Пристрій для шліфування дроту
Номер патенту: 43088
Опубліковано: 15.11.2001
Автори: Габітов Валерій Рашитович, Булахов Олексій Вячеславович, Тютенко Вячеслав Степанович, Матюха Петро Григорович, Варюхін Віктор Миколайович


Формула / Реферат
Пристрій для шліфування дроту при поздовжньому його переміщенні між шліфувальними кругами, що включає механізм обертання кругів навколо дроту, механізм обертання кругів навколо своєї осі та механізм зміщення осі кругів відносно дроту, який відрізняється тим, що механізм обертання кругів навколо дроту виконано у вигляді Z - подібної втулки, встановленої в підшипниках стояка, на торцевих поверхнях якої закріплені опозитно з можливістю повороту навколо осі, перпендикулярної до торцевої поверхні, шліфувальні головки з індивідуальним електроприводом, а на циліндричній поверхні втулки розташовані шків, що з'єднаний за допомогою пасу з шківом на електродвигуні, а також кільцеві струмознімачі для живлення електродвигунів шліфувальних головок, при цьому вісь кругів має зміщення відносно дроту на величину h, що знаходиться по співвідношенню:
де Vdр - швидкість переміщення дроту, м / хв;
nв - частота обертів втулки, об / хв;
- половина центрального кута між лініями, що з”єднують центр
шліфувального круга і точок входу і виходу дроту із зони контакту з робочою поверхнею шліфувального круга;
окрім того кут - менше ніж 90°.
Текст
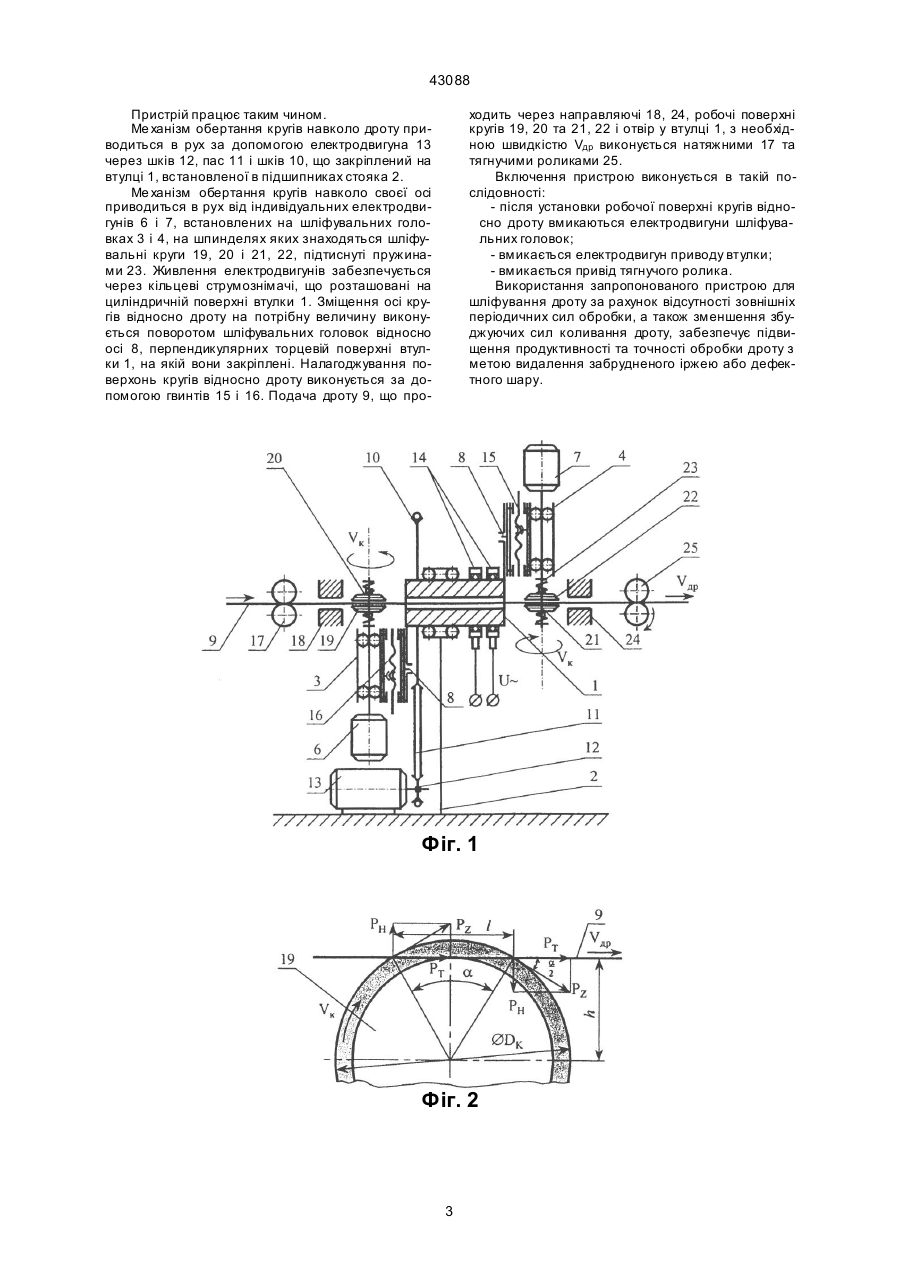
Пристрій для шліфування дроту при поздовжньому його переміщенні між шліфувальними кругами, що включає механізм обертання кругів навколо дроту, механізм обертання кругів навколо своєї осі та механізм зміщення осі кругів відносно дроту, який відрізняється тим, що механізм обертання кругів навколо дроту виконано у вигляді Z-подібної втулки, встановленої в підшипниках стояка, на торцевих поверхнях якої закріплені опозитно з можливістю повороту навколо осі, перпен 43088 вищення нормальної складової вектора сили різання над її тангенціальною складовою. В основу винаходу поставлена задача удосконалення конструкції пристрою для шліфування дроту, в якому за рахунок нових конструктивних елементів забезпечується висока продуктивність і точність обробки, що обумовлена відсутністю зовнішніх збурюючих сил коливання дроту. В запропонованому пристрої це досягнуто використанням тільки пасових передач і зміщенням осі кругів відносно дроту на величину, що забезпечує перевищення тангенціальної складової сили різання над її нормальною складовою. Поставлена задача вирішується за рахунок того, що у відомому пристрої для шліфування дроту при поздовжньому його переміщенні між шліфувальними кругами, що включає механізм обертання кругів навколо дроту, механізм обертання кругів навколо своєї осі та механізм зміщення осі кругів відносно дроту, який відрізняється тим, що механізм обертання кругів навколо дроту виконано у вигляді Z-подібної втулки, встановленої в підшипниках стояка, на торцевих поверхнях якої закріплені опозитно з можливістю повороту навколо осі, перпендикулярної до торцевої поверхні, шліфувальні головки з індивідуальним електроприводом, а на циліндричній поверхні втулки розташовані шків, що з'єднаний за допомогою пасу зі шківом на електродвигуні, а також кільцеві струмознімачі для живлення електродвигунів шліфувальних головок, при цьому вісь кругів має зміщення відносно дроту на величину h, що знаходиться по співвідношенню: 3 10 × (0,3 - 0,4 )V a др h= × Ctq , мм, n 2 в де Vдp - швидкість переміщення дроту, м/хв; nв - частота обертів втулки, об/хв; a - половина центрального кута між лініями, 2 що з’єднують центр шлі фувального круга і точок входу і виходу дроту із зони контакту з робочою поверхнею шліфувального круга; окрім того, кут a менше ніж 90°. Ознаками, що відрізняють запропонований пристрій для шліфування дроту, є: - механізм обертання кругів навколо дроту виконано у вигляді Z-подібної втулки, встановленої в підшипниках стояка, на торцевих поверхнях якої закріплені опозитно з можливістю повороту навколо осі, перпендикулярної до торцевої поверхні, шлі фувальні головки з індивідуальним електроприводом, а на циліндричній поверхні втулки розташовані шків, що з'єднаний за допомогою пасу зі шківом на електродвигуні, а також кільцеві струмознімачі для живлення електродвигунів шлі фувальних головок; - вісь кругів має зміщення відносно дроту на величину, що знаходиться по співвідношенню: 3 10 × (0,3 - 0,4 )V a др h= × Ctq , мм, n 2 в окрім того, кут a менше ніж 90°. В запропонованому пристрої для шліфування дроту підвищення продуктивності та точності об робки забезпечується ознаками, що відрізняють запропонований пристрій. Дійсно, виконання механізму обертання кругів навколо дроту у ви гляді Z-подібної втулки, встановленої в підшипниках стояка, на торцевих поверхнях якої закріплені опозитно з можливістю повороту навколо осі, перпендикулярної до торцевої поверхні, шліфувальні головки з індивідуальним електроприводом, а також розташування на циліндричній поверхні втулки шківу, що з'єднаний за допомогою пасу зі шківом на електродвигуні, а також кільцевого струмознімача для живлення електродвигунів шлі фувальних головок, роблять механізм обертання кругів навколо дроту збалансованим, що поряд з використанням пасової передачі виключають виникнення зовнішніх періодичних збуджуючих сил обробки, що дозволяє підвищити продуктивність і точність обробки за рахунок збільшення частоти обертів втулки. Зміщення осі кругів відносно дроту на величину h, що знаходиться по співвідношенню 3 10 × (0,3 - 0,4 )V a др h= × Ctq , n 2 в при a менше 90° забезпечує перевищення тангенціальної складової сили різання Рm, що спрямована поздовж осі дроту, над її нормальною складовою Рн, що спрямована перпендикулярно осі дроту, і, за рахунок моменту М=Р z l є збуджувачем коливання дроту. Наприклад, при a=60° a Pm = Pz × Cos = 0,87Pz , 2 a Pн = Pz × Sin = 0,50Pz , 2 M = 0,50Pz × l. Таким чином в цих умовах збуджуючий момент коливань дроту буде менше ніж при a³90°. Наприклад, при a=90° М=0,71Рz l , а при a=120° М=0,87Рz l . При цьому із збільшенням a збільшується і плече l . На фіг. 1 показана кінематична схема пристрою для шліфування дроту; на фіг. 2 - розташування осі кругів відносно дроту зі складовими силами Рm і Рн, що діють на дріт в точках його входу в зону контакту і ви ходу із неї. Пристрій включає механізм обертання шліфувальних кругів навколо дроту, виконаного в вигляді Z-подібної втулки 1, встановленої в підшипниках стояка 2. На торцевих поверхнях втулки 1 закріплені опозитно шліфувальні головки 3 і 4 з індивідуальним електроприводом 6 і 7. Головки мають можливість повороту відносно осі 8, перпендикулярної торцевій поверхні втулки 1, забезпечуючи при цьому потрібне зміщення осі кругів відносно дроту 9. На циліндричній поверхні втулки 1 розташовані шків 10, з'єднаний за допомогою пасу 11 зі шківом 12 на електродвигуні 13, а також кільцеві струмознімачі 14 для живлення електродвигунів 6 і 7. Гвинти 15 і 16 забезпечують установку кругів по осі дроту 9, який проходить через натяжні ролики 17, направляючу 18, між шліфувальними кругами 19, 20, отвір втулки 1, шліфувальними кругами 21, 22, з пружинами 23, направляючу 24 і тягнучими роликами 25. 2 43088 Пристрій працює таким чином. Ме ханізм обертання кругів навколо дроту приводиться в рух за допомогою електродвигуна 13 через шків 12, пас 11 і шків 10, що закріплений на втулці 1, встановленої в підшипниках стояка 2. Ме ханізм обертання кругів навколо своєї осі приводиться в рух від індивідуальних електродвигунів 6 і 7, встановлених на шліфувальних головках 3 і 4, на шпинделях яких знаходяться шліфувальні круги 19, 20 і 21, 22, підтиснуті пружинами 23. Живлення електродвигунів забезпечується через кільцеві струмознімачі, що розташовані на циліндричній поверхні втулки 1. Зміщення осі кругів відносно дроту на потрібну величину виконується поворотом шліфувальних головок відносно осі 8, перпендикулярних торцевій поверхні втулки 1, на якій вони закріплені. Налагоджування поверхонь кругів відносно дроту виконується за допомогою гвинтів 15 і 16. Подача дроту 9, що про ходить через направляючі 18, 24, робочі поверхні кругів 19, 20 та 21, 22 і отвір у втулці 1, з необхідною швидкістю Vдp виконується натяжними 17 та тягнучими роликами 25. Включення пристрою виконується в такій послідовності: - після установки робочої поверхні кругів відносно дроту вмикаються електродвигуни шліфувальних головок; - вмикається електродвигун приводу втулки; - вмикається привід тягнучого ролика. Використання запропонованого пристрою для шліфування дроту за рахунок відсутності зовнішніх періодичних сил обробки, а також зменшення збуджуючих сил коливання дроту, забезпечує підвищення продуктивності та точності обробки дроту з метою видалення забрудненого іржею або дефектного шару. Фіг. 1 Фіг. 2 3 43088 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for grinding of wire
Автори англійськоюMatiukha Petro Hryhorovych, Variukhin Viktor Mykolaiovych, Tiutenko Viacheslav Stepanovych, Bulakhov Oleksii Viacheslavovych, Habitov Valerii Rashytovych
Назва патенту російськоюУстройство для шлифования проволоки
Автори російськоюМатюха Петр Григорьевич, Варюхин Виктор Николаевич, Тютенко Вячеслав Степанович, Булахов Алексей Вячеславович, Габитов Валерий Рашитович
МПК / Мітки
МПК: B24B 5/00
Мітки: пристрій, дроту, шліфування
Код посилання
<a href="https://ua.patents.su/4-43088-pristrijj-dlya-shlifuvannya-drotu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для шліфування дроту</a>
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: спосіб, циліндричних, деталей, торців, шліфування
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович
Мітки: шліфування, торцевих, поверхонь, циліндричних, спосіб
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Пристрій для колових коливань дроту
Номер патенту: 39241
Опубліковано: 15.06.2001
Автори: Жук Анатолій Якович, Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: дроту, пристрій, коливань, колових
Формула / Реферат:
Пристрій для колових коливань дроту, що містить обертову обойму, розташовану в підшипникових опорах, який відрізняється тим, що обертова обойма має відхиляючий пристрій у вигляді направляючих повзунів, між якими на осі розташовано ролик, а на направляючих повзунах розміщено гвинтовий регулюючий механізм з системою противаг.
Пристрій для коливань дроту
Номер патенту: 42184
Опубліковано: 15.10.2001
Автори: Ніколаєв Віктор Олександрович, Жук Анатолій Якович, Таратута Костянтин Васильович
МПК: B21C 3/14
Мітки: пристрій, дроту, коливань
Формула / Реферат:
Пристрій для коливань дроту, що містить обертову обойму з робочим органом, розташовану в підшипникових опорах, та її привід, який відрізняється тим, що в обертовій обоймі як робочий орган використано ексцентриковий ролик і привід обойми виконано у вигляді фрикційного ролика, який кінематично зв'язаний з обертовою обоймою.
Інструмент для натягування дроту
Номер патенту: 40582
Опубліковано: 15.08.2001
Автор: Кирилич Андрій Семенович
МПК: B66D 3/00, B25B 25/00
Мітки: інструмент, натягування, дроту
Формула / Реферат:
Інструмент для натягування дроту, що містить корпус, в якому встановлено ролик з можливістю обертання навколо осі та можливістю його фіксації, який відрізняється тим, що корпус виконано у вигляді втулки з ступеневим отвором, в якому розташовано з можливістю зворотно-поступального переміщення підпружинений відносно нього стрижень із наскрізним отвором, на кінці стриженя, який розташовано всередині корпусу, виконано внутрішню конічну поверхню,...
Попередній патент: Полімерна композиція
Наступний патент: Насос-форсунка з електричним керуванням
Випадковий патент: Процес підвищення глибини охолодження термоелектричних пристроїв пельтьє