Пристрій автоматичної правки профілю круга
Номер патенту: 61017
Опубліковано: 15.10.2003
Автори: Субін Анатолій Анатолійович, Петраков Юрій Володимирович
Формула / Реферат
Пристрій автоматичної правки профілю круга, що містить в собі правильний інструмент (алмаз чи алмазний олівець), який закріплений на рухомому пінолі, і вимірювальну планку, що встановлені в корпусі з можливістю обертання за допомогою приєднаної осі, який відрізняється тим, що в нього введено пульт ЧПУ, закріплений в поворотному корпусі кроковий електродвигун, який через редуктор та мікрометричний гвинт зв'язаний з правильним інструментом, важіль, що хитається навколо осі, яка через пару зубчаста рейка-шестірня зв'язана з електромагнітом, та датчик переміщення, що взаємодіє з вимірювальною планкою і має зв'язок з пультом ЧПУ.
Текст
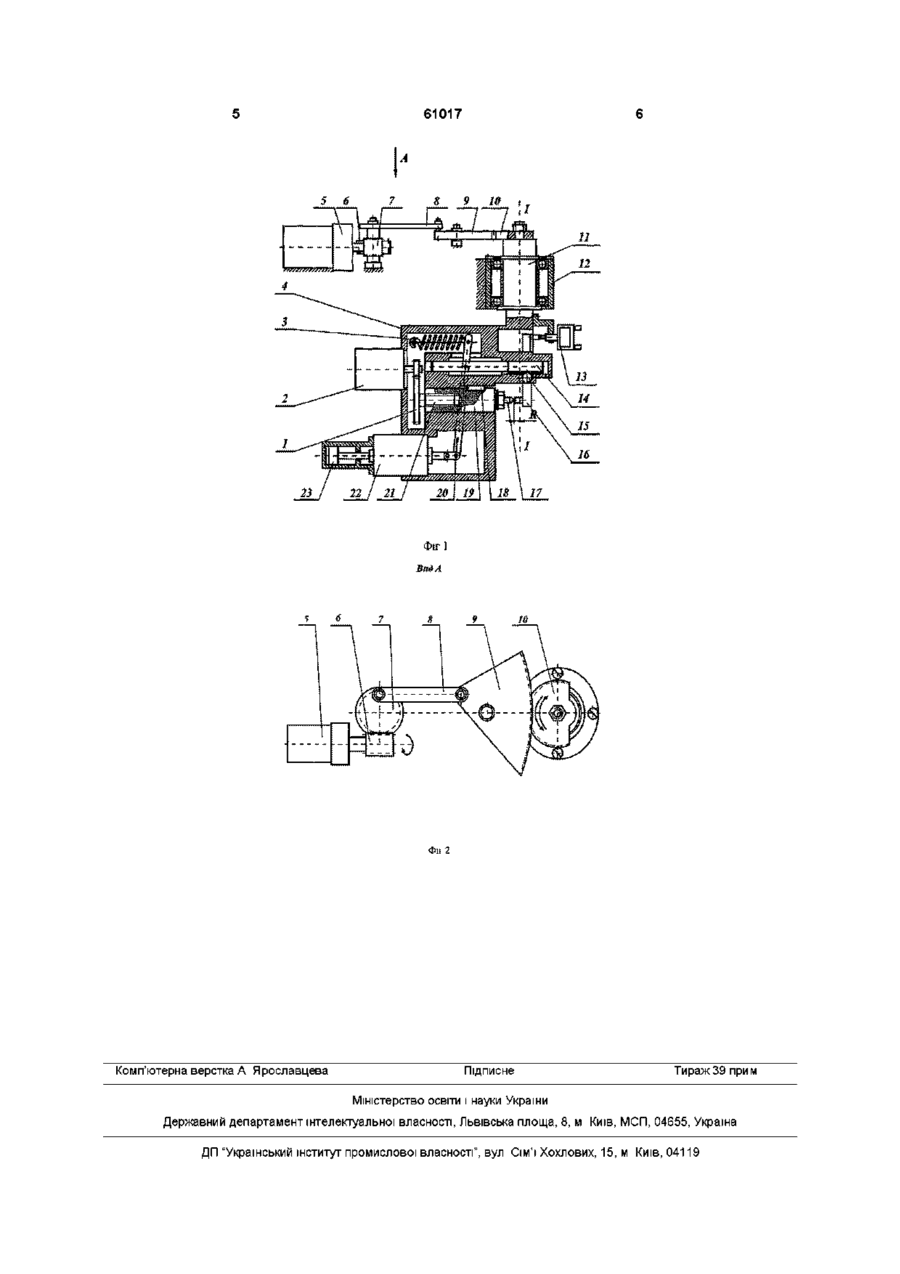
Пристрій автоматичної правки профілю круга, що містить в собі правильний інструмент (алмаз чи алмазний олівець), який закріплений на рухомому ПІНОЛІ, і вимірювальну планку, що встановлені в корпусі з можливістю обертання за допомогою приєднаної осі, який відрізняється тим, що в нього введено пульт ЧПУ, закріплений в поворотному корпусі кроковий електродвигун, який через редуктор та мікрометричний гвинт зв'язаний з правильним інструментом, важіль, що хитається навколо осі, яка через пару зубчаста рейка-шестірня зв'язана з електромагнітом, та датчик переміщення, що взаємодіє з вимірювальною планкою і має зв'язок з пультом ЧПУ Винахід відноситься до машинобудівної галузі та може бути використаний для правки абразивних кругів різьбошліфувальних верстатів з різною величиною радіуса профілю, яка встановлюється автоматично Правлять абразивні круги на керамічній чи бакелітовій зв'язці В якості правлячого інструмента використовується алмаз в оправці При правці шліфувальних кругів з радіусним профілем широко використовується спосіб правки, за яким алмаз повертають навколо осі перпендикулярної до його осі симетрії, а круг переміщують відносно олівця (а с 1689049, МПК 6 В 24 В 53/00, 1989р) Переміщення круга здійснюють в площині, перпендикулярній до осі повороту алмазного олівця за умови плоско-паралельного руху осі круга Завдяки мінімізації можливих степенів волі правлячого інструменту збільшується точність обробки і конструкція пристрою спрощується За прототип обраний пристрій для правки шліфувального круга за дугою кола (ас 1419870, МПК 4 В 24 В 53/06, 1988р) Пристрій, що містить алмаз, який закріплений в алмазотримачі, жорстко з'єднаний з круговим гідроциліндром, який за допомогою поводка з'єднаний з шпинделем Рух правки здійснюється шляхом обертання гідроциліндра в корпусі пристрою Осьове переміщення алмазу здійснюється переміщенням шпинделя відносно жорстко закріпленого кронштейну через рухому кулькову опору за допомогою мікрометричного гвинта Недоліком цього пристрою є обмежений діапазон радіусів шліфувальних кругів, що обумовлено характером правлячого руху пристрою, та неможливість під'єднання електродвигуна внаслідок замкнутості конструкції для можливості автоматизації правлячого руху Задачею винаходу є розробка конструкції пристрою автоматичної правки, що дозволило б збільшити точність правки внаслідок повністю автоматизованого процесів налагодження і правки Поставлена задача реалізується завдяки тому, що пристрій правки профілю круга, що містить в собі правлячий інструмент (алмаз чи алмазний олівець), який закріплений на рухомій ПІНОЛІ, і вимірювальна планку, що встановлена в корпусі з можливістю обертання за допомогою приєднаної осі, новим є те, що в нього введено пульт ЧПУ, закріплений в поворотному корпусі кроковий електродвигун, який через редуктор та мікрометричний гвинт зв'язаний з правлячим інструментом, важіль, що хитається навколо ВІСІ, яка через пару зубчаста рейка-шестерня зв'язана з електромагнітом, та датчик переміщення, що взаємодіє з вимірювальною планкою і має зв'язок з пультом ЧПУ Процес виставлення алмазу на заданий радіус правки R здійснюється автоматично за допомогою крокового двигуна, обертання якого через редуктор та мікрометричний гвинт перетворюється в послідовно-зворотній рух ПІНОЛІ з закріпленим алмазним інструментом, а величина радіусувизначається КІЛЬКІСТЮ імпульсів крокового двигуна Для налагодження в пристрої служить вимірювальна планка, яка з'єднана через шестерню, зу О (О 61017 бчасту рейку і важіль з електромагнітом Вся конструкція розташована в корпусі, який через пару зубчастих секторів, тягу і черв'ячну пару з'єднаний через редуктор з електродвигуном Введення крокового електродвигуна дозволило автоматично налагоджувати пристрій для правки на заданий за допомогою декадних перемикачів ЧПУ радіусу правки Визначення величини R здійснюється за КІЛЬКІСТЮ імпульсів крокового двигуна при русі алмазу від вимірювальної планки, виставленої в вертикальне положення за допомогою електромагніту через хитаючий важіль і пару зубчаста рейка-шестерня, до потрібного значення R Завдяки цьому КІЛЬКІСТЬ імпульсів, що визначає величину радіуса R, відраховується від однієї точки при русі в одному напрямі кожного разу Таким чином, всі зазори кінематичної передачі та розмірне зношування вершини правлячого алмазу не впливають на точність установки R Правка здійснюється зворотно-обертовими рухами пристрою через з'єднану з корпусом вісь з підшипниками Рух на вісь надається електродвигуном через і редуктор, черв'ячну пару, тягу та пару зубчатих секторів Це дозволяє повністю автоматизувати процес правки шліфувальних кругів радіусного профілю, збільшити точність форми при правці Використання ЧПУ дозволяє змінювати величину радіусу профілю і проводити правку без попереднього пробного проходу Суть винаходу пояснюється на фіг 1 і 2, де зображена конструкція пристрою автоматичної правки профілю круга В корпусі 4 розміщені кроковий електродвигун 2, рухома піноль 19 з правлячим алмазом 17, електромагніт 22 з демпфером 23 В передній частині корпуса 4 нерухомо закріплена вісь 11 і установлена рухома рейка 14, повертаюча пружина 3, зубчасте колесо 15, яке нерухомо зв'язане з поворотною планкою 16 Електромагніт, рейка і повертаюча пружина зв'язані між собою через важіль 20 Електродвигун 2 зв'язаний з мікрометричним гвинтом 21 через редуктор 1 Шпонка 18 утримує піноль від повороту Вісь 11 встановлена в корпусі 12 на двох підшипниках та має зубчастий сектор 10, що зчіплюється з зубчастим сектором 9 Електродвигун з редуктором 5 зв'язані з сектором 9 через черв'ячну пару 6-7 і тягу 8 Пристрій має електроконтактний датчик 13 Електроконтактний датчик 13, кроковий двигун 2, електродвигун 5 і електромагніт 23 зв'язані з пристроєм числового управління Настройка і правка виконуються за такою схемою Пристрій встановлюється на верстаті в позицію правки 3 блоку управління включається електромагніт, серцевина якого через сергу переміщує важіль 20 і рейку 14 Рейка 14 повертає шестерню 15 і встановлює планку в вертикальне положення як вказано на фіг 1 Нижній майданчик планки упирається в алмазний олівець 17, а верхній взаємодіє з кінцевиком вимірюючого датчика 13 Автоматично включається кроковий двигун 2 і через редуктор 1 і мікрометричний гвинт переміщує піноль 19 з олівцем По досягненню необхідного розміру R (радіус профілю круга) двигун вимикається Розмір R вимірюється між віссю хитання пристрою 1І і алмазом 17 Після встановлення розміру електромагніт вимикається і пружина повертає механізм в вихідне положення 3 пульту керування вмикається електродвигун 5 і пристрій здійснює хитаючий рух правки круга Глибина правки встановлюється вручну Перед роботою необхідно налагодити пристрій Для цього вершина алмаза встановлюється вручну на потрібний розмір R і здійснюється пробна правка круга Розмір коректується регулюючими гвинтами мікрометричного датчика за результатами вимірів профілю круга на інструментальному мікроскопі Після налагодження правка виконується за командами від блока управління, причому пристрій забезпечує автоматичне підналагодження алмазного олівця для компенсації його зносу і автоматичний перехід на-інший радіус правки за налагодженою перед початком процесу вимірювальною базою При ЗМІНІ радіуса профілю круга на пульті управління за допомогою декадних перемикачів ЧПУ встановлюється новий радіус з точністю до другого розряду після коми (наприклад 3,27) і натискається кнопка "Пуск" Вимірювальна планка, що приводиться в дію електромагнітом, займає вертикальне положення Вмикається кроковий двигун і алмаз переміщується праворуч за Фіг 2 до моменту реагування електроконтактного датчика Потім кроковий двигун реверсується і алмаз переміщується ліворуч В момент розімкнення останнього контакту датчика поступає команда на підрахунок імпульсів, які подаються на кроковий двигун При накопиченні потрібної КІЛЬКОСТІ імпульсів, яка визначається порівнянням з встановленим на декадних перемикачах значенням радіуса, кроковий двигун вимикається і механізм займає вихідне положення Таким чином пристрій забезпечує точне автоматичне налагодження на будь-який розмір з точністю, що дорівнює переміщенню за один імпульс, і автоматично компенсує зношування правлячого алмазу 61017 5 6 23 22 21 20 Фігі ВяАА Комп'ютерна верстка А Ярославцева Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic truing of disc profile
Автори англійськоюPetrakov Yurii Volodymyrovych
Назва патенту російськоюУстройство автоматической правки профиля круга
Автори російськоюПетраков Юрий Владимирович
МПК / Мітки
МПК: B24B 53/00
Мітки: профілю, пристрій, правки, автоматичної, круга
Код посилання
<a href="https://ua.patents.su/3-61017-pristrijj-avtomatichno-pravki-profilyu-kruga.html" target="_blank" rel="follow" title="База патентів України">Пристрій автоматичної правки профілю круга</a>
Пристрій для правки шліфувального круга з переривчастою робочою поверхнею на електропровідній зв’язці
Номер патенту: 37973
Опубліковано: 15.05.2001
Автори: Гаращенко Ярослав Миколайович, Уварова Юлія Леонідівна, Хорват Матяш, Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович
МПК: B24B 53/04
Мітки: переривчастою, пристрій, зв'язці, поверхнею, круга, шліфувального, робочою, електропровідний, правки
Текст:
...електрохімічна правка поверхні круга. Тому що пристрій забезпечує подачу імпульсів синхронно з поворотом круга на кут, обумовлений кроком западин на поверхні круга, а ділянки робочої поверхні круга мають довжину, також обумовлену кроком цих западин, ділянка поверхні круга, на якому формується западина. послідовно проходить через електропровідні частини ділянок і їхній сумарний вплив визначає розміри і форму западин на робочій поверхні...
Спосіб правки алмазного шліфувального круга
Номер патенту: 42950
Опубліковано: 15.11.2001
Автори: Захаренко Володимир Сергійович, Кузьменко Анатолій Петрович, Польшаков Валерій Іванович
МПК: B24B 53/00
Мітки: круга, шліфувального, правки, спосіб, алмазного
Формула / Реферат:
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняється тим, що алмазному шліфувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штрихів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує...
Ділянка правки готового прокату фланцевого профілю
Номер патенту: 24483
Опубліковано: 21.07.1998
Автори: Сівак Едуард Володимирович, Жучков Сергій Михайлович, Лохматов Олександр Павлович, Кулаков Леонід Васильович, Петренко Валентина Іванівна
МПК: B21D 3/00
Мітки: готового, профілю, прокату, фланцевого, ділянка, правки
Формула / Реферат:
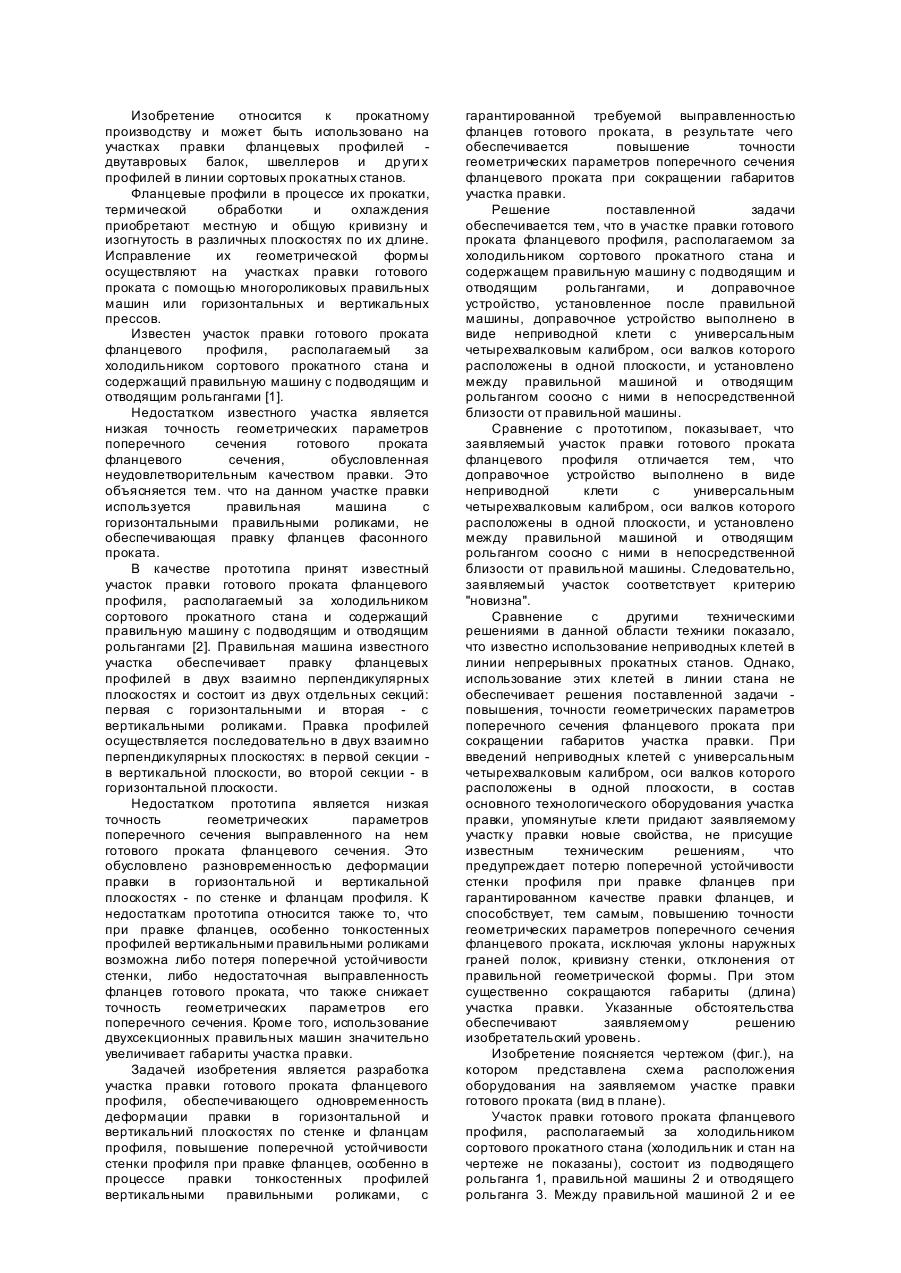
Участок правки готового проката фланцевого профиля, располагаемый за холодильником сортового прокатного стана и содержащий правильную машину с подводящим и отводящим рольгангами, и доправочное устройство, установленное после правильной машины, отличающийся тем, доправочное устройство выполнено в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости, и установлено между правильной...
Пристрій для електрохімічної правки шліфувальних кругів на електропровідній металевій зв’язці
Номер патенту: 37908
Опубліковано: 15.05.2001
Автори: Гаращенко Ярослав Миколайович, Уварова Юлія Леонідівна, Грабченко Анатолій Іванович, Хорват Матяш, Доброскок Володимир Ленінмирович
МПК: B24D 17/00
Мітки: правки, зв'язці, металевій, кругів, шліфувальних, пристрій, електрохімічної, електропровідний
Текст:
...області, можна записати у вигляді лінійних рівнянь: z( x)1=d1 y( x)+g1; z( x)2=d2 y2( x)+g2; z( х)3=d3F( x)+g3; z( x)4=d4 у( x)F(x)+g4; z( x)5=d5 y2( x)F( x)+g5; y( х) змінюється за законом кривої сталого профілю робочої поверхні круга, a F(x) – за законом кривої необхідної лінійної інтенсивності електрохімічного впливу для зняття засалювання робочої поверхні круга. Для керування поперечним профілем робочої поверхні круга при...
Пристрій для закріплення шліфувального круга
Номер патенту: 43643
Опубліковано: 17.12.2001
Автори: Марковський Олексій Вікторович, Матюха Петро Григорович
МПК: B24B 45/00
Мітки: закріплення, пристрій, шліфувального, круга
Формула / Реферат:
Пристрій для закріплення шліфувального круга, що складається з рухомого та нерухомого фланців з виконаними на торцевих поверхнях отворами зі збіжними осями, центруючих елементів та гвинтів для скріплення фланців, який відрізняється тим, що центруючі елементи виконані У, вигляді ступінчастого пальця, що має ексцентричні ступінь, при цьому меньший ступінь встановлена з можливістю контактування з поверхнею отвору в нерухомому фланці, більший...
Попередній патент: Спосіб шліфування торцевих сферичних поверхонь
Наступний патент: Спосіб прямої регенерації мікропагонів з листкових експлантів actinidia deliciosa (chev.) liang, ferguson в культурі in vitro
Випадковий патент: Спосіб діагностики форми діабетичної ретинопатії