Спосіб формування виробів із дисперсних сумішей
Формула / Реферат
1. Спосіб формування виробів з дисперсних сумішей, який включає дозування складових визначеної дисперсної суміші, приготування, укладку в форму, ущільнення суміші і теплову обробку виробу, який відрізняється тим, що ущільнення дисперсної суміші проводять послідовним сполученням вібрації, вакуумування і дії силового привантажу: вкладену в вакуумному об'ємі суміш спочатку вакуумують протягом 0,5-1,0 хв., потім вібровакуумують протягом 1,5-2,5 хв., а потім вібровакуумують одночасно з дією привантажу протягом 0,5-1,0 хв.
2. Спосіб по п. 1, який відрізняється тим, що для забезпечення ущільнення дисперсних сумішей різної жорсткості, при оптимальних величинах привантажу для кожної жорсткості, величина його плавно наростає від нуля до максимальної або заданої величини.
3. Спосіб по п. 1, який відрізняється тим, що для забезпечення інтенсифікації виготовлення виробів їх після формування піддають тепловій обробці з прискореним розігрівом і обробці при підвищених температурах.
4. Спосіб по п. 1, який відрізняється тим, що для підвищення якості виробу, кількість дрібного заповнювача в дисперсній суміші збільшують на 5-10 % у порівнянні з розрахунковим.
Текст
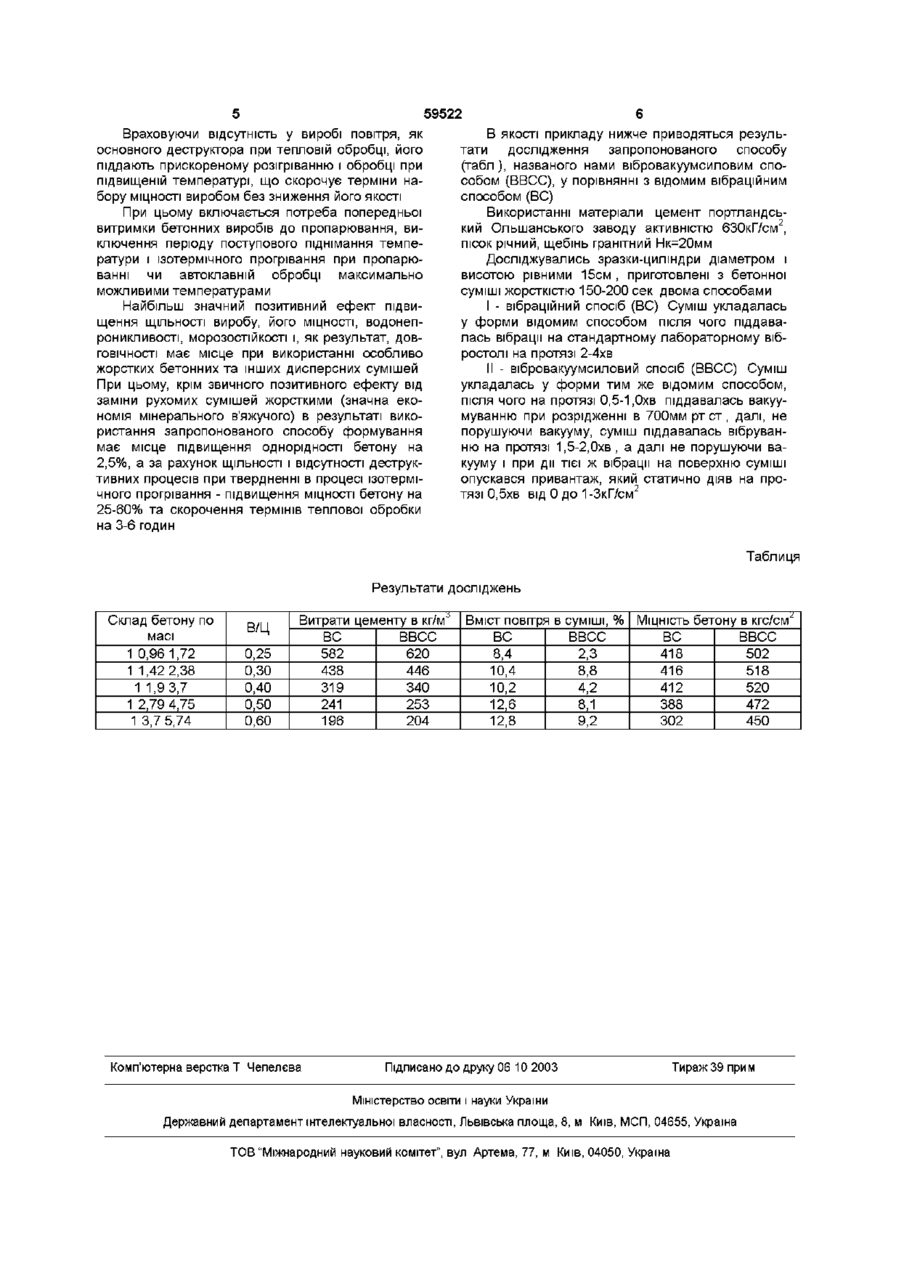
1 Спосіб формування виробів з дисперсних сумішей, який включає дозування складових визначеної дисперсної суміші, приготування, укладку в форму, ущільнення суміші і теплову обробку виробу, який відрізняється тим, що ущільнення дисперсної суміші проводять послідовним сполученням вібрації, вакуумування і дії силового привантажу вкладену в вакуумному об'ємі суміш спочатку вакуумують протягом 0,5-1,0 хв , потім вібровакуумують протягом 1,5-2,5 хв , а потім віб ровакуумують одночасно з дією привантажу протягом 0,5-1,0 хв 2 Спосіб по п 1, який відрізняється тим, що для забезпечення ущільнення дисперсних сумішей різної жорсткості, при оптимальних величинах привантажу для кожної жорсткості, величина його плавно наростає від нуля до максимальної або заданої величини 3 Спосіб по п 1, який відрізняється тим, що для забезпечення інтенсифікації виготовлення виробів їх після формування піддають тепловій обробці з прискореним розігрівом і обробці при підвищених температурах 4 Спосіб по п 1, який відрізняється тим, що для підвищення якості виробу, КІЛЬКІСТЬ дрібного заповнювача в дисперсній суміші збільшують на 5-10 % у порівнянні з розрахунковим Винахід відноситься до області формування виробів із дисперсних сумішей, переважно до формування бетонних та залізобетонних виробів з жорстких і особливо жорстких сумішей Відомий спосіб виготовлення водонепроникливих залізобетонних виробів (авт свід СРСР №135397, Кп 80а, опубл в Бюл №2, 1961 р ) шляхом віброущільнення бетонних сумішей в герметичній формі під вакуумом, який створюється вакуумдзоном Недоліками цього способу є недостатня якість і МІЦНІСТЬ бетонних та залізобетонних виробів, неможливість використання найбільш економічних жорстких і особливо жорстких бетонних та ш дисперсних сумішей, відсутність силової дії на бетонну суміш при и вібровакумуванні В якості прототипу прийнятий спосіб формування бетонних виробів (авт свід СРСР №306239, Кл ЕО4д, опубл в Бюл №19, 1971р), по якому бетонну суміш спочатку укладають у форму і ущільнюють вібруванням, а потім форму з ущільненою сумішшю подають у вакуумкамеру і піддають вакуумуванню з привантажем Недоліками цього способу є неможливість використання найбільш економічних жорстких і особливо жорстких бетонних та інших дисперсних сумішей, недостатня якість відформованих виробів, відсутність вібраційної дії на бетонну суміш при її вакуумуванні з привантажем, наявність вібрації при ущільненні суміші на повітрі і без привантажу Защемлене повітря всередині бетонної суміші в процесі її віброущільнення при накладанні вакууму розширюється і витісняє деяку КІЛЬКІСТЬ води з суміші, а статичний привантаж при цьому, в деякій мірі, перешкоджає розширенню самої бетонної суміші, чим і досягається позитивний ефект цього способу у порівнянні з іншим відомим, наприклад, вібраційним ущільненням Але вакуумування бетонної суміші без вібрації в обтиснутому стані не дозволяє видалити з неї повітря і підвищити, тим самим, ЩІЛЬНІСТЬ виробу Не може також суттєво підвищити ЩІЛЬНІСТЬ виробу без використання вібрації привантаж в 150170гс/см21 навіть більших величин Тому розглянутий відомий спосіб взятий за прототип призначений для прискорення вакуумно ю ю 59522 го видалення води з литих і рухомих бетонних сумішей не може бути ефективно використаний для ущільнення жорстких і особливо жорстких сумішей Задачею винаходу є підвищення якості формованих виробів з жорстких і особливо жорстких бетонних та інших дисперсних сумішей Задача вирішується тим, що ущільнення бетонної чи іншої дисперсної суміші проводиться послідовним сполученням вібрації, вакуумування і формування привантажу укладену суміш у вакуумному об'ємі спочатку вакуумують на протязі 0,51,0хв потім вібровакуумують на протязі 1,5-2,5хв , а потім вібровакуумуть одночасно з дією привантажу на протязі 0,5-1,0хв При вібровакуумуванні з привантажем величина навантаження на поверхню суміші наростає повільно від нуля до максимальної або заданої величини Загальним для прототипу і способу формування є дозування складових визначеної дисперсної суміші, приготування, укладка у форму і ущільнення суміші та теплова обробка виробу ЯКІСНІ показники, при цьому, мають місце в запропонованому способі за рахунок таких суттєвих відмінностей в порівнянні з аналогом і прототипом 1 Частково нове поєднання ознак має місце при ущільненні суміші вібрацією у вакуумному об'ємі, при цьому вібрація є відомою ознакою, а вакуум - новою При вібрації у вакуумному об'ємі обезповітрення жорсткої суміші проходить більш глибоко і швидко, а ЩІЛЬНІСТЬ безповітряної маси підвищується 2 Заміна частини ознак новими має місце в перестановці технологічних процесів у прототипі процес ущільнення має місце до вакуумування, таким чином, ущільнена суміш (на повітрі) вібрацією, як виріб вакуумується у вакуумному об'ємі з привантажем, але без вібрації, у запропонованому способі - суміш у вакуумному об'ємі з одночасною дією вібрації вакуумується, а далі, без зняття вакууму і вібрації під дією привантажу суміш формується без наявності в ній повітря Така технологічна схема формування безповітряної жорсткої суміші дією вібрації і привантажу у вакуумному об'ємі дає можливість особливо щільно формувати виріб Крім цього, відсутність повітря у виробі як одного із основних деструкторів бетону позитивно впливає на ЯКІСНІ показники виробу при тепловій чи автоклавній його обробці 3 Частково нове поєднання ознак має місце на завершальній стадії формування виробу у прототипі ущільнення виробу має місце у вакуумному об'ємі з привантажем, у запропонованому способі додатково діє процес вібрації, що в сполученні з вакуумом і привантажем забезпечує нові ЯКІСНІ показники виробу підвищену ЩІЛЬНІСТЬ І однорідність відформованої суміші, водонепроникливість, МІЦНІСТЬ, морозостійкість і ДОВГОВІЧНІСТЬ Указані суттєві ознаки з врахуванням решти ознак, викладених у формулі, забезпечують наступний позитивний ефект а) забезпечується якісне ущільнення жорстких і особливо жорстких сумішей, що дозволяє скоротити затрати цементу за рахунок зближення час тинок заповнювача до прямого контакту і реалізації, при цьому, високих міцностних контактних зон цементного каменя, б) в результаті видалення адсорбованого (на поверхнях твердої фази) повітря забезпечується велика площина контактів цементного каменя із заповнювачами, що підвищує МІЦНІСТЬ бетону, в) в результаті видалення повітря яке випадково попало в суміш (наприклад, при перемішуванні складових) і використанні привантажу значної величини забезпечується підвищена однорідність бетону, г) забезпечується можливість ефективного використання більш мілких ПІСКІВ і більш дисперсних в'яжучих, так як згладжується негативний ефект підвищеного залучення в бетонну суміш адсорбованого на їх поверхнях повітря, д) за рахунок використання жорстких сумішей і затрат частини вільної води на заповнення мікрощілин в зернах піску і цементу, куди вона нагнічується під дією атмосферного тиску після зняття вакууму, підвищується МІЦНІСТЬ бетону в ранні терміни твердіння, є) підвищується швидкість твердіння бетону за рахунок збільшення змочуваної поверхні цементу, яке має місце в результаті видалення з його поверхні адсорбованого повітря, є) зменшується до мінімуму інтенсивність деструктивних процесів при пропарюванні і автоклавній обробці виробів, що пояснюється підвищеною МІЦНІСТЮ таких виробів перед тепловою обробкою, відсутністю основного деструктора бетону - повітря і розділу фаз рідини - газ Запропонований спосіб може бути здійснений, наприклад, при використанні установки по патенту України №13641 Кл В28В 1/10, опубл, в Бюл, №2, 1997р „Пристрій для формування виробів з бетонних сумішей" Формування виробів здійснюється за такою ПОСЛІДОВНІСТЮ Форму з насадкою і віддозованою в об'ємі на один виріб, дисперсною сумішшю розміщують і закріплюють всередині вакуум-камери, яка розміщена на віброплощадці, забезпеченої приводом вертикального переміщення під її кришкою Цією кришкою зі штампом з нижньої и сторони герметизують вакуум-камеру, створюють в ній розрідження в 600-720мм рт ст і вакуумують суміш на протязі 0,5-1,Охв Включають вібратор і 1,5-2,5хв вібровакуумування видаляють повітря з суміші Далі в дію приводять пневмопривід вертикального переміщення, штамп опускають на поверхню суміші і суміш ущільнюється сукупною дією вібрації, вакууму і силового привантажу на протязі 0,5-1,Охв При цьому з допомогою штампу плавно нарощують привантаж суміші до максимальної або розрахункової величини Після закінчення формування виробу, проводять дегерметизацію вакуумкамери і забезпечують зняття штампа з поверхні виробу механізмом вертикального переміщення Знімають кришку вакуумкамери, виймають форму з відформованим виробом і відправляють на подальшу теплову обробку виріб 59522 Враховуючи відсутність у виробі повітря, як основного деструктора при тепловій обробці, його піддають прискореному розігріванню і обробці при підвищеній температурі, що скорочує терміни набору МІЦНОСТІ виробом без зниження його якості При цьому включається потреба попередньої витримки бетонних виробів до пропарювання, виключення періоду поступового піднімання температури і ізотермічного прогрівання при пропарюванні чи автоклавній обробці максимально можливими температурами Найбільш значний позитивний ефект підвищення ЩІЛЬНОСТІ виробу, його МІЦНОСТІ, водонеп роникливості, морозостійкості і, як результат, ДОВГОВІЧНОСТІ має місце при використанні особливо жорстких бетонних та інших дисперсних сумішей При цьому, крім звичного позитивного ефекту від заміни рухомих сумішей жорсткими (значна економія мінерального в'яжучого) в результаті використання запропонованого способу формування має місце підвищення однорідності бетону на 2,5%, а за рахунок ЩІЛЬНОСТІ І відсутності деструктивних процесів при твердненні в процесі ізотермічного прогрівання - підвищення МІЦНОСТІ бетону на 25-60% та скорочення термінів теплової обробки на 3-6 годин В якості прикладу нижче приводяться результати дослідження запропонованого способу (табл), названого нами вібровакуумсиловим способом (ВВСС), у порівнянні з відомим вібраційним способом (ВС) Використанні матеріали цемент портландський Ольшанського заводу активністю 630кГ7см2, пісок річний, щебінь гранітний Нк=20мм Досліджувались зразки-циліндри діаметром і висотою рівними 15см , приготовлені з бетонної суміші жорсткістю 150-200 сек двома способами I - вібраційний спосіб (ВС) Суміш укладалась у форми відомим способом після чого піддавалась вібрації на стандартному лабораторному вібростолі на протязі 2-4хв II - вібровакуумсиловий спосіб (ВВСС) Суміш укладалась у форми тим же відомим способом, після чого на протязі 0,5-1,Охв піддавалась вакуумуванню при розрідженні в 700мм рт ст, далі, не порушуючи вакууму, суміш піддавалась вібруванню на протязі 1,5-2,Охв , а далі не порушуючи вакууму і при дії тієї ж вібрації на поверхню суміші опускався привантаж, який статично діяв на протязі 0,5хв від 0 до 1-ЗкГ/см2 Таблиця Результати досліджень Склад бетону по масі 1 0,96 1,72 1 1,42 2,38 1 1,9 3,7 1 2,79 4,75 1 3,7 5,74 В/Ц 0,25 0,30 0,40 0,50 0,60 Витрати цементу в кг/м'5 Вміст повітря в суміші, % МІЦНІСТЬ бетону в кгс/см^ ВС ВВСС ВС ВВСС ВС ВВСС 582 620 8,4 2,3 418 502 438 446 10,4 8,8 416 518 319 340 10,2 4,2 412 520 241 253 12,6 8,1 388 472 196 204 12,8 9,2 302 450 Комп'ютерна верстка Т Чепелєва Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for molding articles from dispersion mixes
Автори англійськоюHuitur Vasyl Ivanovych
Назва патенту російськоюСпособ формования изделий из дисперсных смесей
Автори російськоюГуйтур Василий Иванович
МПК / Мітки
МПК: B28B 1/08, E04G 21/06
Мітки: дисперсних, сумішей, спосіб, формування, виробів
Код посилання
<a href="https://ua.patents.su/3-59522-sposib-formuvannya-virobiv-iz-dispersnikh-sumishejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування виробів із дисперсних сумішей</a>
Установка для формування виробів із жорстких дисперсних сумішей
Номер патенту: 59519
Опубліковано: 15.09.2003
Автор: Гуйтур Василь Іванович
МПК: B28B 1/10
Мітки: виробів, установка, дисперсних, сумішей, формування, жорстких
Формула / Реферат:
1. Установка для формування виробів із жорстких дисперсних сумішей, що складається з механізму вертикального переміщення, вакуум-камери, вібростолу і штампа, яка відрізняється тим, що вона забезпечена плитою з виступами і вікном, розміщеним під ним вібростолом, підвішеним на амортизаторах, і гідроприводами вертикального переміщення, допоміжною плитою з виступом і роликами, вільно розміщеними на опорах, нерухомим штампом з каналами і штуцером,...
Установка для формування виробів із жорстких дисперсних сумішей
Номер патенту: 54708
Опубліковано: 17.03.2003
Автор: Гуйтур Василь Іванович
МПК: B28B 1/10, E04G 21/06
Мітки: дисперсних, жорстких, формування, сумішей, виробів, установка
Формула / Реферат:
1. Установка для формування виробів із жорстких дисперсних сумішей, яка містить герметизований бункер і змонтовані під ним формувальний пристрій з формувальною камерою, упорною стінкою, плунжерами і стрічковий транспортер, яка відрізняється тим, що установка виконана у вигляді вакуумкамери розміщеної на амортизаторах, нижня частина якої герметизується верхньою стрічкою стрічкового транспортера за допомогою гідравлічних пристроїв і рами, а...
Установка для формування дисперсних сумішей

Номер патенту: 54918
Опубліковано: 17.03.2003
Автор: Гуйтур Василь Іванович
МПК: B28B 1/10
Мітки: дисперсних, установка, формування, сумішей
Формула / Реферат:
1. Установка для формування дисперсних сумішей, яка містить вакуум-камеру на амортизаторах з герметизуючою її кришкою, піддон, запірно-роздавальну арматуру, механізм вертикального переміщення і виштовхування відформованих виробів, яка відрізняється тим, що вона містить установлену на амортизаторах вакуум-камеру з бункером, забезпеченим герметизуючою кришкою зі штуцером для під'єднання до вакуумної системи, вертикально установлені симетрично...
Пристрій для формування трубчастих виробів із бетонних сумішей
Номер патенту: 30766
Опубліковано: 17.06.2002
Автори: Орисенко Олександр Вікторович, Шахов Сергій Олександрович, Нестеренко Микола Петрович
МПК: B28B 21/02
Мітки: формування, трубчастих, пристрій, бетонних, сумішей, виробів
Формула / Реферат:
Пристрій для формування трубчастих виробів із бетонних сумішей, що містить рухому та нерухому рами, форму та осердя з віброзбудником коливань, який відрізняється тим, що регульований по висоті віброзбудник коливань розташований на одній осі з пружною опорою і знаходиться вище центра мас форми з бетонною сумішшю, а на нерухомій рамі розташовані пружні прокладки на висувних опорах.
Установка для формування дисперсних сумішей
Номер патенту: 58994
Опубліковано: 15.08.2003
Автори: Гуйтур Василь Іванович, Васін Владислав Іванович
МПК: B28B 1/10, E04G 21/06, B28B 1/08
Мітки: сумішей, установка, дисперсних, формування
Формула / Реферат:
1. Установка для формування дисперсних сумішей, яка включає віброплощадку з розміщеною на ній формою для дисперсної суміші, вакуум-камеру, силовий штамп і механізм вертикального переміщення, яка відрізняється тим, що віброплощадка, виконуюча функції нижньої частини вакуум-камери, герметично-рухомо розміщена у наскрізному вирізі-вікні круглої нерухомої горизонтально розміщеної плити під аналогічним наскрізним вирізом аналогічної плити, яка...
Попередній патент: Шестеренна гідромашина зовнішнього зачеплення
Наступний патент: Бетонна суміш
Випадковий патент: Спосіб захисту вуглецевмісних виробів або їх заготовок від окислення