Пристрій для поперечного видавлювання
Номер патенту: 60575
Опубліковано: 15.10.2003
Автори: Лобанов Олександр Іванович, Перерва Олександр Васильович, Алієва Лейла Іграмотдінівна, Алієв Іграмотдін Серажутдінович
Формула / Реферат
Пристрій для поперечного видавлювання, що містить рухомий в осьовому напрямку деформуючий пуансон, рознімну матрицю з поперечною порожниною, який відрізняється тим, що пристрій оснащений механізмом затиску прутка немірної довжини з індивідуальним приводом та напівматрицями, закріпленими на рухомих поперечках з автономними приводами.
Текст
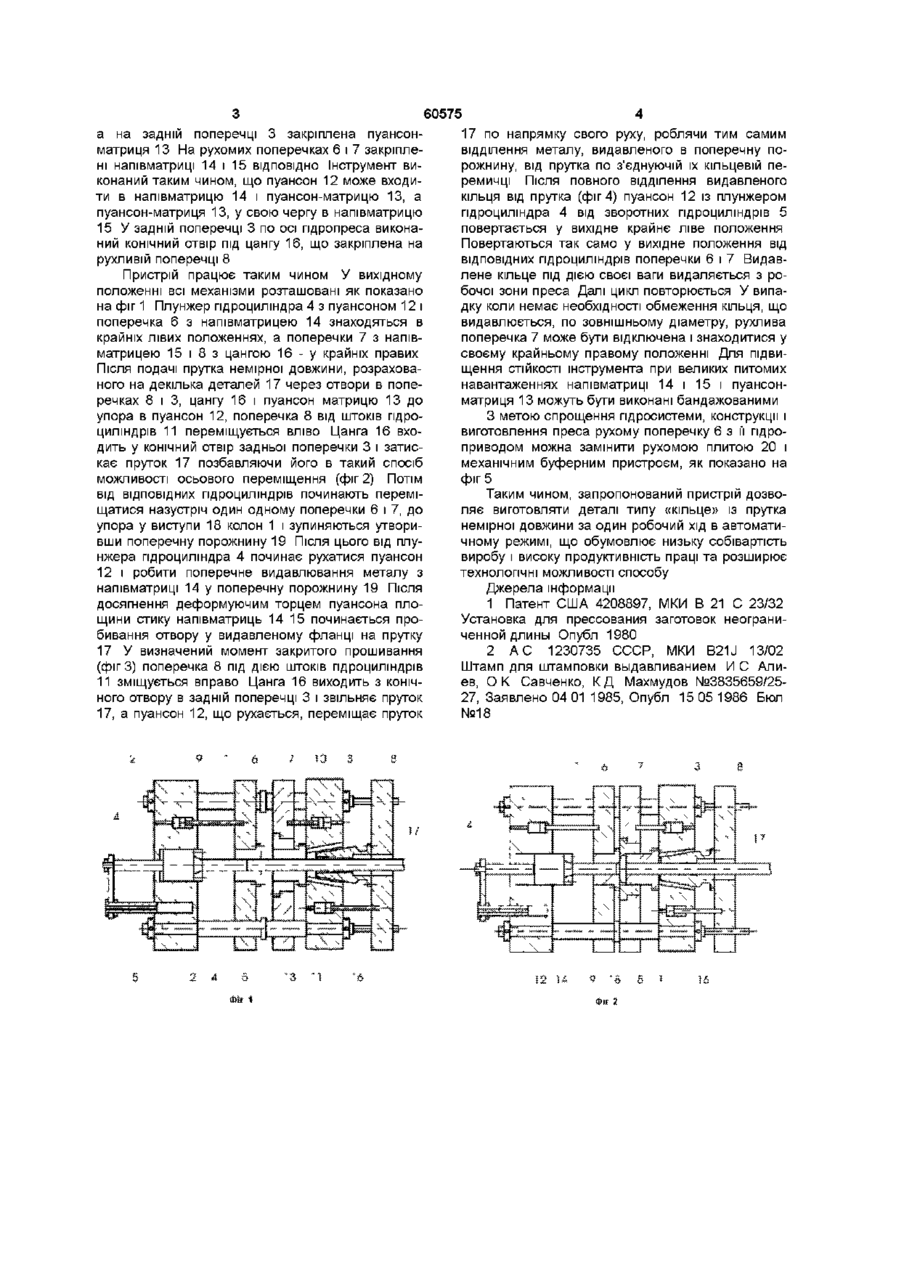
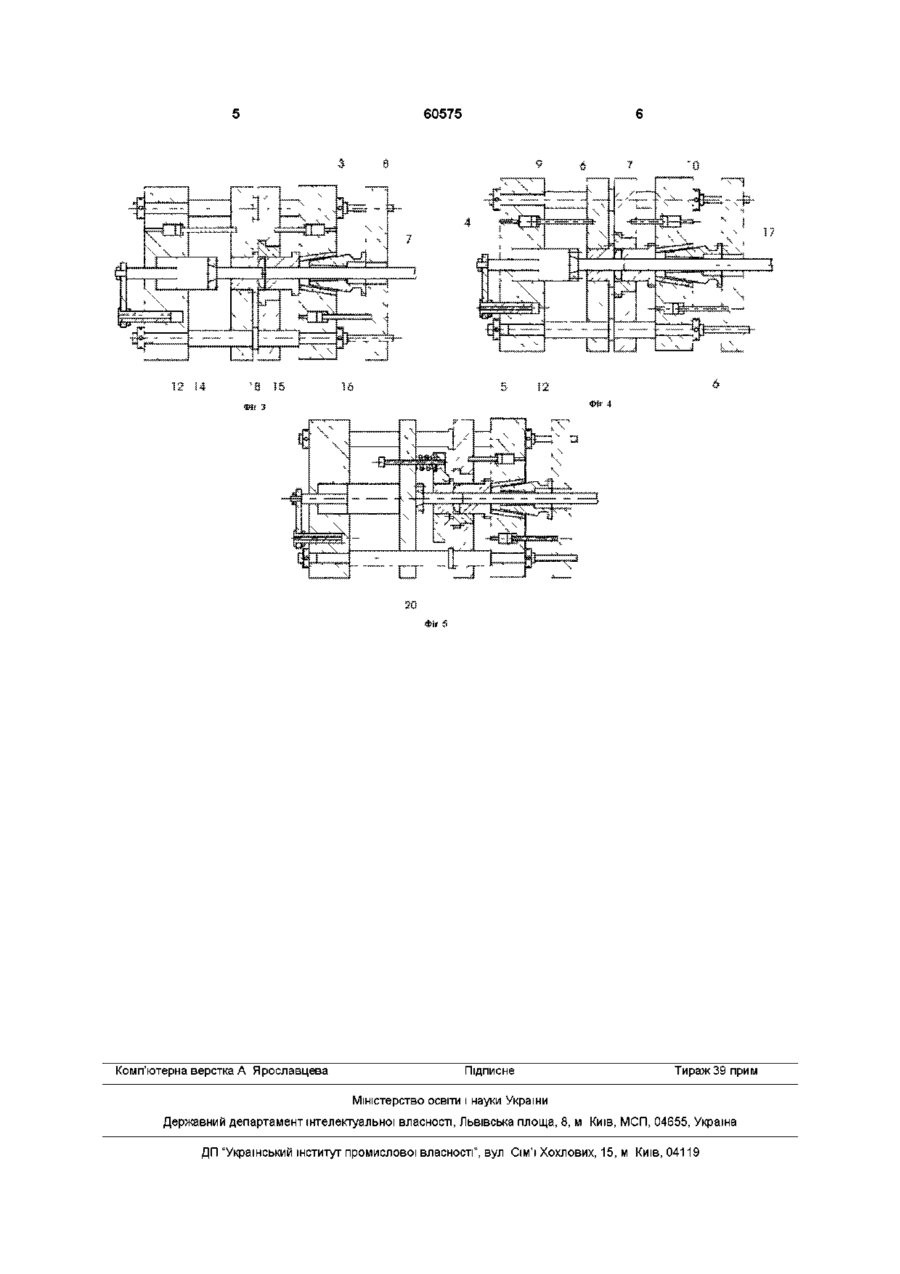
Пристрій для поперечного видавлювання, що містить рухомий в осьовому напрямку деформуючий пуансон, рознімну матрицю з поперечною порожниною, який відрізняється тим, що пристрій оснащений механізмом затиску прутка немірної довжини з індивідуальним приводом та напівматрицями, закріпленими на рухомих поперечках з автономними приводами Винахід відноситься до галузі техніки і може бути використаний в обробці металів тиском, а саме в установках для виготовлення виробів поперечним видавлюванням Відома установка типу гідравлічного преса для пресування заготовок необмеженої довжини за допомогою сил тертя на бічній поверхні заготовки, що містить передню і задню поперечки, стягнуті колонами і гайками, матрицю, закріплену на передній поперечці і механізм затиску заготовки [1] Найбільш близьким аналогом пристрою, що заявляється, вибраним як прототип є пристрій для видавлювання виробів із фланцем, що містить рухливий в осьовому напрямку за рахунок робочого силового приводу деформуючий пуансон, та рознімну матрицю з поперечною порожниною [2] Даний пристрій дозволяє виготовляти деталі з фланцем із пруткового матеріалу вихідна заготовка мірної довжини встановлюється в порожнину матриці, деформуючим пуансоном виконується радіальне видавлювання металу в поперечну порожнину, а після завершення видавлювання, напівматриці розкриваються і протипуансоном виконується виштовхування готового виробу ншення собівартості виробу шляхом усунення потреби в додатковому устаткуванні для виготовлення мірних заготовок і підвищення продуктивності шляхом автоматизації процесу Поставлена задача вирішується використанням пристрою, що містить пуансон і матрицю у виді двох рознімних напівматриць, де напівматриці закріплені на рухомих поперечках з автономними приводами, і оснащені механізмом затиску прутка з індивідуальним приводом Запропонована конструкція пристрою дозволяє за рахунок поєднання операцій радіального видавлювання та пробивання отримувати за один робочий хід порожні деталі типу "кільце", забезпечує підвищення продуктивності праці за рахунок автоматизації процесу видалення готових виробів, та відмови від використання одиничних мірних заготовок за рахунок використання багатоштучної заготовки Суть запропонованого винаходу пояснюється кресленнями На фіг 1 зображений пристрій у вихідному стані, на фіг 2 4 - на послідовних етапах роботи, на фіг 5 зображений варіант виконання пристрою Пристрій для поперечного видавлювання містить станину, що складається зі стягнутих колонами 1 передньої 2 і задньої 3 нерухомих поперечок, робочий гідроциліндр 4 диференціального типу зі зворотними гідроциліндрами 5, три рухомі поперечки 6, 7, і 8 з автономним приводом від гідроциліндрів 9, 10 і 11 ВІДПОВІДНО, перші дві з яких розміщені між передньою 1 і задньою 2 нерухомими поперечками, а третя за задньою На плунжері робочого гідроциліндра 4 закріплений пуансон 12, За допомогою згаданого пристрою неможливо отримувати порожні деталі типу "кільце", без додаткової операції пробивання перемички у фланці, а також є необхідним додаткове устаткування для виготовлення мірних заготовок, що обумовлює відносно високу вартість виробів і низьку продуктивність праці В основу винаходу поставлена задача розширення технологічних можливостей відомого пристрою продукуванням деталей типу "кільце", зме ю 1^ ю о (О 60575 а на задній поперечці 3 закріплена пуансонматриця 13 На рухомих поперечках 6 і 7 закріплені напівматриці 14 і 15 ВІДПОВІДНО Інструмент виконаний таким чином, що пуансон 12 може входити в напівматрицю 14 і пуансон-матрицю 13, а пуансон-матриця 13, у свою чергу в напівматрицю 15 У задній поперечці 3 по осі гідропреса виконаний конічний отвір під цангу 16, що закріплена на рухливій поперечці 8 Пристрій працює таким чином У вихідному положенні всі механізми розташовані як показано на фіг 1 Плунжер гідроциліндра 4 з пуансоном 12 і поперечка 6 з напівматрицею 14 знаходяться в крайніх лівих положеннях, а поперечки 7 з напівматрицею 15 і 8 з цангою 1 6 - у крайніх правих Після подачі прутка немірної довжини, розрахованого на декілька деталей 17 через отвори в поперечках 8 і 3, цангу 16 і пуансон матрицю 13 до упора в пуансон 12, поперечка 8 від штоків гідроциліндрів 11 переміщується вліво Цанга 16 входить у конічний отвір задньої поперечки 3 і затискає пруток 17 позбавляючи його в такий спосіб можливості осьового переміщення (фіг 2) Потім ВІД ВІДПОВІДНИХ гідроциліндрів починають переміщатися назустріч один одному поперечки 6 і 7, до упора у виступи 18 колон 1 і зупиняються утворивши поперечну порожнину 19 Після ЦЬОГО ВІД плунжера гідроциліндра 4 починає рухатися пуансон 12 і робити поперечне видавлювання металу з напівматриці 14 у поперечну порожнину 19 Після досягнення деформуючим торцем пуансона площини стику напівматриць 14 15 починається пробивання отвору у видавленому фланці на прутку 17 У визначений момент закритого прошивання (фігЗ) поперечка 8 під дією штоків гідроциліндрів 11 зміщується вправо Цанга 16 виходить з конічного отвору в задній поперечці 3 і звільняє пруток 17, а пуансон 12, що рухається, переміщає пруток 17 по напрямку свого руху, роблячи тим самим відділення металу, видавленого в поперечну порожнину, від прутка по з'єднуючій їх кільцевій перемичці Після ПОВНОГО відділення видавленого кільця від прутка (фіг 4) пуансон 12 із плунжером гідроциліндра 4 від зворотних гідроциліндрів 5 повертається у вихідне крайнє ліве положення Повертаються так само у вихідне положення від ВІДПОВІДНИХ гідроциліндрів поперечки 6 і 7 Видавлене кільце під дією своєї ваги видаляється з робочої зони преса Далі цикл повторюється У випадку коли немає необхідності обмеження кільця, що видавлюється, по зовнішньому діаметру, рухлива поперечка 7 може бути відключена і знаходитися у своєму крайньому правому положенні Для підвищення СТІЙКОСТІ інструмента при великих питомих навантаженнях напівматриці 14 і 15 і пуансонматриця 13 можуть бути виконані бандажованими З метою спрощення гідросистеми, конструкції і виготовлення преса рухому поперечку 6 з її пдроприводом можна замінити рухомою плитою 20 і механічним буферним пристроєм, як показано на фіг 5 Таким чином, запропонований пристрій дозволяє виготовляти деталі типу «кільце» із прутка немірної довжини за один робочий хід в автоматичному режимі, що обумовлює низьку собівартість виробу і високу продуктивність праці та розширює технологічні можливості способу Джерела інформації 1 Патент США 4208897, МКИ В 21 С 23/32 Установка для прессования заготовок неограниченной длины Опубл 1980 2 AC 1230735 СССР, МКИ B21J 13/02 Штамп для штамповки выдавливанием И С Алиев, О К Савченко, К Д Махмудов №3835659/2527, Заявлено 04 01 1985, Опубл 15 05 1986 Бюл №18 Фіг 2 60575 12 1 4 Комп'ютерна верстка А Ярославцева Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for transversal extrusion
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Lobanov Oleksandr Ivanovych
Назва патенту російськоюУстройство для поперечного выдавливания
Автори російськоюАлиев Играмотдин Серажутдинович, Лобанов Александр Иванович
МПК / Мітки
МПК: B21J 13/02, B21J 13/00
Мітки: поперечного, пристрій, видавлювання
Код посилання
<a href="https://ua.patents.su/3-60575-pristrijj-dlya-poperechnogo-vidavlyuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для поперечного видавлювання</a>
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором
Номер патенту: 37360
Опубліковано: 15.05.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B21D 24/00
Мітки: гідравлічним, видавлювання, компенсатором, вбудованим, штамп, холодного
Формула / Реферат:
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором, що складається з пуансона, який за допомогою пуансонотримача жорстко закріплено в верхній плиті штампа втулки пуансонотримача, в якій закріплено пуансон, фіксуючої гайки, опори пуансона, напрямних втулок, які запресовано в нижню плиту, напрямних колонок, які закріплено в верхній плиті, який відрізняється тим, що містить закріплену в порожнині нижньої плити, яку...
Пристрій для видавлювання в’язкої речовини
Номер патенту: 46468
Опубліковано: 15.05.2002
Автор: Райхман Ігор Михайлович
МПК: A45D 34/04
Мітки: видавлювання, пристрій, речовини, в'язкої
Формула / Реферат:
1. Пристрій для видавлювання в'язкої речовини, що містить в собі резервуар для утримування в'язкої речовини, стінки якого виконані із пружного матеріалу, розподільну головку із засобом для її відкривання та закривання та засіб для здійснення тиску на стінки резервуара в присутності в'язкої речовини, який відрізняється тим, що засіб для здійснення тиску на стінки резервуара виконаний у вигляді пластини з односторонньою півсферою, що видавлює,...
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B21D 22/00
Мітки: зворотного, видавлювання, холодного, штамп
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B30B 15/00
Мітки: штамп, холодного, видавлювання, пуансона, беззазорним, направленням, матриці
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Пристрій для поперечного різання труб з полімерних матеріалів
Номер патенту: 417
Опубліковано: 11.10.1999
Автори: Кияниця Євген Володимирович, Міщенко Віталій Олександрович, Зверлін Валерій Григорович, Дяченко Володимир Миколайович, Никитюк Олександр Євгенович, Алікперов Алі Магеррамович, Жемгуліс Казімір Юстинович
МПК: B26D 3/16
Мітки: поперечного, матеріалів, різання, пристрій, полімерних, труб
Формула / Реферат:
Пристрій для поперечного різання труб з полімерних матеріалів, що містить, змонтовану у корпусі, відрізну головку, привід, електродвигун, розташовані з обох боків головки і кінематично зв'язані між собою дві групи затискувачів і механізм їх переміщення, який відрізняється тим, що відрізна головка розташована безпосередньо на валу електродвигуна, з'єднаного за допомогою важеля з механізмом її подачі, і виконана у вигляді безконечного ланцюга...
Попередній патент: Пристрій для прокатки порошкових матеріалів на металевій підкладці
Наступний патент: Датчик струму зварювання
Випадковий патент: П'єзоелектричний трансформатор