Пристрій для поперечного різання труб з полімерних матеріалів
Номер патенту: 417
Опубліковано: 11.10.1999
Автори: Міщенко Віталій Олександрович, Дяченко Володимир Миколайович, Алікперов Алі Магеррамович, Зверлін Валерій Григорович, Кияниця Євген Володимирович, Жемгуліс Казімір Юстинович, Никитюк Олександр Євгенович
Формула / Реферат
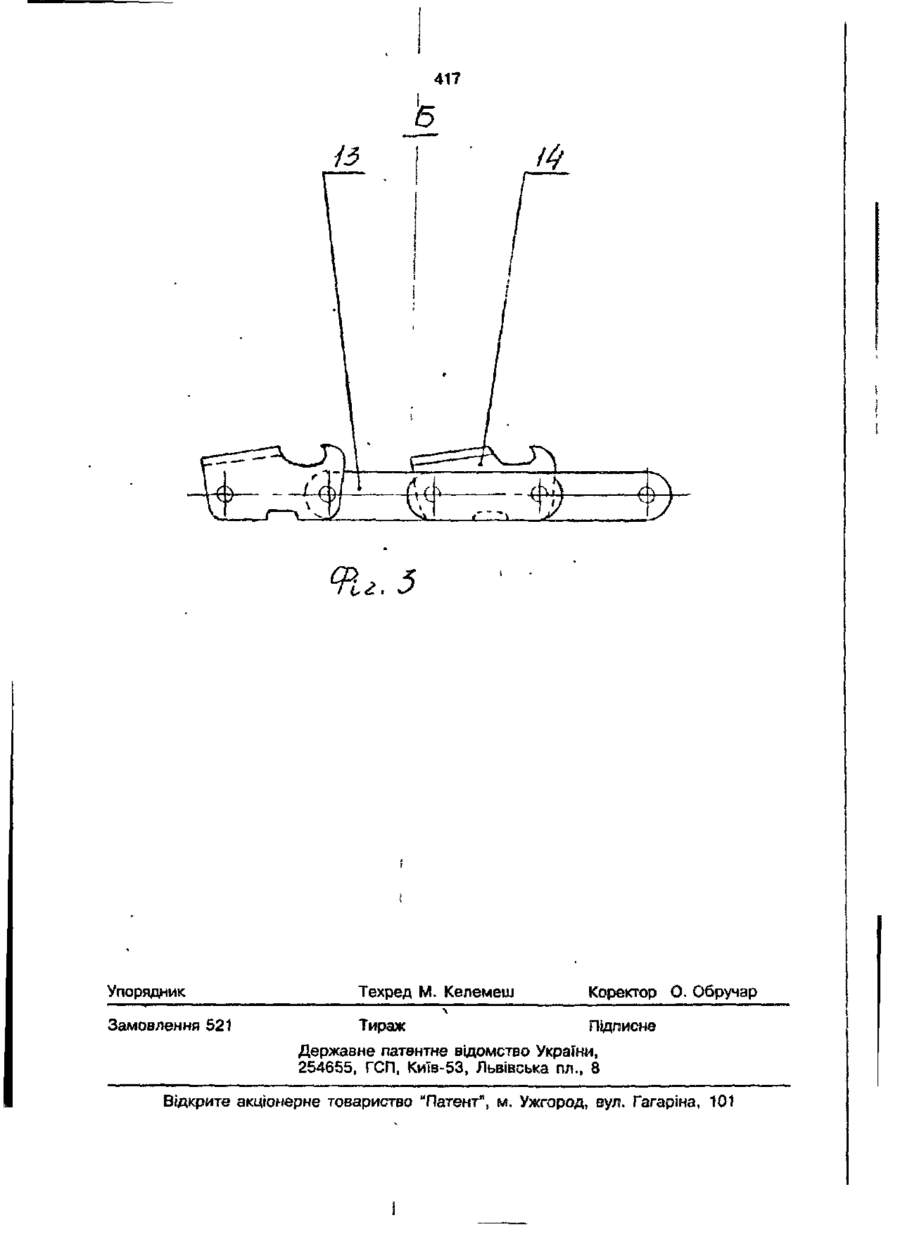
Пристрій для поперечного різання труб з полімерних матеріалів, що містить, змонтовану у корпусі, відрізну головку, привід, електродвигун, розташовані з обох боків головки і кінематично зв'язані між собою дві групи затискувачів і механізм їх переміщення, який відрізняється тим, що відрізна головка розташована безпосередньо на валу електродвигуна, з'єднаного за допомогою важеля з механізмом її подачі, і виконана у вигляді безконечного ланцюга із закріпленими на ньому ріжучими елементами, і яка має можливість виконувати відрізання як з верхнього, так і з нижнього положення, а затискувачі виконані у вигляді погумованих циліндрів.
Текст
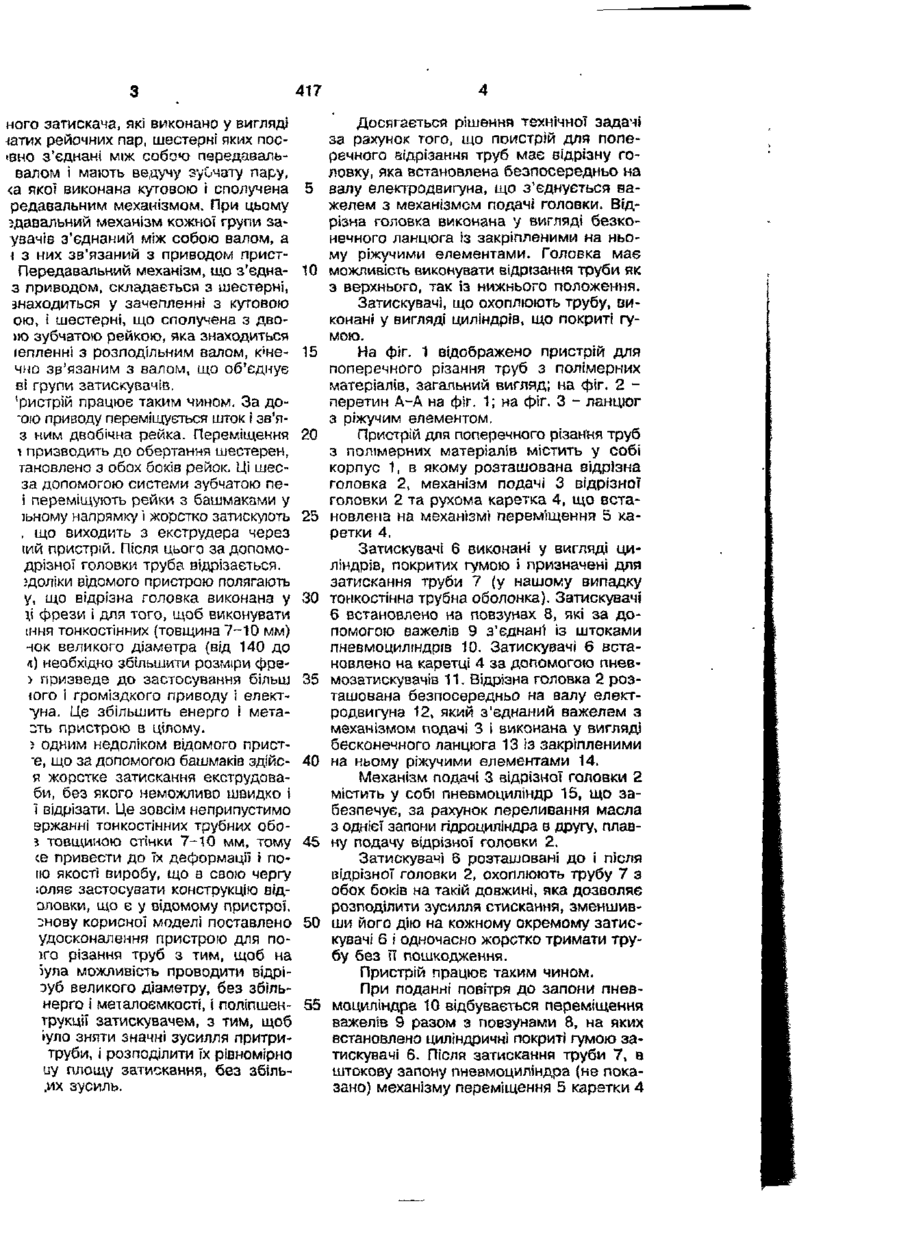
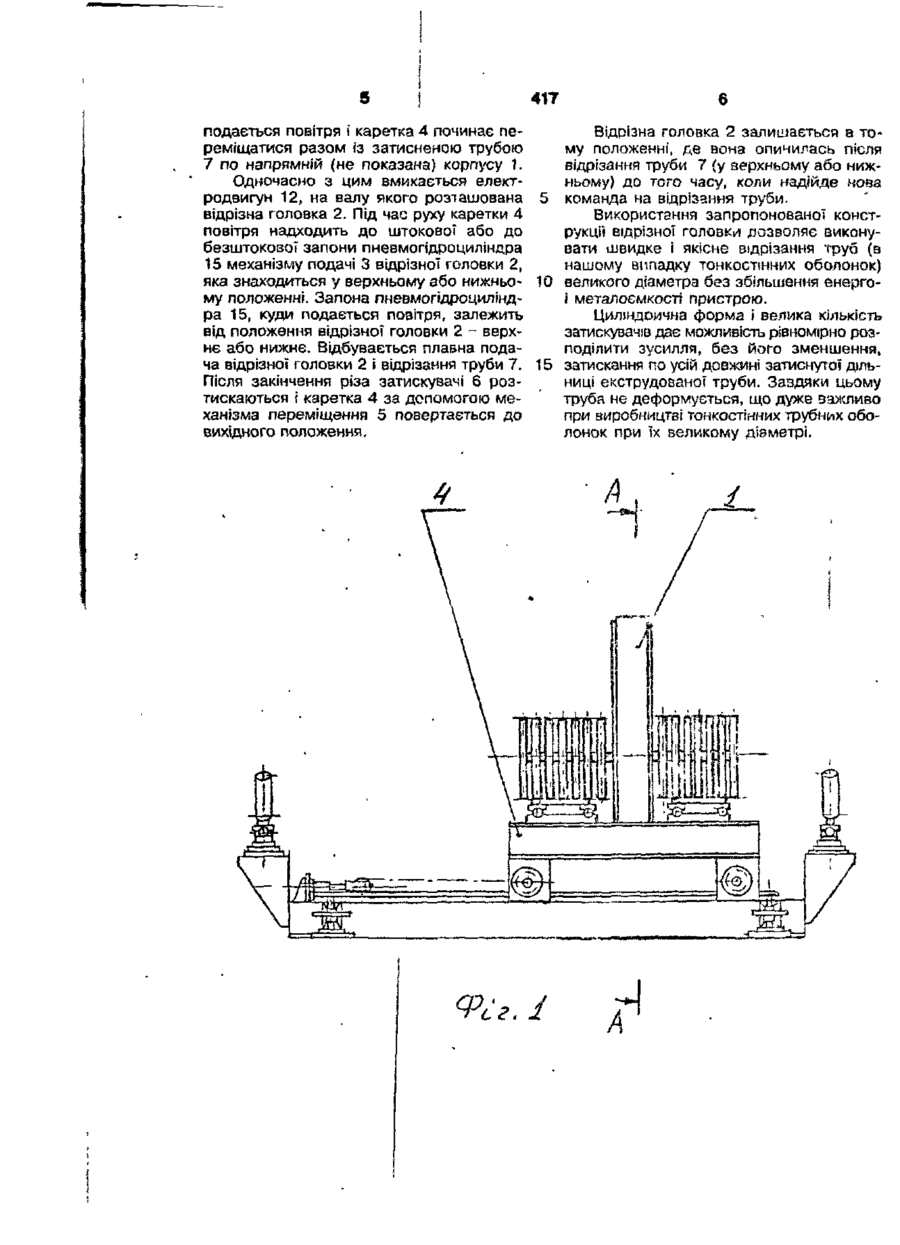
Пристрій для поперечного різання тру£ з полімерних матеріалів, що містить, змон товану у корпусі, відрізну головку, приаід електродвигун, розташовані з обох бокії головки і кінематично зв'язані між собок дві групи затискувачів і механізм їх пере міідення, який в і д р і з н я є т ь с я тим що відрізна головка розташована безпо середньо на валу електродвигуна, з'єю зубчатою рейкою, яка знаходиться іепленні з розподільним валом, юнечно зв'язаним з валом, що об'єднує ві групи затискувачів. 'ристрій працює таким чином. За до"ою приводу переміщується шток і зв'яз ним двобічна рейка. Переміщення і призводить до обертання шестерен, тановлено з обох боків рейок. Ці шесза допомогою системи зубчатою пеі переміщують рейки з башмаками у іьному напрямку і жорстко затискують , що виходить з екструдера через іий пристрій. Після цього за допомодрізної головки труба відрізається. ЇДОЛІКИ відомого пристрою полягають у, що відрізна головка виконана у V фрези і для того, щоб виконувати іння тонкостінних (товщина 7-10 мм) -юк великого діаметра {від 140 до л) необхідно збільшити розміри фре> призведе до застосування більш юго і громіздкого приводу і електуна. Це збільшить енерго і метазть пристрою в цілому. з одним недоліком відомого прист•е, що за допомогою башмаків здійся жорстке затискання екструдоваби, без якого неможливо шаидко і І відрізати. Це зовсім неприпустимо ержанні тонкостінних трубних обо 5 10 15 20 25 ЗО 35 40 45 (є привести до їх деформації і поію якості виробу, що в свою чергу юля є застосувати конструкцію відоловки, що є у відомому пристрої. »ову корисної моделі поставлено 50 удосконалення пристрою для по)го різання труб з тим, щоб на Іула можливість проводити відріэуб великого діаметру, без збільнерго і металоємкості, і поліпшен- 55 трукції затискувачем, з тим, щоб іуло зняти значні зусилля притритруби, і розподілити їх рівномірно иу площу затискання, без збіль,их зусиль. ї ТОВЩИНОЮ СТІНКИ 7 - 1 0 MM, ТОМУ Досягається рішення технічної задачі за рахунок того, що поистрій для поперечного відрізання труб має відрізну головку, яка встановлена безпосередньо на валу електродвигуна, що з'єднується важелем з механізмом подачі головки. Відрізна головка виконана у вигляді безконечного ланцюга із закріпленими на ньому ріжучими елементами. Головка мав можливість виконувати відрізання труби як з верхнього, так із нижнього положення. Затискувачі, що охоплюють трубу, виконані у вигляді циліндрів, що покриті гумою. На фіг. 1 відображено пристрій для поперечного різання труб з полімерних матеріалів, загальний вигляд; на фіг. 2 перетин А-А на фіг. 1; на фіг. З - ланцюг з ріжучим елементом. Пристрій для поперечного різаКня труб з полімерних матеріалів містить у собі корпус 1, в якому розташована відрізна головка 2, механізм подачі 3 відрізної головки 2 та рухома каретка 4, що встановлена на механізмі переміщення 5 каретки 4. Затискувачі 6 виконані у вигляді циліндрів, покритих гумою і призначені для затискання труби 7 (у нашому випадку тонкостінна трубна оболонка). Затискувачі 6 встановлено на повзунах 8, які за допомогою важелів 9 з'єднані із штоками пневмоциліндргв 10. Затискувачі 6 встановлено на каретці 4 за допомогою пневмозатискувачіа 11. Відрізна головка 2 розташована безпосередньо на валу електродвигуна 12, який з'єднаний важелем з механізмом подачі 3 і виконана у вигляді бесконечного ланцюга 13 із закргпленими на ньому ріжучими елементами 14. Механізм подачі 3 відрізної головки 2 містить у собі пневмоциліндр 15, що забезпечує, за рахунок переливання масла з однієї запони гідроциліндра в другу» плавну подачу відрізної головки 2. Затискувачі 6 розташовані до і після відрізної головки 2, охоплюють трубу 7 з обох боків на такій довжині, яка дозволяє розподілити зусилля стискання, зменшивши його дію на кожному окремому затискувачі 6 і одночасно жорстко тримати трубу без її пошкодження. Пристрій працює таким чином. При поданні повітря до запони пневмоциліндра 10 відбувається переміщення важелів 9 разом з повзунами 8, на яких встановлено циліндричні покриті гумою затискувачі 6. Після затискання труби 7, в штокову запону пневмоциліндра (не показано) механізму переміщення 5 каретки 4 5 417 подається повітря і каретка 4 починає пеВідрізна головка 2 залишається в тореміщатися разом із затиснеиою трубою му положенні, де вона опинилась після 7 по напрямній (не показана) корпусу 1. відрізання труби 7 (у верхньому або нижОдночасно з цим вмикається електньому) до того часу, коли надійде нова родвигун 12, на валу якого розташована 5 команда на відріззння труби. відрізна головка 2. Під час руху каретки 4 Використання запропонованої констповітря надходить до штокової або до рукції відрізної головки дозволяє виконубезштокової запони пневмогідроциліндра вати швидке і якісне відрізання труб (в 15 механізму подачі 3 відрізної головки 2, нашому випадку тонкостінних оболонок} яка знаходиться у верхньому або нижньо- 10 великого діаметра без збільшення енергому положенні. Запона пневмогідроцилінді металоємкості пристрою. ра 15, куди подається повітря, залежить Цилшдоична форма і велика кількість від положення відрізної головки 2 - верхзатискувачів дає можливість рівномірно рознє або нижнє. Відбувається плавна подаподілити зусилля, без його зменшення, ча відрізної головки 2 і відрізання труби 7. 15 затискання по усій довжині затиснутої дільПісля закінчення різа затискувачі 6 розниці єкструдованої труби. Завдяки цьому тискаються і каретка 4 за допомогою метруба не деформується, що дуже важливо ханізма переміщення 5 повертається до при виробництві тонкостінних трубних обовихідного положення. лонок при їх великому діаметрі. сг. 1 417 IS. 7 2 °PU. г 6 417 Фи. 5 Упорядник Техред М. Келемеш Коректор О. Обручар Замовлення 521 Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вуя. Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюZverlin Valerii Hryhorovych, Mischenko Vitalii Oleksandrovych, Zhemhulis Kazimir Yustynovych, Diachenko Volodymyr Mykolaiovych, Alikperov Ali Maheramovych, Kyanytsia Yevhen Volodymyrovych
Автори російськоюЗверлин Валерий Григорьевич, Мищенко Виталий Александрович, Жемгулис Казимир Устинович, Дяченко Владимир Николаевич, Аликперов Али Магеррамович, Кияница Евгений Владимирович
МПК / Мітки
МПК: B26D 3/16
Мітки: труб, матеріалів, полімерних, поперечного, різання, пристрій
Код посилання
<a href="https://ua.patents.su/6-417-pristrijj-dlya-poperechnogo-rizannya-trub-z-polimernikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для поперечного різання труб з полімерних матеріалів</a>
Екструзійна головка для виготовлення труб із полімерних матеріалів
Номер патенту: 15968
Опубліковано: 29.08.1997
Автор: Бондаренко Андрій Іванович
МПК: B29C 47/22, B29L 23/00
Мітки: екструзійна, головка, полімерних, матеріалів, труб, виготовлення
Формула / Реферат:
Экструзионная головка для изготовления труб из полимерных материалов, содержащая корпус с входным и выходным отверстиями, соосно смонтированные на корпусе прижимную гайку, а в корпусе - крестовину с закрепленным на ней до-рном с коническим участком, выполненным в направлении выходного отверстия, соосно смонтированные на коническом участке дорна последовательно в направлении выходного отверстия корпуса калибровочную шайбу и упорное кольцо,...
Пристрій для різання полімерних матеріалів
Номер патенту: 11619
Опубліковано: 25.12.1996
Автори: Пісковатський Віктор Сергійович, Абрамсон Володимир Ілліч, Гладков Юрій Олексійович, Рубан Віктор Олександрович, Звєрєв Михайло Федорович
МПК: B29B 11/00
Мітки: різання, пристрій, матеріалів, полімерних
Формула / Реферат:
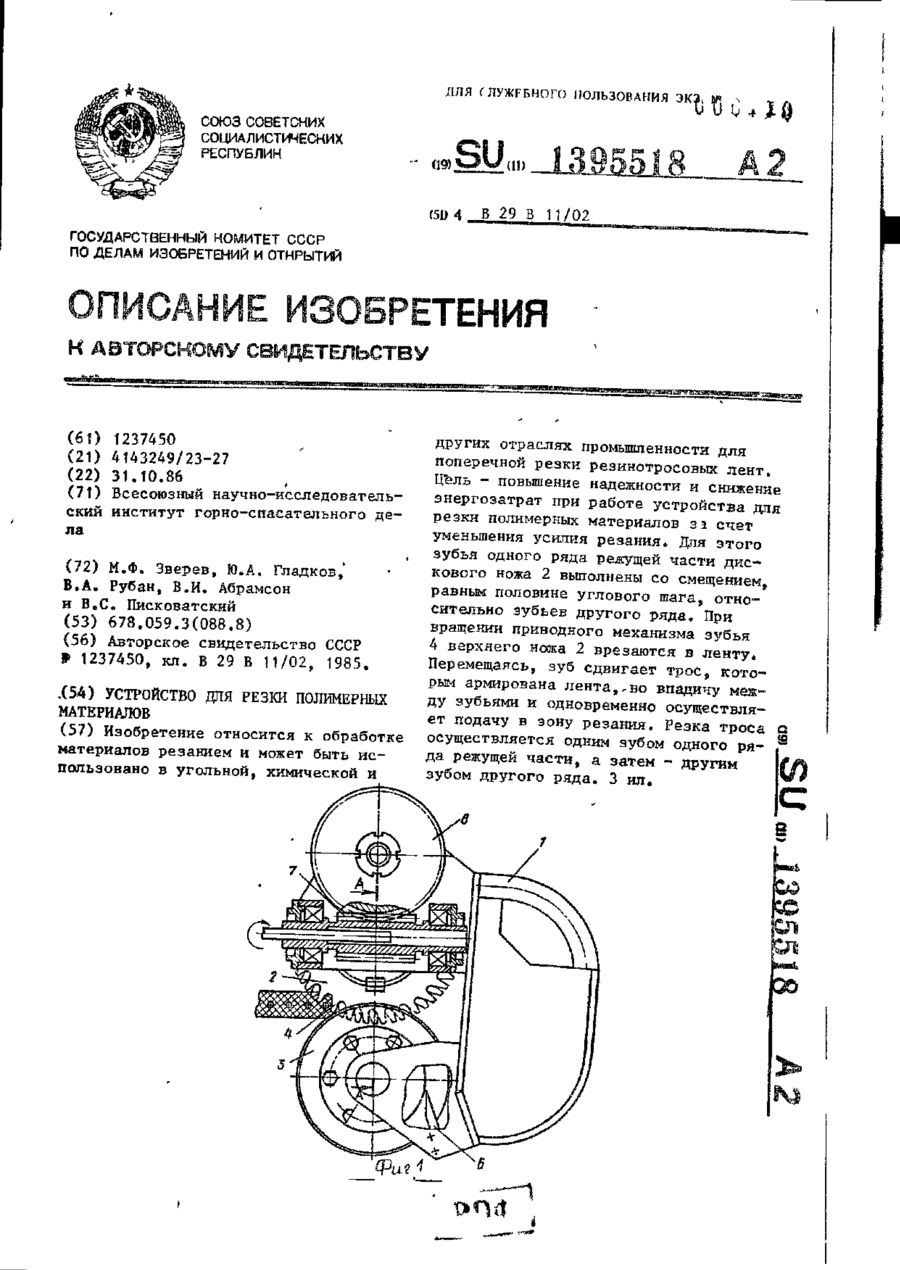
Устройство для резки полимерных материалов по авт. св. № 1237450, отличающееся тем, что, с целью повышения надежности и снижения энергозатрат за счет уменьшения усилия резания, зубья одного ряда режущей части дискового ножа расположены со смещением относительно зубьев другого ряда на величину, равную половине их углового шага.
Різьбове з’єднання труб з полімерних композиційних матеріалів
Номер патенту: 25205
Опубліковано: 30.10.1998
Автори: Гуменюк Сергій Богданович, Копей Богдан Володимирович, Кіндрачук Сергій Мирославович
МПК: F16L 47/00
Мітки: труб, з'єднання, матеріалів, композиційних, різьбове, полімерних
Формула / Реферат:
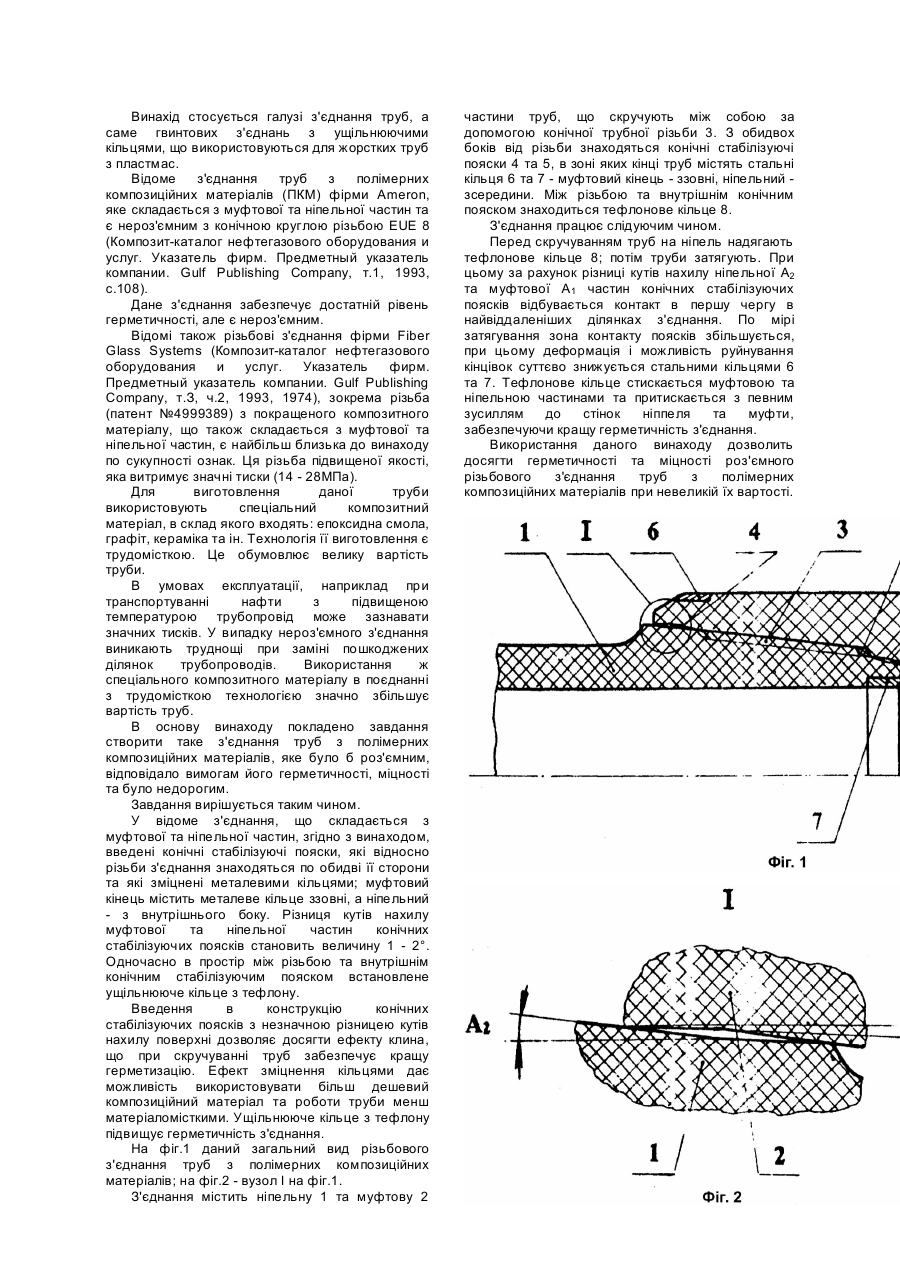
Різьбове з'єднання труб з полімерних композиційних матеріалів, що містить муфтову та ніпельну частини труб з полімерних композиційних матеріалів, сполучених між собою за допомогою конічної різьби, яке відрізняється тим, що містить додатково внутрішній та зовнішній конічні стабілізуючі пояски, зміцнені стальними кільцями, а між внутрішнім пояском та різьбою встановлене ущільнююче кільце з тефлону.
Пристрій для різання полімерних матеріалов
Номер патенту: 11848
Опубліковано: 25.12.1996
Автори: Пісковатський Віктор Сергійович, Рубан Віктор Олександрович, Звєрєв Михайло Федорович, Гладков Юрій Олександрович, Абрамсон Володимир Ілліч
МПК: B29B 11/00
Мітки: матеріалов, різання, пристрій, полімерних
Формула / Реферат:
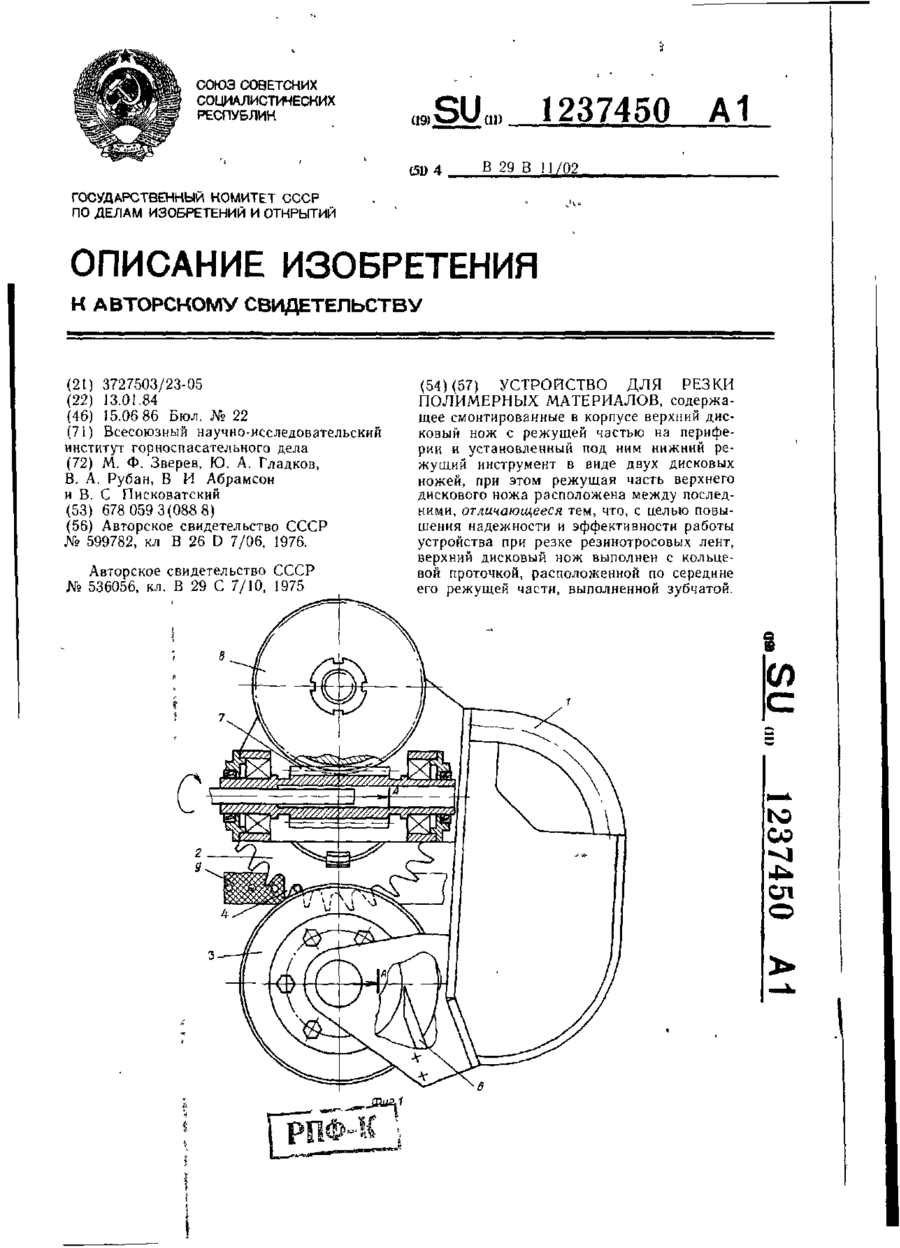
Устройство для резки полимерных материалов, содержащее смонтированные в корпусе верхний дисковый нож с режущей частью на периферии и установленный под ним нижний режущий инструмент в виде двух дисковых ножей, при этом режущая часть верхнего дискового ножа расположена между последними, отличающееся тем, что, с целью повышения надежности и эффективности работы устройства при резке резинотросовых лент, верхний дисковый нож выполнен с...
Екструзійний пристрій для одержання трубної заготовки з полімерних матеріалів
Номер патенту: 17777
Опубліковано: 20.05.1997
Автори: Лимар Володимир Володимирович, Плошенко Іван Григорович, Кузяев Іван Михайлович, Лисак Артем Леонідович
МПК: B29D 23/24, B29C 47/20
Мітки: пристрій, полімерних, одержання, екструзійний, заготовки, трубної, матеріалів
Формула / Реферат:
1. Экструзионное устройство для получения трубной заготовки из полимерных материалов, содержащее экструдер, формующую головку, включающую корпус и дорн, калибр, состоящий из внутреннего и наружного калибрующего элемента, отличающееся тем, что на выходе дорна и в калибре оно содержит спиральную насадку, а на внутреннем калибрующем элементе выполнены пазы.2. Экструзионное устройство по п. 1, отличающееся тем, что внутренний калибрующий...
Попередній патент: Дерев’яний віконний блок
Наступний патент: Грохот
Випадковий патент: Спосіб топічної діагностики раку навколоносових пазух з тенденцією до інтракраніального розповсюдження