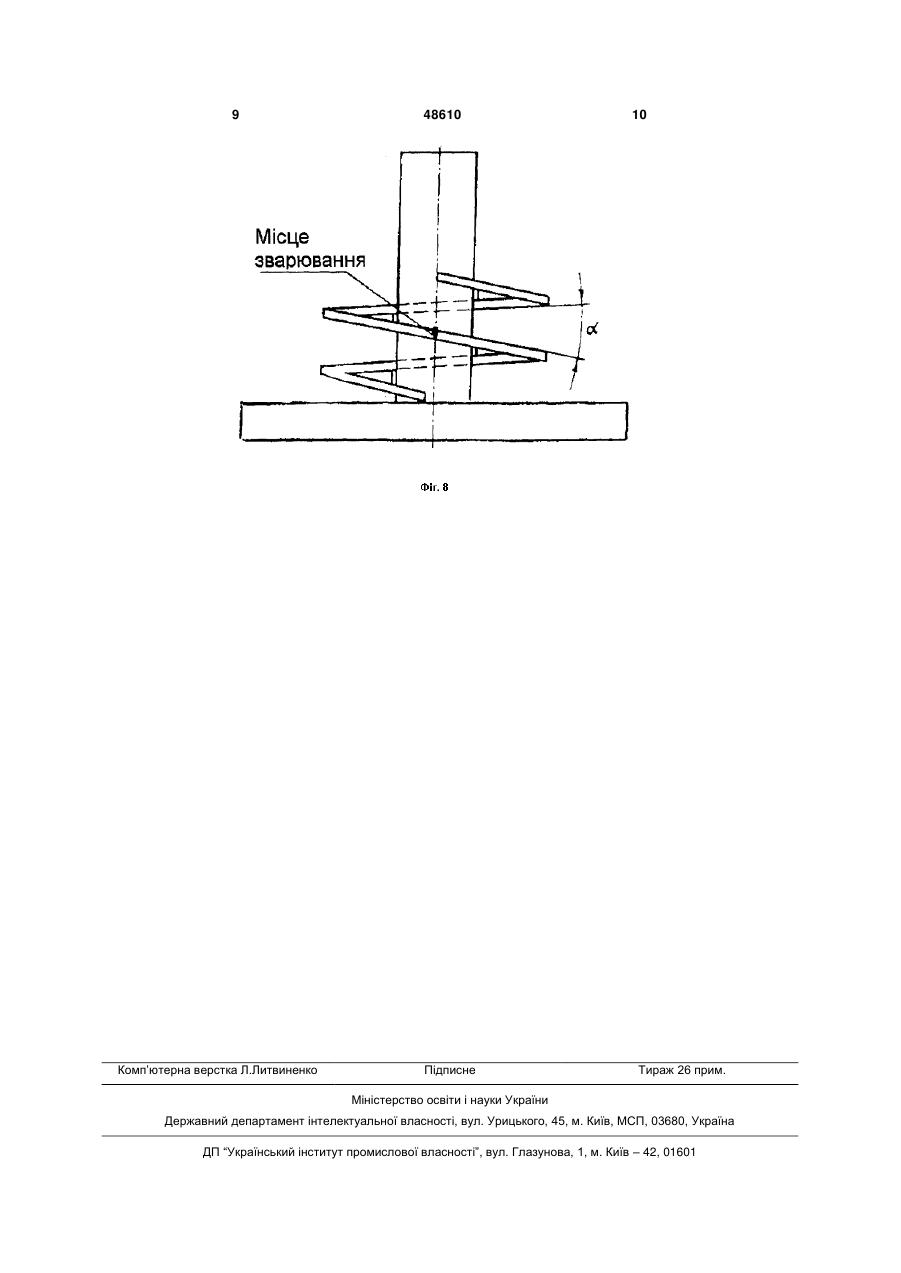
Спосіб виготовлення широкосмугових гвинтових заготовок, який містить операції одержання кільцевих заготовок, їх нагрівання і розрізання по радіусу, розтягування в спіраль з наступним зварюванням одна з одною, та проточування, який 3 48610 перерізі кільцевої заготовки, паралельному осям валків (переріз I-I). Вальцювання здійснюють за декілька переходів. Після першого переходу кільцева заготовка отримує витягнуту в напрямку вальцювання форму (див. Фіг.3), в перерізі І-І площа такої заготовки зменшується, в перерізі ІІ-ІІ залишається попередньою, тільки перерозподіляються розміри перерізів. Кільцеву заготовку після першого переходу розвертають на 90° і знову подають у валки 2 (див. Фіг.5). На другому переході площа кільцевої заготовки в перерізі ІІ-ІІ зменшується, а в перерізі І-І залишається попередньою, тобто еліпсність кільцевої заготовки виправляється і вона після вальцювання за умови рівності коефіцієнтів витягувань знову набуває круглу форму, але діаметри кільцевої заготовки d, D і товщина полотна В збільшуються, висота кільцевої заготовки Н зменшується. Коефіцієнт витягування 2 в другому переході збільшують на 0,6-0,9 % в порівнянні з 1, оскільки на форму кільцевої заготовки впливає розширення при вальцюванні, яке неоднакове в перерізах І-І і ІІ-ІІ. При збільшенні 2 менше ніж 1,006 1, і більш ніж 1,009 1, збільшується овальність кільцевої заготовки і витрата матеріалу на виготовлення такої заготовки. За необхідності процес вальцювання повторюють до отримання необхідного розміру кільцевої заготовки, але за умови дотримання коефіцієнтів витягувань, тобто коефіцієнт витягування поперечного перерізу кільцевої заготовки, 4 паралельного осям валків, в кожному парному переході збільшують на 0,6-0,9 % в порівнянні з коефіцієнтом витягування в попередньому непарному переході. Вальцювання закінчують парним переходом. Потім здійснюють розрізання такої кільцевої заготовки по радіусу (Фіг.6), розтягування в спіраль шляхом розведення кінців витка на кут (фіг.7) з наступним зварюванням витків один з одним (Фіг.8) до утворення багатовиткової широкосмугової гвинтової заготовки. Далі проточують таку заготовку за зовнішнім та внутрішнім діаметрами. Приклад 1. Для одержання широкосмугової гвинтової заготовки зі сплаву ВТ-6 з внутрішнім діаметром витка рівним 700 мм, зовнішнім діаметром - 1240 мм, кроком - 60 мм і товщиною витка - 12 мм за відомими методиками розраховуємо необхідні параметри кільцевої заготовки: зовнішній діаметр 1280 мм, внутрішній - 740 мм. Спочатку отримують з трубного прокату початкові заготовки кільцеві заготовки з такими параметрами: внутрішній діаметр - 340 мм, зовнішній - 500 мм, товщина кільцевої заготовки - 100 мм. Такі заготовки нагрівають до 980 C і вальцюють за 6 переходів вальцювання на двохвалковому листопрокатному реверсивному стані 2000. Технологічний маршрут вальцювання представлений в таблиці 1. Таблиця 1 Розмір кільцевої заготовки в перерізі, мм Перехід І-І Коефіцієнт витягування в перерізі II–II І-І II–II 80 114 124 186 198 272 276 1,13 1,0 1,35 1,0 1,26 1,0 1,0 1,34 1,0 1,36 1,0 1,27 1,0075 1,0074 1,008 74 5 260 3 288 4 d Кільцева заготовка 1 2 3 4 5 6 D Н В d D Н В 340 500 100 80 340 500 100 334 447 433 588 580 736 506 695 709 984 992 1288 70 48 32 22 16 12 86 124 138 198 206 276 452 442 597 585 736 732 680 690 969 981 1280 1284 70 48 32 22 16 12 Вальцьовані кільцеві заготовки обточують по зовнішньому діаметру на готовий розмір 1280 мм і по внутрішньому діаметру на розмір 740 мм, визначають величину відходів. Потім здійснюють розрізання таких кільцевих заготовок по радіусу, розтягування в спіраль з наступним зварюванням один з одним до утворення багатовиткової широкосмугової гвинтової заготовки. Таку ж гвинтову заготовку одержують по прототипу, шляхом вирубування із плоских листових заготовок розміром 1300 1300 мм товщиною 14 Овальність Відношення кільцевої заготовки, n/ n+1 мм мм кільцевих заготовок з внутрішнім діаметром 734 мм і зовнішнім діаметром 1288 мм. Потім здійснюють нагрівання і розрізання таких кільцевих заготовок по радіусу, розтягування в спіраль з наступним зварюванням один з одним до утворення багатовиткової широкосмугової гвинтової заготовки. Потім проточують таку заготовку за зовнішнім і внутрішнім діаметрами. Далі визначають величину відходів і трудомісткість. Результати порівняння представлені в таблиці 2. 5 48610 6 Таблиця 2 Назва показника Величина відходу металу, кг Трудомісткість виготовлення, н-год/т Відомий спосіб 78,5 92 Трудомісткість виготовлення широкосмугових гвинтових заготовок знижується на 34 н-год/т, величина відходів зменшується на 41,9 кг/т. Приклад 2. Таку ж широкосмугову гвинтову заготовку, як і в прикладі 1, одержують вальцюванням кільцевих заготовок на двохвалковому листопрокатному стані за 6 проходів, причому відношення n/ n+1 у Запропонований спосіб 36,6 58 останньому чистовому переході приймають рівним 1,005; 1,006; 1,009 і 1,01, тобто коефіцієнт витягування в парному переході збільшують на 0,5; 0,6; 0,9 і 1,0 %, визначають величину відходів, порівнюють з відомим способом при відношенні n/ n+1=1,008. Результати представлені в таблиці 3. Таблиця 3 Назва показника Овальність кільцевої заготовки, мм Величина відходів, кг/т Трудомісткість виготовлення, н-год/т Відомий спосіб 78,5 92 Як видно з табл. 3, мінімальна овальність кільцевої заготовки, величина відходів і трудомісткість виготовлення спостерігаються при збільшенні коефіцієнта витягування в парному переході на 0,6-0,9 % в порівнянні з непарним, що пояснюється неоднаковими умовами розширення металу при вальцюванні в перерізах I-І і ІІ-ІІ. Запропонований спосіб, збільшення коефіцієнта витягування в парному переході, % 0,5 0,6 0,8 0,9 1,0 7 5 4 6 11 78,1 48,2 36,6 59,4 79,8 94 66 58 82 96 Таким чином, пропонований спосіб виготовлення широкосмугових гвинтових заготовок дозволяє знизити трудомісткість виготовлення на 10-34 н-год/т, зменшити величину відходів металу на 39,1-41,9 кг/т. 7 48610 8 9 Комп’ютерна верстка Л.Литвиненко 48610 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing wide-strip screw billets
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bosiuk Pavlo Volodymyrovych
Назва патенту російськоюСпособ изготовления широкополосных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Босюк Павел Владимирович
МПК / Мітки
МПК: B21C 37/00
Мітки: виготовлення, заготовок, спосіб, широкосмугових, гвинтових
Код посилання
<a href="https://ua.patents.su/5-48610-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення широкосмугових гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Босюк Павло Володимирович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, спосіб, заготовок, широкосмугових, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Спосіб виготовлення стрічкових гвинтових заготовок
Номер патенту: 48550
Опубліковано: 25.03.2010
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: стрічкових, спосіб, гвинтових, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення стрічкових гвинтових заготовок, при якому вирізують із листового прокату плоскі заготовки, формують витки гвинтової спіралі і калібрують її на крок, який відрізняється тим, що вирізують плоску заготовку у вигляді профільної смуги, що містить послідовно з'єднані по торцях кільцеві сегменти, причому зовнішня крайка кожного наступного кільцевого сегмента розміщена зі сторони внутрішньої крайки попереднього, виконують прорізі...
Спосіб виготовлення профільних гвинтових заготовок з листового прокату
Номер патенту: 44500
Опубліковано: 12.10.2009
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, профільних, листового, виготовлення, спосіб, гвинтових, прокату
Формула / Реферат:
Спосіб виготовлення профільних гвинтових заготовок з листового прокату, при якому із листового прокату формують початкову заготовку, із якої вирізають профільну заготовку у вигляді багатовиткової стрічкової спіралі з наступним розтягуванням її на крок до утворення витків, який відрізняється тим, що початкову заготовку формують у вигляді еліптичної поверхні.
Спосіб виготовлення гвинтових заготовок з листового прокату
Номер патенту: 6426
Опубліковано: 16.05.2005
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: листового, виготовлення, прокату, гвинтових, спосіб, заготовок
Формула / Реферат:
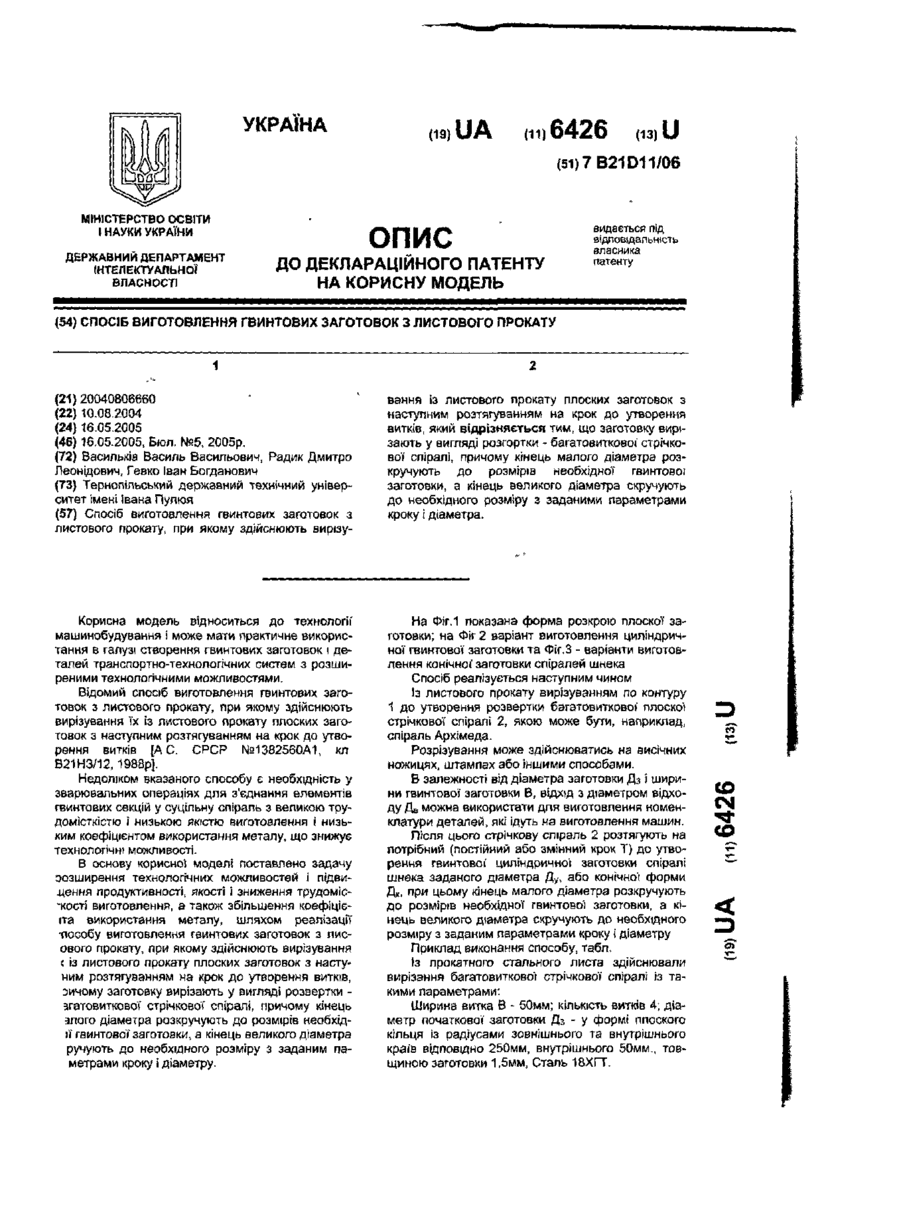
Спосіб виготовлення гвинтових заготовок з листового прокату, при якому здійснюють вирізування із листового прокату плоских заготовок з наступним розтягуванням на крок до утворення витків, який відрізняється тим, що заготовку вирізають у вигляді розгортки - багатовиткової стрічкової спіралі, причому кінець малого діаметра розкручують до розмірів необхідної гвинтової заготовки, а кінець великого діаметра скручують до необхідного розміру з...
Спосіб виготовлення гофрованих гвинтових заготовок
Номер патенту: 44551
Опубліковано: 12.10.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: виготовлення, спосіб, гвинтових, гофрованих, заготовок
Формула / Реферат:
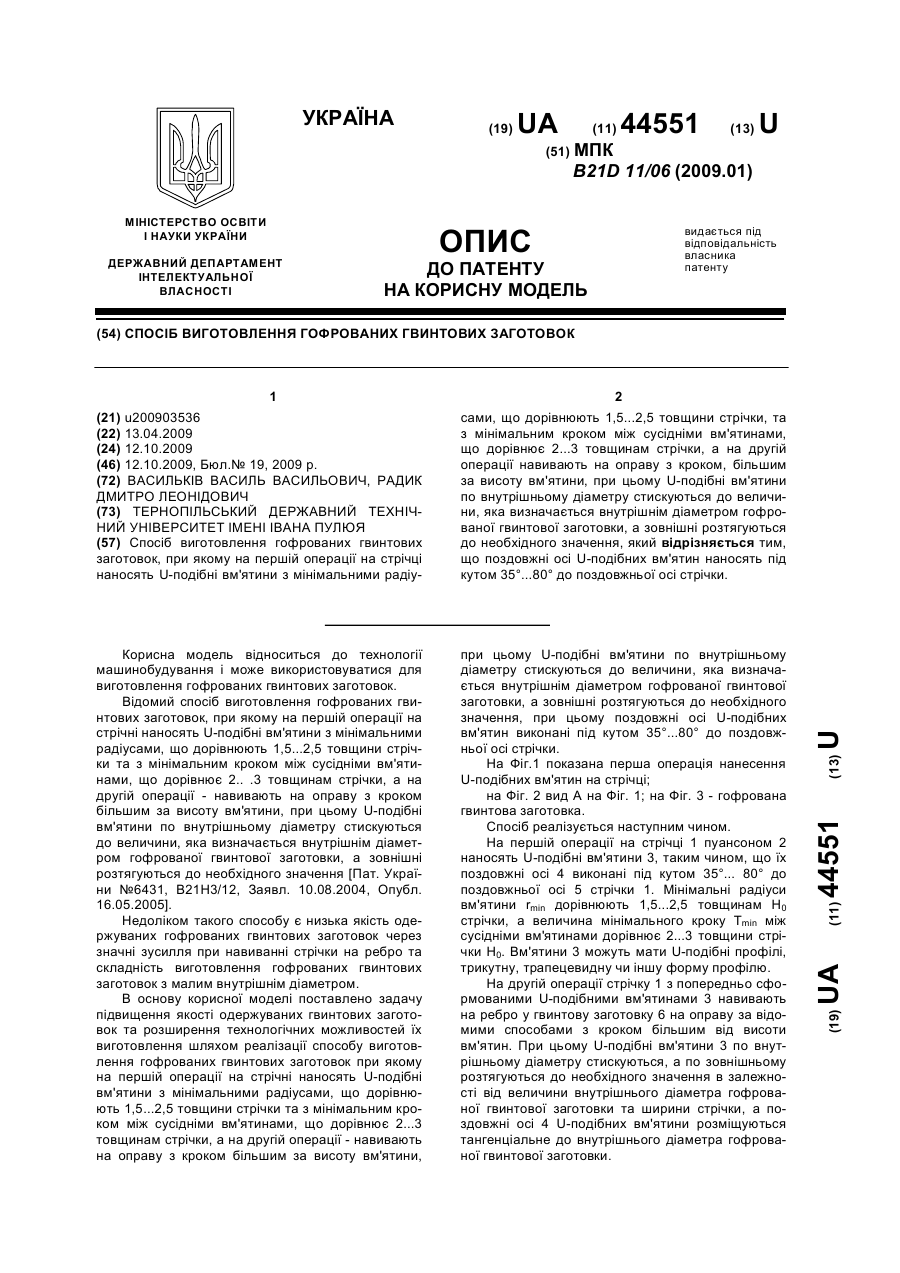
Спосіб виготовлення гофрованих гвинтових заготовок, при якому на першій операції на стрічці наносять U-подібні вм'ятини з мінімальними радіусами, що дорівнюють 1,5...2,5 товщини стрічки, та з мінімальним кроком між сусідніми вм'ятинами, що дорівнює 2...3 товщинам стрічки, а на другій операції навивають на оправу з кроком, більшим за висоту вм'ятини, при цьому U-подібні вм'ятини по внутрішньому діаметру стискуються до величини, яка...
Попередній патент: Спосіб очистки маломутної природної води від вірусів
Наступний патент: Пристрій для неперервного навивання різнопрофільних гвинтових заготовок на оправку
Випадковий патент: Спосіб синтезу монокристалів алмазу